



1.卸料装置
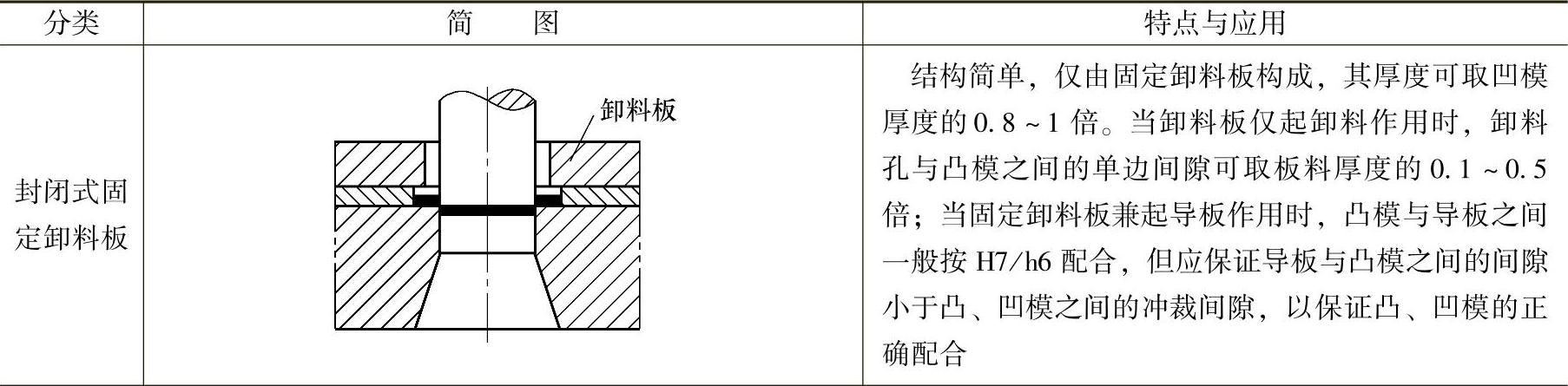
是用于将条料、废料从凸模上卸下的装置,分刚性(固定)卸料装置、弹压卸料装置两种,见表3-1-26。
固定卸料装置卸料力大,卸料可靠,但冲裁时坯料得不到压紧,因此常用于较硬、较厚且精度要求不太高的工件冲裁。
表3-1-26 卸料装置
(续)
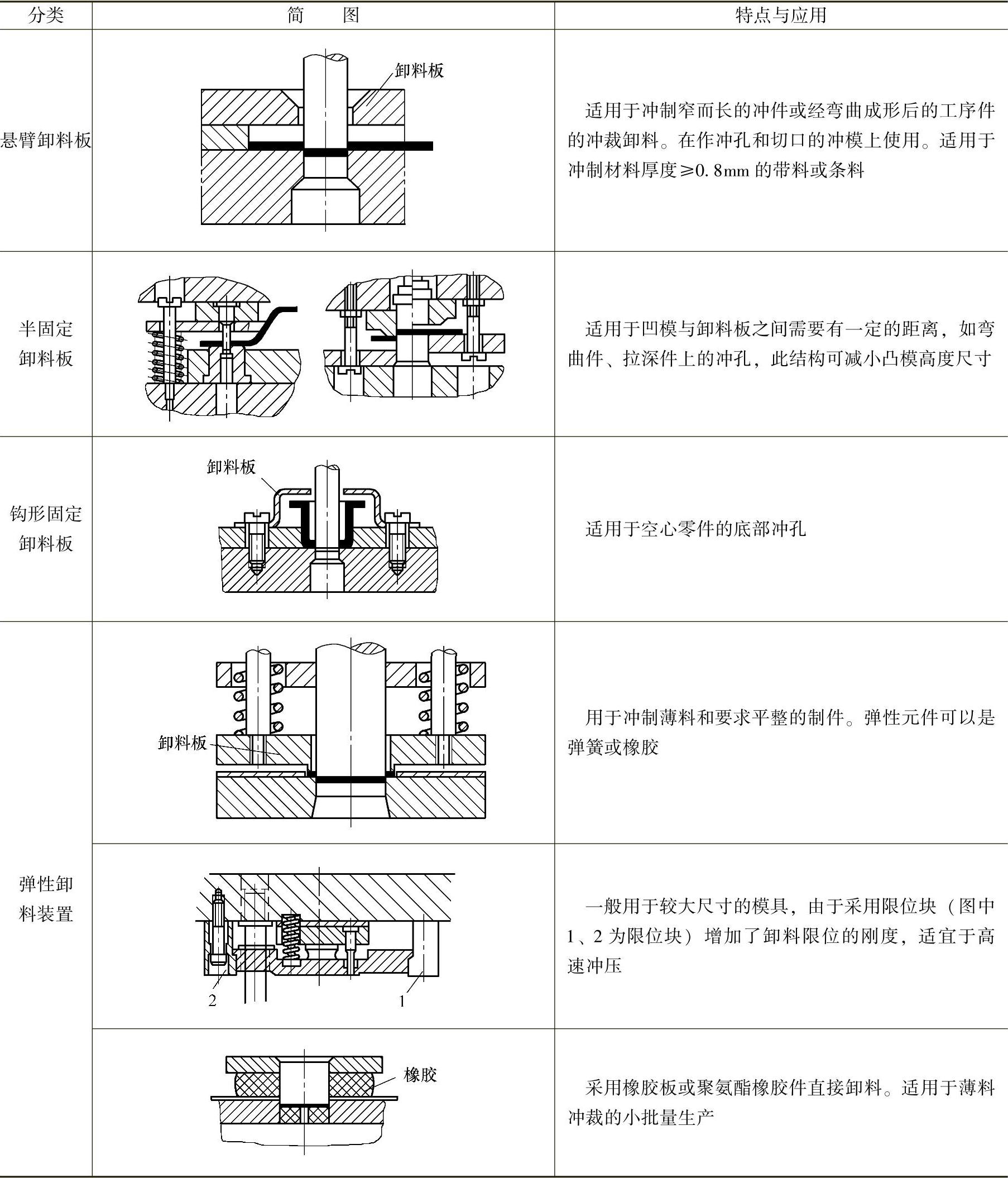
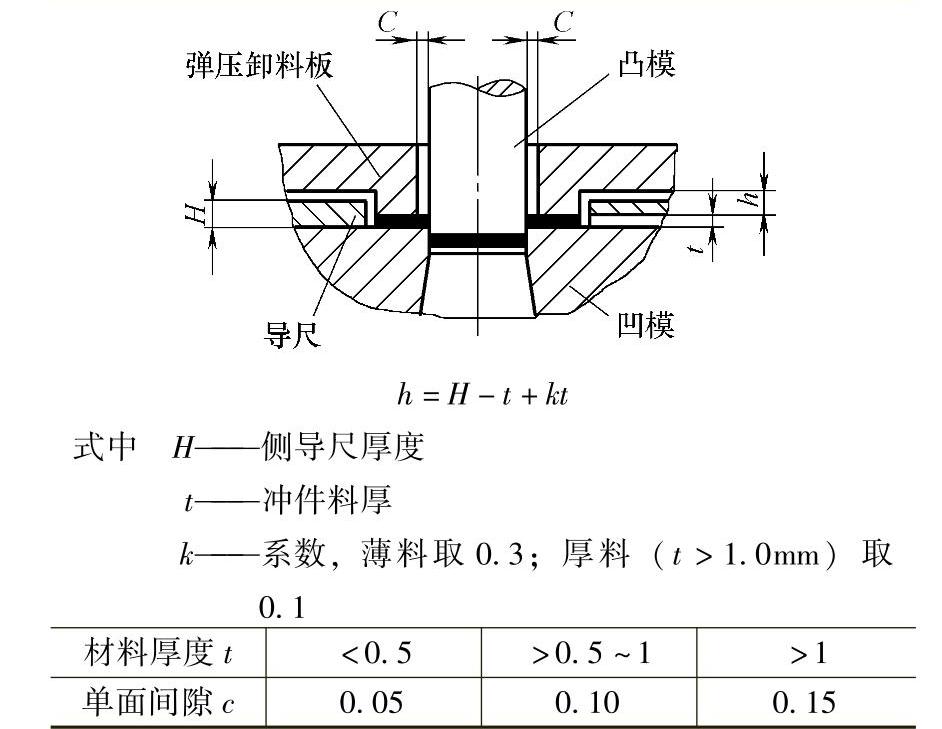
弹性卸料装置常用于冲裁料厚小于1.5mm的板料,由于有压料作用,冲裁件平整。广泛用于复合模中。卸料板的平面外形尺寸等于或稍大于凹模板尺寸,与凸模之间的单边间隙取板料厚度的0.1~0.2倍。由于卸料力由弹性组件提供,卸料力一般较小,所以多用于薄料、零件的平面度要求高的冲裁。