



镶拼式凹(凸)模常用于冲裁一些大型或形状复杂的制件,对于更换修理、节省优质模具钢、减少热处理变形都有重要的实用价值。大型凹(凸)模采用镶拼结构,可将形状复杂的凹(凸)模变为形状简单的拼块,镶块的毛坯锻造、机械加工、热处理以及凸、凹模易损部位的刃磨修配等都比较方便,又可避免像整体式凸、凹模因热处理开裂、变形过大或机械加工时局部超差,而使整个的凸、凹模报废。拼块如选择合适,可同时加工,容易保证精度要求,使模具的寿命延长。但镶拼模装配比较困难,同时因凹模由多块镶块拼接而成,势必使累积误差增大,给装配带来一定的困难,并使模具结构增大。因此应考虑到冲压件的几何形状、尺寸大小、精度要求,以及简化模具制造和节约模具钢等具体情况,来决定是否采用镶拼结构。
1.镶拼结构设计的一般原则
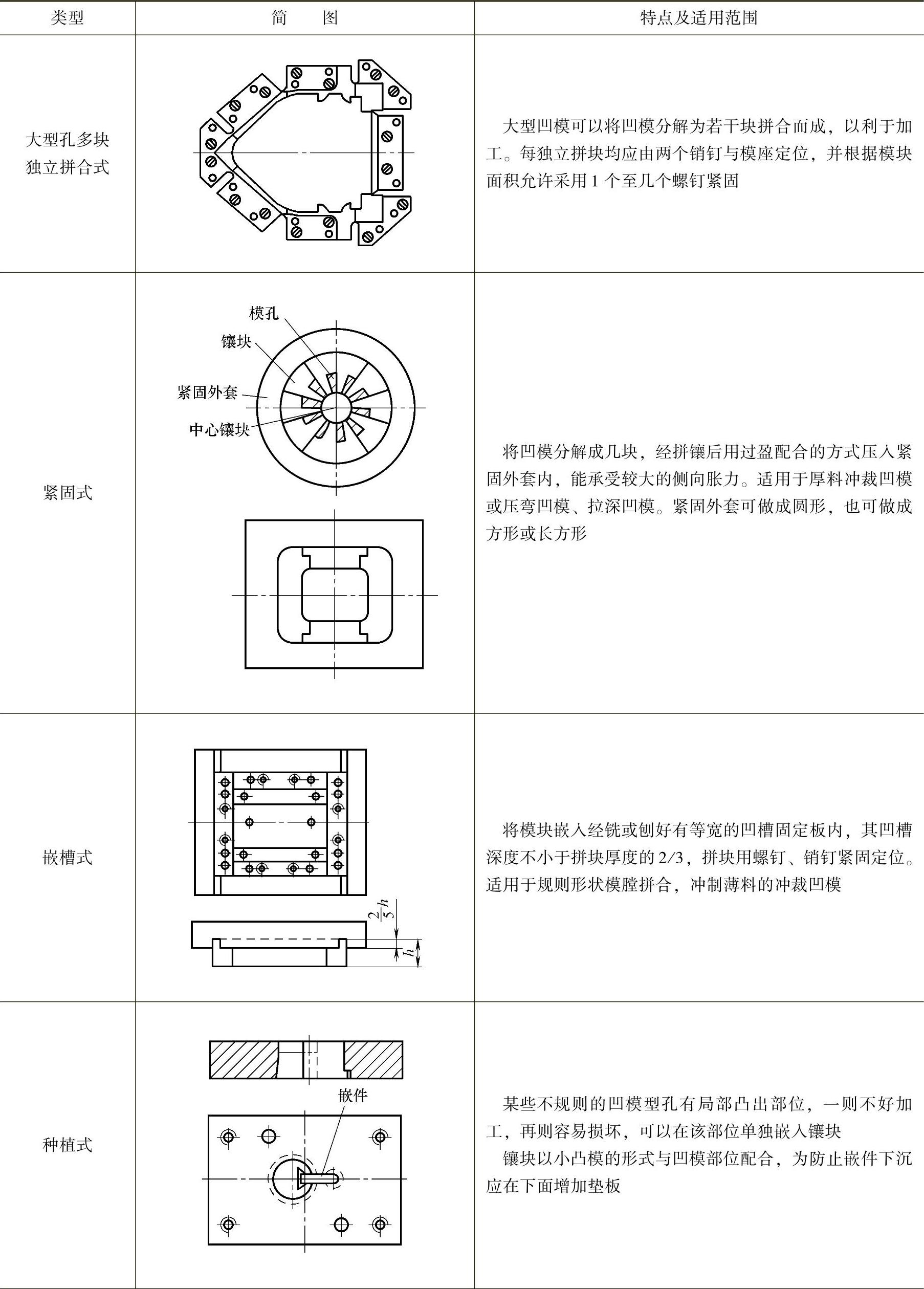
镶拼式凸、凹模的设计,关键在于模块的正确分块。