



由于导柱和导套己经标准化,并和上、下模座组成标准模架,设计时应参考冲模标准选用。导柱、导套的布置形式见表3-1-33。
表3-1-32 导向方式的选择
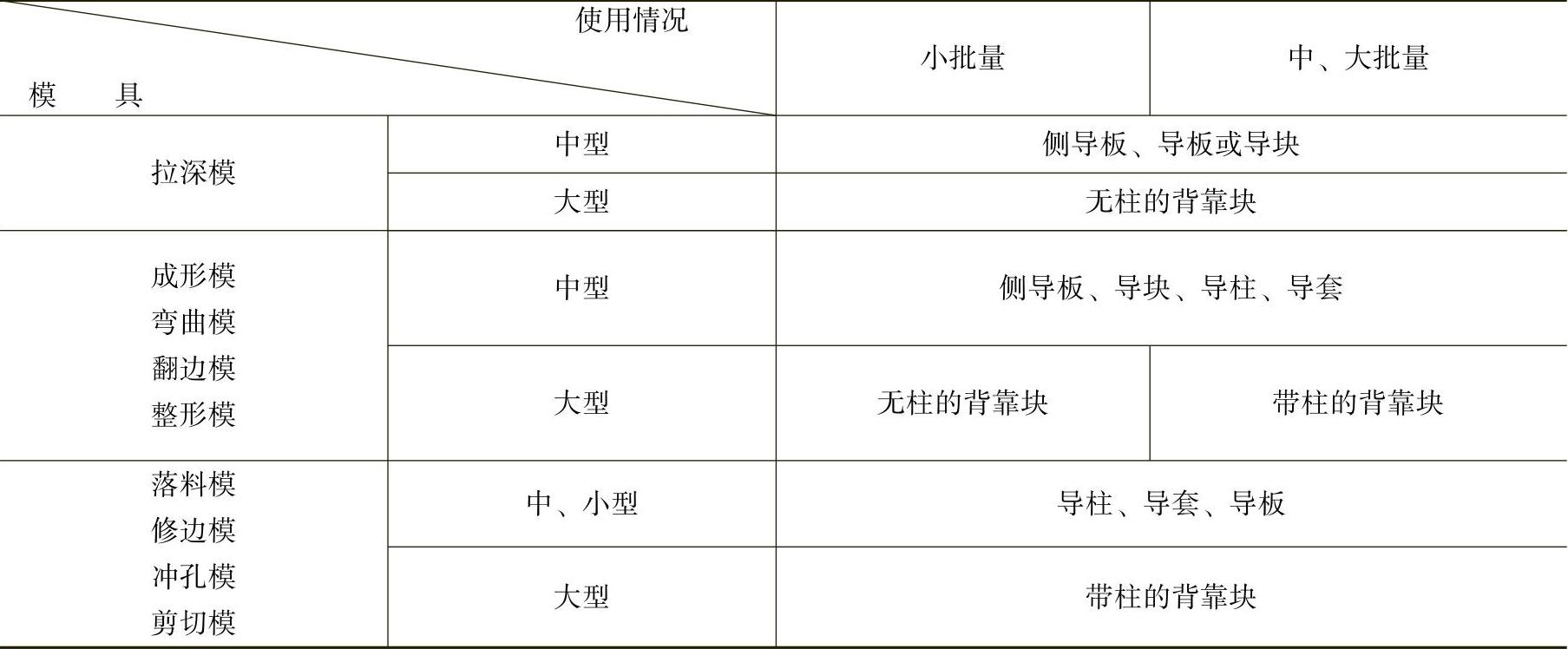
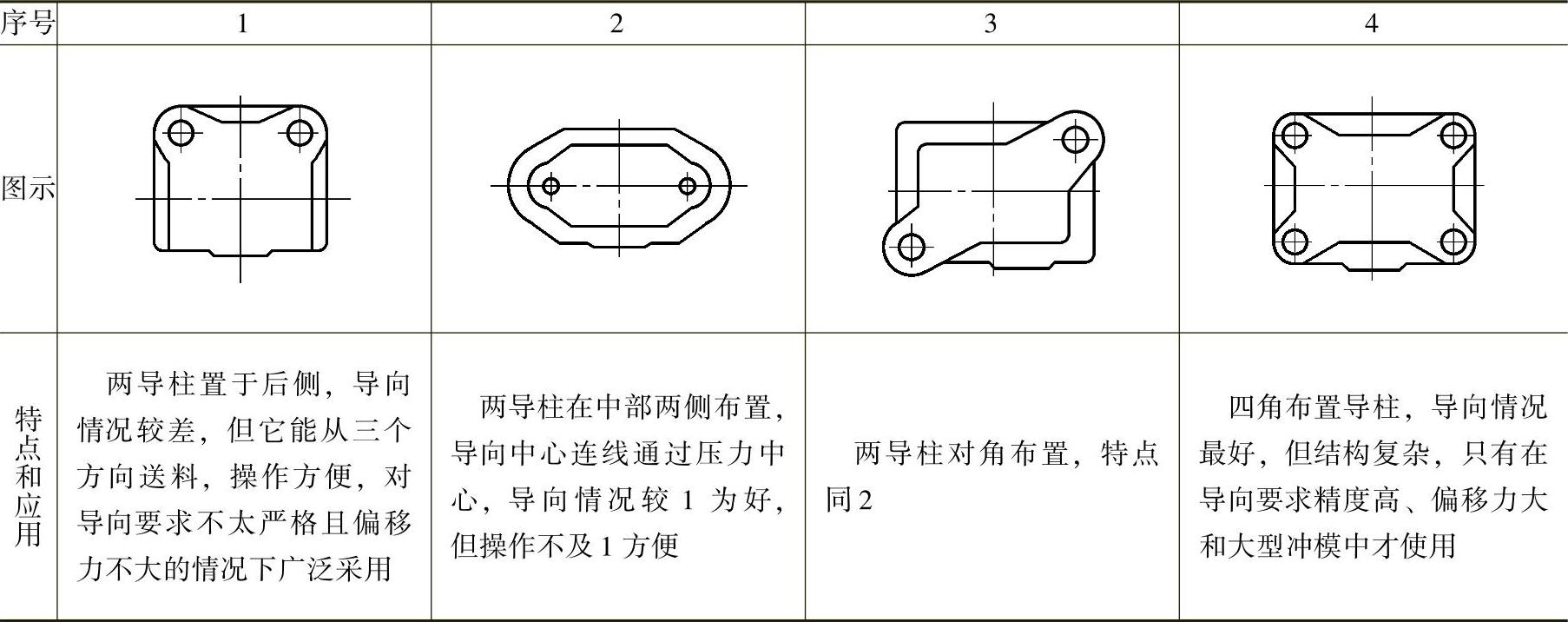
表3-1-33 导柱和导套的布置形式
1.滑动导柱、导套
导柱、导套都是圆柱形,加工方便,容易装配,是模具行业应用最广泛的导向装置。可在上、下模座上分别设置两对或四对导柱、导套对凸、凹模进行导向。后置导柱的两导柱直径相同,中间配置和对角配置的导柱,两导柱的导向直径不相等,可避免合模时上模误装方向而损坏凸、凹模刃口。滑动式导柱结构如图3-1-10所示,导套结构如图3-1-11所示。

图3-1-10 滑动导柱
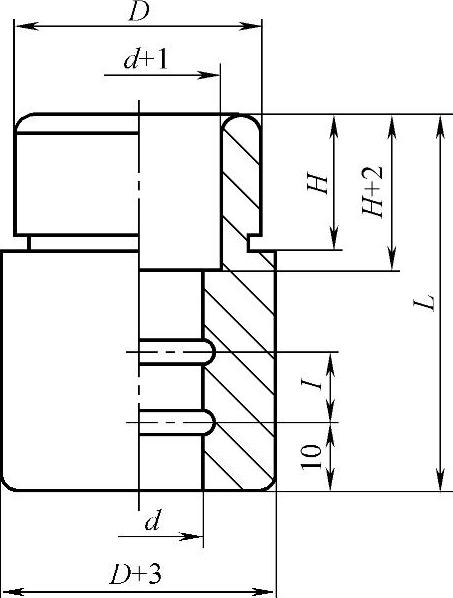
图3-1-11 滑动导套(https://www.xing528.com)
导柱与导套的结构与尺寸都可直接从国家标准中选用。
在选用时应注意在冲裁过程中导柱最好不要脱离导套的导向孔,导柱的长度应保证模具闭合后,导柱上端面与上模座顶面的距离不小于10~15mm,而下模座底面与导柱底面的距离应为0.5~1mm。
导柱与导套之间的配合根据冲裁模的间隙大小选用。当冲裁板厚在0.8mm以下的间隙模具时,选用H6/h5配合的I级精度模架。当冲裁板厚为0.8~4mm时,选用H7/h6配合的Ⅱ级精度模架。