对于卸料力要求较大,卸料板与凹模间又要求有较大的空间位置时,可采用刚弹性相结合的卸料装置。弹性卸料板的最小厚度见表3-1-27。弹性卸料板的结构尺寸见表3-1-28。当用弹性卸料板作凸模导向时,凸模与卸料板孔配合按H7/h6;对于级进模中特别小的冲孔凸模与卸料板孔的单面间隙值比表3-1-28中的数据要适当加大。
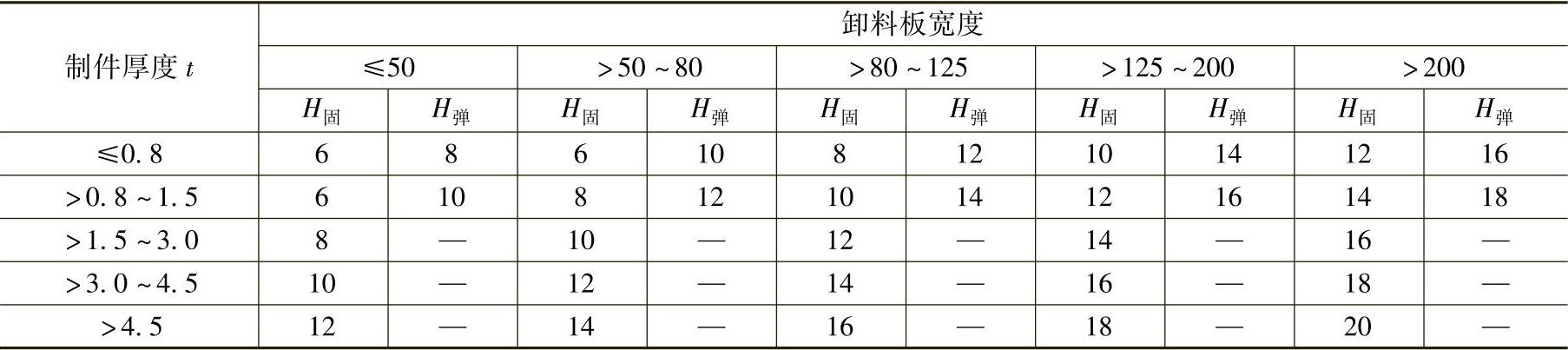
表3-1-27 卸料板的最小厚度( 单位:mm)
 (https://www.xing528.com)
(https://www.xing528.com)
注:H固——固定卸料板的最小厚度,H弹——弹性卸料板的最小厚度。
表3-1-28 弹性卸料板的结构尺寸 (单位:mm)
2.废料切刀