设计镶拼式凹(凸)模时,应注意尽量将拼块做成钝角或直角,避免做成锐角;工作中易磨损处和圆角部分应单独划分一段,拼接线应在离圆弧与直线的切点4~7mm的直线处;在考虑镶拼件时,应尽量将复杂的内形加工变换成为外形加工,以便于机械加工和成形磨削;制件有对称线时,应沿对称线分段,使形状、尺寸相同的分块可以一同磨削加工。常见的镶拼凹模见表3-1-18。
2.镶块结构的固定方法
镶拼模的镶拼方法有拼接法和嵌入法两种。镶拼模的固定,一般多在拼块外面加一紧固框,以确定各拼块的相互位置,然后用螺钉将各拼块紧固。大型的镶拼模,直接用定位销及螺钉固定,小的嵌件则用过盈配合压入,大的嵌件也可用螺钉固定。
(1)平面式固定 即把拼块直接用螺钉、销钉紧固定位于固定板或模座平面上,如图3-1-2a所示。这种固定方法主要用于大型的镶拼凸、凹模。每独立拼块均应由两个销钉与模座定位,并根据模块面积允许采用一至几个螺钉紧固。当冲压料厚t<1.5mm的零件时,可只靠螺钉、销钉紧固;当t=1.5~2.5mm时,需加止推键;当t>2.5mm时,应采用窝槽形式。
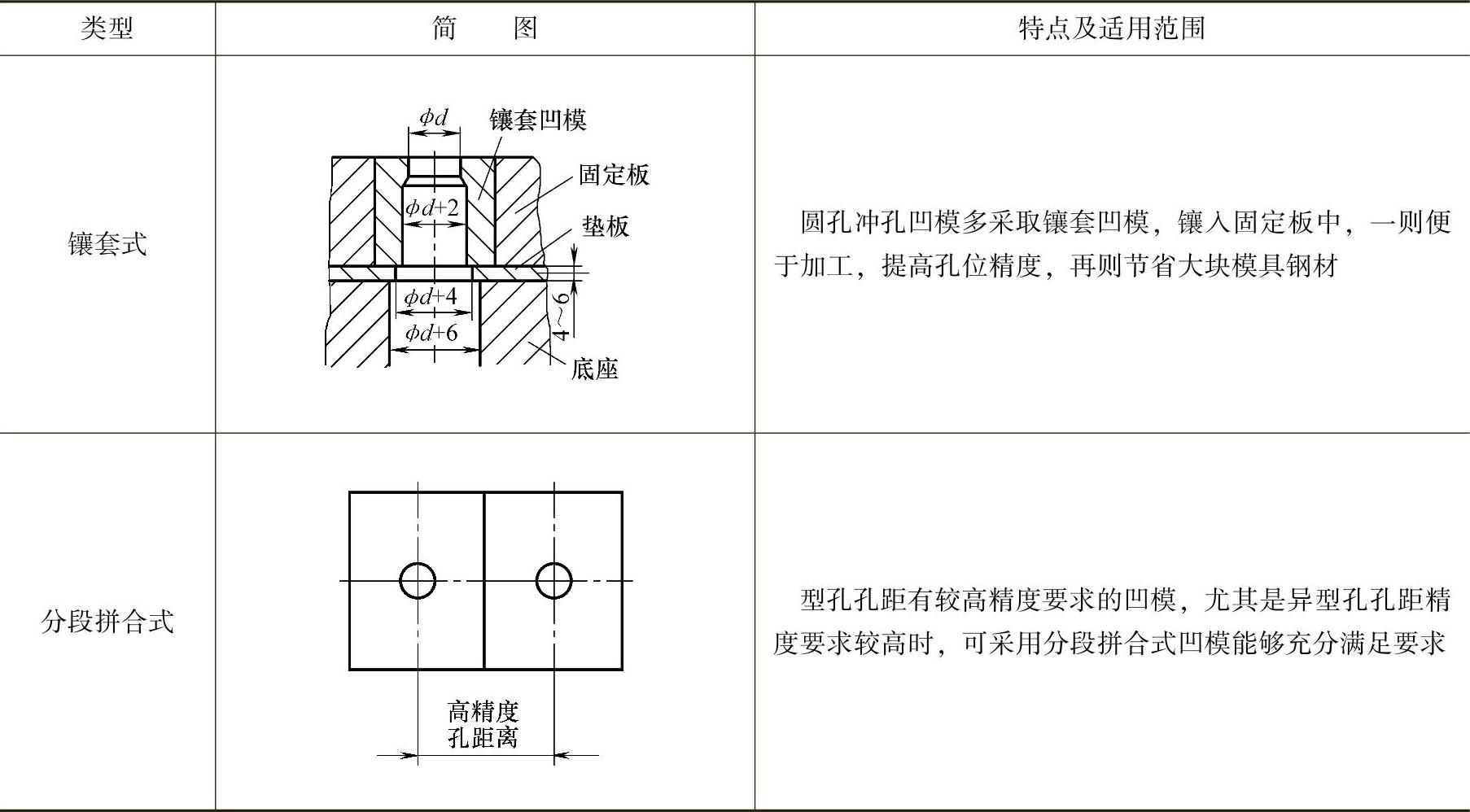
表3-1-18 常用的镶拼凹模