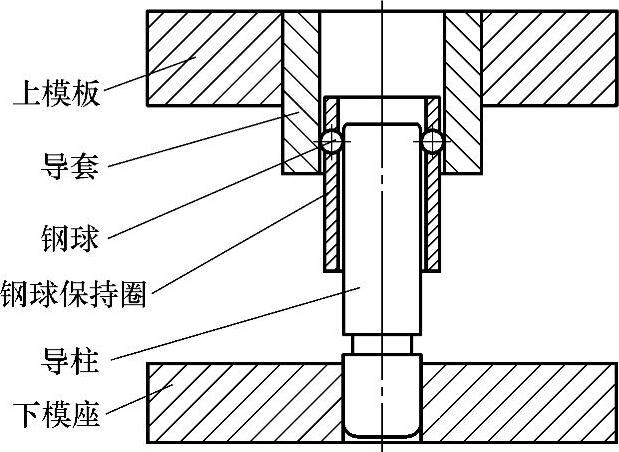
图3-1-12 滚动导向装置
导套压入上模板中的长度H值要比上模板厚度H上模板小2~5mm,以此保证润滑油注入导套之导向孔内。导套上端直径为d+1mm,长度为H+2mm,这样就可避免导套外径尺寸D压入上模板时引起内孔微缩而影响导柱在此部位自如地滑动。
2.滚动导柱、导套
滚动导向装置的导向是由无间隙的纯滚动副来实现的(见图3-1-12),一组滚珠装在保持架内,排列对称,分布均匀,与中心线成α角,使每个滚珠在上下运动时都有各自的滚道,以减少磨损。滚珠应选同一直径,公差不超过0.003mm。滚珠与导柱、导套之间不但没有间隙,反而有0.012~0.02mm的过盈,从而提高了导向精度。与滑动式导向装置相比,其导向精度高、摩擦力小、发热量小,但刚度差,因而使用范围受到一定限制。适用于高速冲裁模、精密冲裁模、硬质合金模以及其他精密模具的冲压工作。
导向零件还可用套筒和导向块等,套筒式导向十分精确,导柱和套筒有很大的接触面,磨损较慢,使用时间长,但结构复杂,且工作空间太小操作不便,只有在冲制钟表等精密小零件时才使用。而对于一些中型或大型冲模,尤其是弯曲、拉深、整形等有较大侧向力的模具往往采用导向块导向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。