



在冲裁模卸料与出件装置中,常用的弹性组件是弹簧和橡胶。考虑模具设计时出件装置中的弹性组件很少需专门选用与计算,故只介绍卸料弹性组件的选用与计算。
1.弹簧的选用
弹压卸料装置中的弹簧,选择时应满足以下要求:
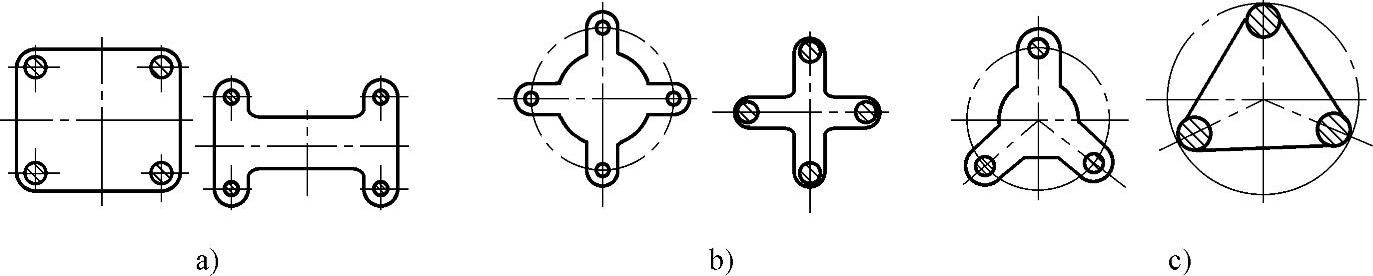
图3-1-8 推件板形式
a)用于矩形零件 b)用于正方形零件 c)用于圆形零件
1)所选用的弹簧必须满足冲模结构空间的要求,弹簧的外形尺寸及数量应与冲模的结构尺寸相适应。
2)所选弹簧必须满足工艺要求,弹簧的最小预紧力P预min要大于(至少等于)卸料力Q卸。弹簧的总压缩量(包括弹簧的预压量力ΔH预、冲压工作行程H工及凸模、凹模总的刃口修磨量H修三部分)要小于或等于弹簧自身所允许的最大压缩量ΔHmax。
选择弹簧的步骤大致如下:
1)按模具结构尺寸的空间大小,合理选定弹簧数目n。
2)确定单个弹簧的预紧力P预(N):
式中 n——弹簧个数。
3)按每个弹簧分担的卸料力和模具结构选定弹簧规格(丝径、中径、外径和自由高度)。
4)确定弹簧的预压量ΔH预(mm):
式中 Pmax——弹簧的最大负荷(N)。
5)核定弹簧产生的总压缩量是否小于或等于弹簧所允许的最大压缩量,即Z总≤ΔHmax,否则须重新选择弹簧尺寸,直到合适为止。
6)确定弹簧安装高度H2:弹簧要求的安装高度H2为弹簧自由高度H与预压量力ΔH预 之差,即H2=H-ΔH预。
7)确定弹簧工作圈数n:
n=(H-d)/t
式中 H——弹簧自由高度;
d——钢丝直径;(https://www.xing528.com)
t——弹簧节距。
弹簧的材料为65Mn、60Si2Mn等,并经淬火、回火至硬度为40~46HRC,淬火前两端压紧3/4圈后磨平,使其与轴线垂直。