对于大、小型零件冲裁或成形件切边时还常采用废料切刀进行卸料。它是利用冲裁时凹模下压废料于切刀刃口,将冲裁废料切断成数块,达到卸料目的(图3-1-6)。这种卸料方式不受卸料力大小的限制,卸料可靠,多用于大型落料件或带凸缘拉深件切边时的卸料工作。
废料切刀已经标准化,可根据冲件及废料尺寸、料厚等进行选用。图3-1-7是国家标准中废料切刀的结构。图3-1-7a为圆废料切刀,用于小型模具和切薄板废料;图3-1-7b为方形废料切刀,用于大型模具和切厚板废料。
废料切刀的刃口长度应比废料宽度大些,安装时切刀刃口应比凸模刃口低。其值h为板料厚度的2.5~4倍,并且不小于2mm。冲件形状简单时,一般设两个废料切刀;冲件形状复杂时,可设多个废料切刀或采用弹性卸料与废料切刀联合卸料。
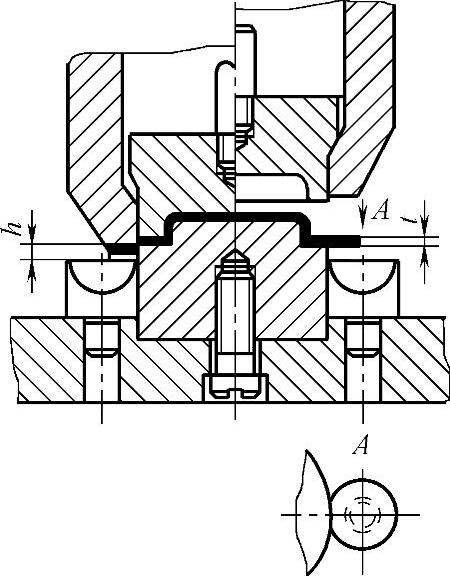
图3-1-6 废料切刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。