



导正销冲裁时与其他定距组件相配合,插入前工位已冲好的孔中进行精确定位,以减小定位误差,保证孔与外形的相对位置的冲裁要求。导正销主要用于级进模中,装配在第二工位以后的落料凸模上,当零件上没有适宜于导正销导正用的孔时,对于工步数较多、零件精度要求较高的级进模,应在条料两侧的空位处设置工艺孔,以供导正销导正条料用。此时,导正销固定在凸模固定板上或弹压卸料板上。国家标准的导正销结构形式及适用情况见表3-1-22。导正销的头部由圆锥形的导入部分和圆柱形的导正部分组成,导正部分h不宜太大,一般取h=(0.5~1)t。导正销直径D1尺寸略小于制件冲孔直径,D1与导正销孔的关系是
D1=d-2a
式中 d——冲孔凸模直径(mm);
2a——导正销与冲孔孔径两边间隙,见表3-1-23。
表3-1-22 导正销的结构形式

注:导正销的相应形式与尺寸可参见JB/T 7649.1~7649.10—2008。
表3-1-23 导正销的尺寸 (单位:mm)
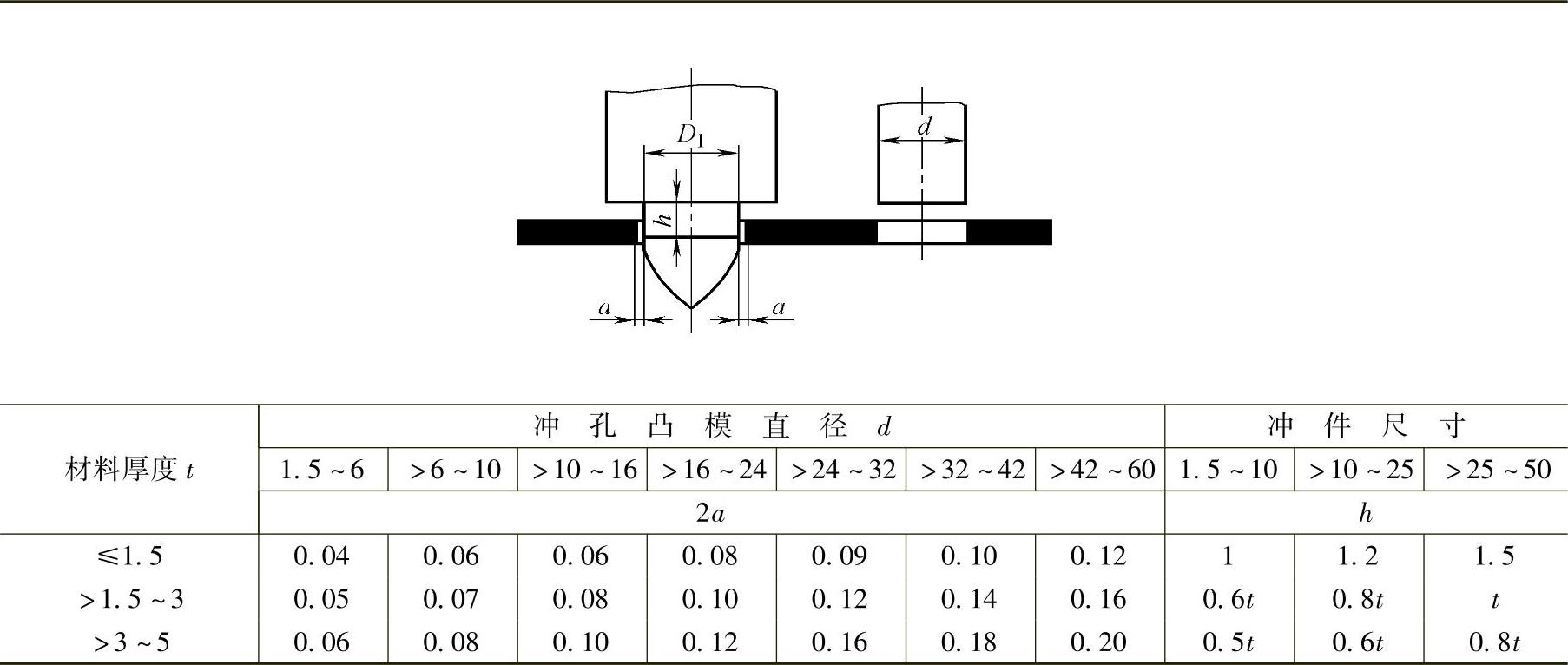
导正部分的直径公差可按h6~h9选取。导正部分的高度一般取h=(0.5~1)t。
由于导正销常与挡料销配合使用,挡料销只起粗定位作用,所以挡料销的位置应能保证导正销在导正过程中条料有被前推或后拉少许的可能。挡料销与导正销的位置关系如图3-1-3所示。(https://www.xing528.com)

图3-1-3 挡料销与导正销之间的位置关系
a)挡料销在后侧 b)挡料销在前侧
按图3-1-3a方式定位:
按图3-1-3b方式定位:s′1=s+D/2-d/2-0.1
式中 s——送料步距(mm);
D——落料凸模直径(mm);
d——挡料销柱形部分直径(mm);
s1、s′1——挡料销与导正销的中心距(mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。