圆形断面螺旋压缩弹簧加工容易,价格便宜,一般模具采用较多。但当模具中安装弹簧的空间较小,又需要较大的弹性力时,就不能满足设计要求而应选用矩形断面螺旋压缩弹簧(强力弹簧)。强力弹簧刚度大,一般承载能力会提高45%左右。但强力弹簧加工较困难,价格贵,故多用于大批量生产的模具中。当卸料力或推件力要求很大时,可采用碟形弹簧,使结构更紧凑,但碟形弹簧的压缩量小,当需要大的压缩量时不宜采用。
2.橡胶的选用
选用橡胶卸料或顶件时,与弹簧选用方法相似,也应根据卸料力和要求的压缩量校核橡胶的工作压力和许可的压缩量,看能否满足冲裁工艺的需要。
橡胶垫受压后所产生的弹压力为
P=qA
式中 P——橡胶垫受压时产生的弹压力(N);
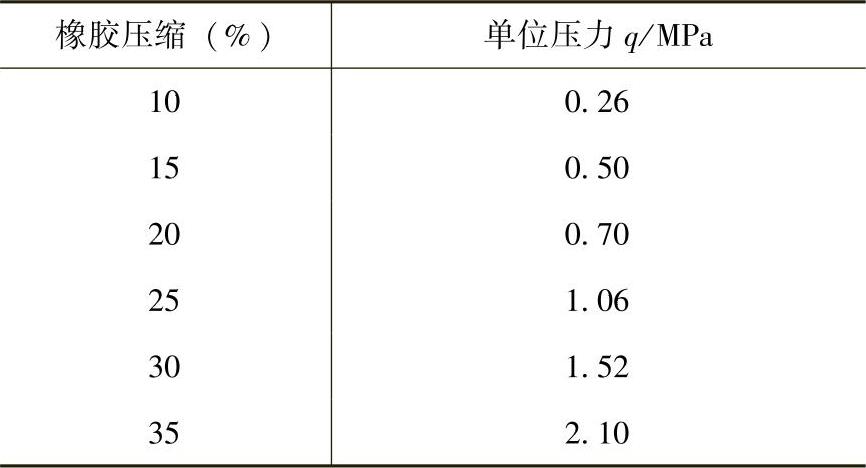
q——橡胶垫在一定压缩比时所对应的弹压力(MPa),见表3-1-30或图3-1-9;
A——橡胶垫的实际承压面积(cm2)。
橡胶垫的压缩量不能过大否则会影响其压力和寿命,为使橡胶垫耐久地工作,最大压缩量不能超过其厚度的45%,预压缩量为其厚度的10%~15%。橡胶高度H可按下式计算:
式中 H工——所需的工作行程(压缩量)(mm)。
表3-1-30 橡胶垫的单位压力
橡胶垫的截面尺寸计算见表3-1-31。
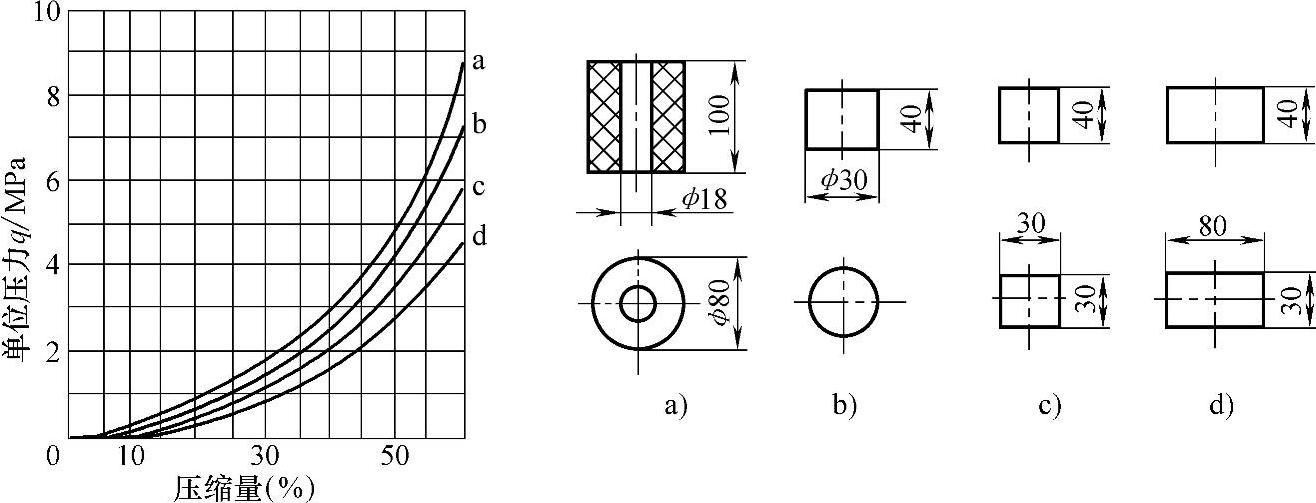
图3-1-9 橡胶垫单位压力与压缩量
表3-1-31 橡胶垫的截面尺寸计算
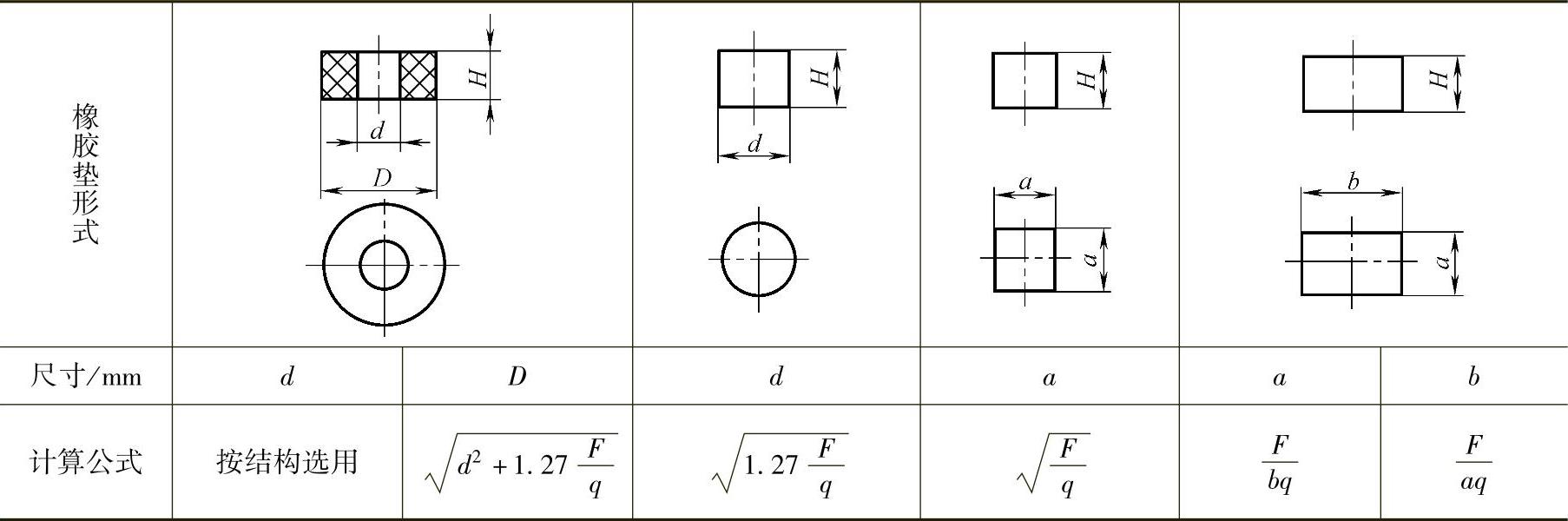
注:q—橡胶板单位压力(MPa),一般取2~3MPa;F—所需工作压力(N)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。