



1.冲模的安装和搬运
冲模的使用寿命、工作安全和冲件质量等与冲模的正确安装有着极大的关系。
1)冲模应正确安装在压力机上,使模具上下部分不发生偏斜和位移,这样可以保证模具有较高的准确性,避免产生废品,而且可保证模具寿命。
2)模具安装时,将带有导向的模具,上下应同时搬到工作台面上。由于大型模具在工作台面上不便移动,应按材料的送料方向、产品的取出方式、气垫顶杆孔的位置等尽量准确定位。先固定上模,然后根据上模的位置固定下模。
3)固定上模的方法有压板压紧、螺钉紧固、燕尾槽配合和模柄固定等。对中小型模具,最常用的方法是模柄固定。模柄装入曲柄压力机模柄孔(图2-9-1)后,采用模柄夹持器来固定。夹紧模柄时,旋紧夹持器上面的螺母,再用方头螺钉顶紧模柄,如图2-9-2所示。
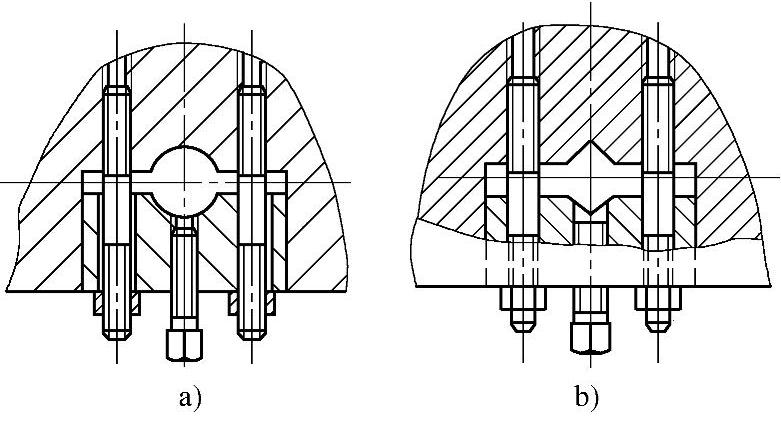
图2-9-1 模柄孔
a)圆形 b)方形
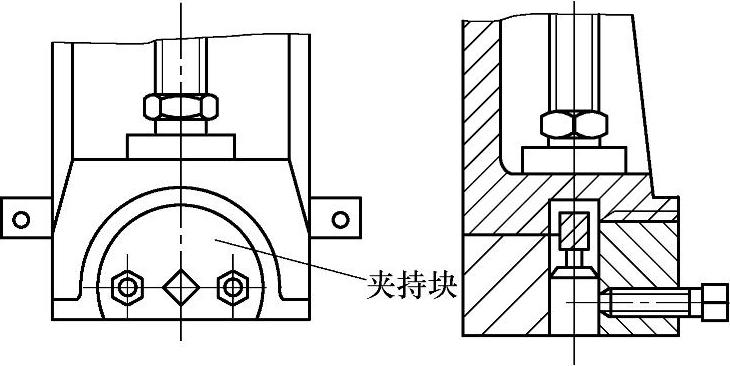
图2-9-2 模柄的夹紧
4)凡大型模具用模柄固定时,为增强固定的可靠性,制成带固定斜面的模柄把用固定螺钉紧固,或模具的上模座用吊挂螺钉安装,如图2-9-3、图2-9-4所示。