(续)(https://www.xing528.com)
(2)嵌入式固定 即把各拼块拼合后,采用过渡配合(K7/h6)嵌入固定板凹槽内,再用螺钉紧固,如图3-1-2b所示。这种方法多用于中小型凸、凹模镶块的固定。
(3)压入式固定 即把各拼块拼合后,采用过盈配合(U8/h7)压入紧固外套内,如图3-1-2c所示。这种方法能承受较大的侧向胀力,适用于厚料冲裁凹模或压弯凹模、拉深凹模。常用于形状简单的小型镶块的固定,紧固外套可做成圆形,也可做成方形或长方形。
(4)斜楔式固定 即利用斜楔和螺钉把各拼块固定在固定板上,如图3-1-2d所示。拼块镶入固定板的深度应不小于拼块厚度的1/30,这种方法也是中小型凹模镶块(特别是多镶块)常用的固定方法。
此外,还有用粘结剂浇注固定方法等。
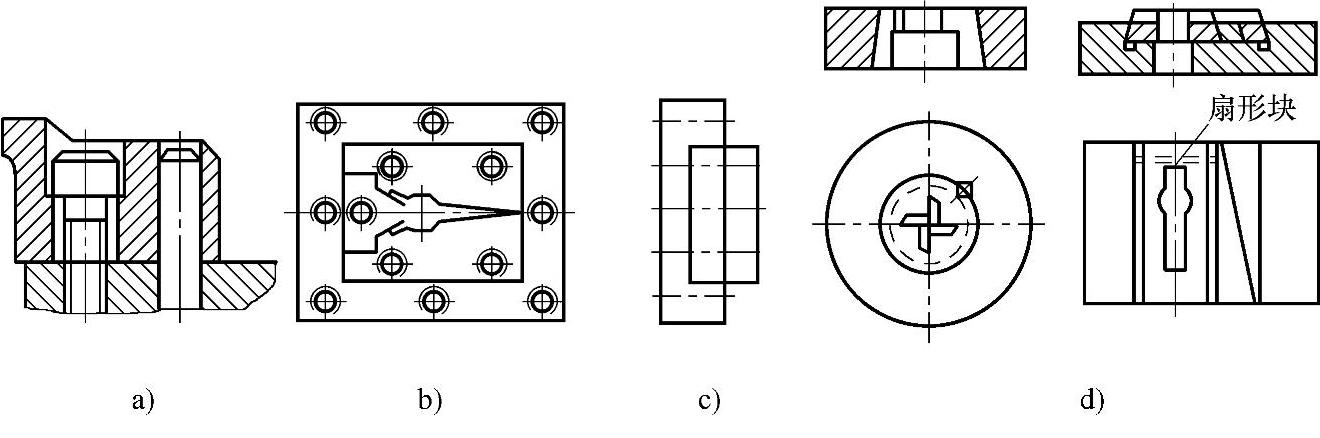
图3-1-2 镶拼结构的固定
a)平面式固定 b)嵌入式固定 c)压入式固定 d)斜楔式固定
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。