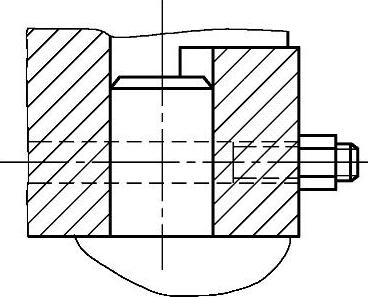
图2-9-3 带固定斜面的模柄把
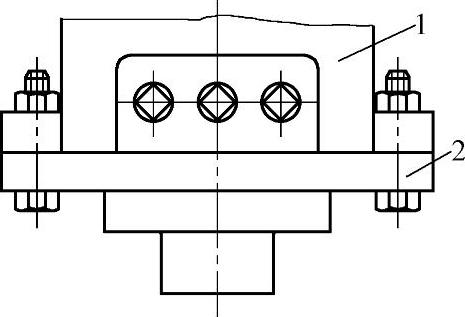
图2-9-4 上模座用吊挂螺钉安装 1—压力机滑块 2—上模座
5)当模柄外形尺寸小于模柄孔尺寸时,禁止用随意能够得到的铁块、铁片等杂物作为衬垫,必须采用专门的开口衬套或对开衬套。图2-9-5所示为常用模柄衬套形式。
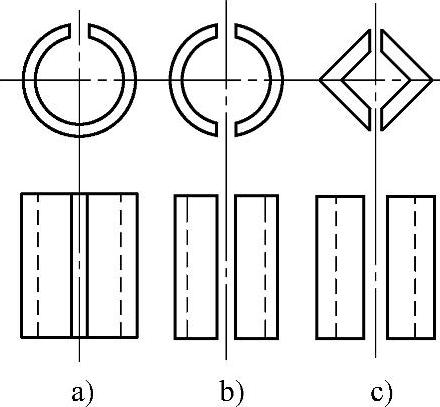
图2-9-5 常用衬套形式
a)开口衬套 b)圆形对开衬套 c)方形对开衬套
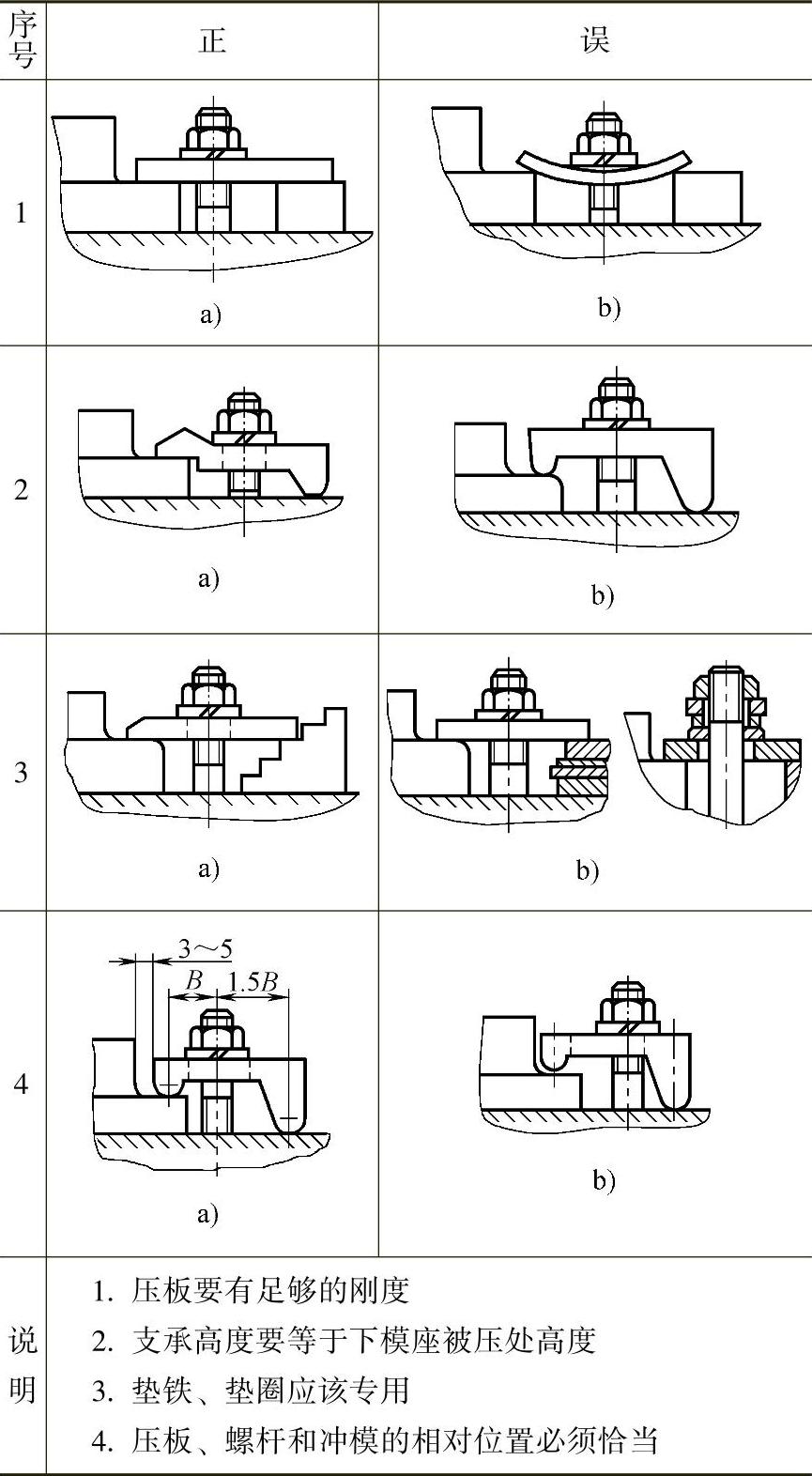
6)固定下模的方法主要有螺钉固定和压板固定。螺钉固定准确可靠,但增加了冲模制造工时,且装拆冲模也不方便,适用于大中型冲模。图2-9-6所示为有平底孔的下模座,由螺钉施加压力紧固;图2-9-7所示为开口槽的下模座,由螺钉施加压力紧固。压板固定下模座较为方便和经济,生产中广泛采用。表2-9-5列出用压板固定下模座的正误示例。特别注意的是在安装下模座时,不要将废料孔堵住。(https://www.xing528.com)
7)生产过程中,由于压力机的振动可能引起固定冲模的紧固零件松动,操作者必须随时注意和检查各紧固零件的工作情况。图2-9-8所示为防止紧固螺母松动的几种方法。
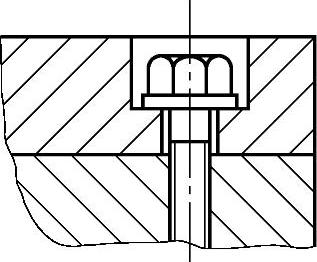
图2-9-6 带平底孔下模座的螺钉固定
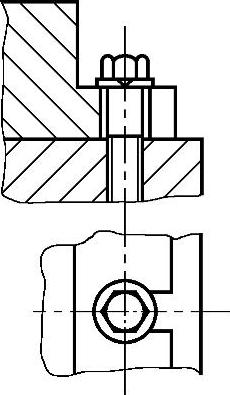
图2-9-7 带开口槽下模座的螺钉固定
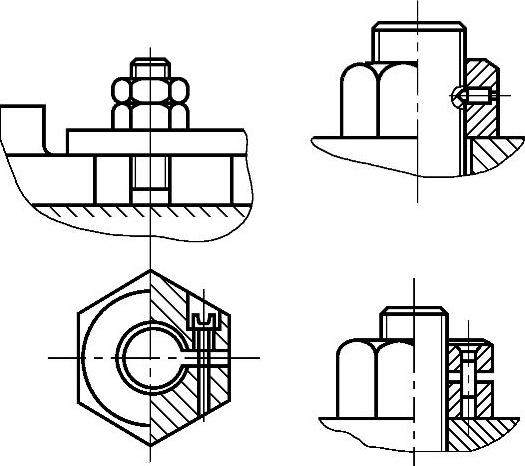
图2-9-8 防止紧固螺母松动的方法
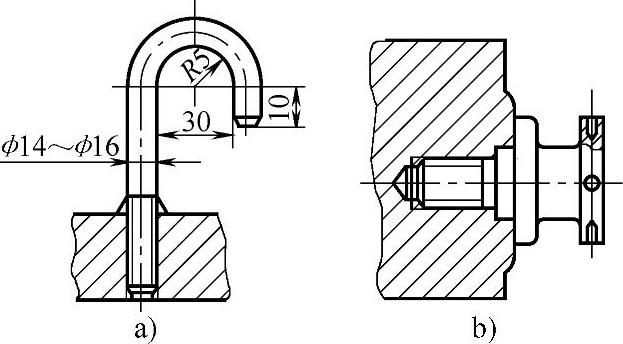
图2-9-9 起重吊钩
a)焊接吊钩 b)螺栓吊钩
8)对于笨重的冲模,为了便于安装和搬运,应设置起重吊钩。通常采用螺栓吊钩或焊接吊钩等,如图2-9-9所示。原则上一副模具使用4个吊钩,其正确安装位置是使模具起吊提升后能保持平衡。当模具重量为300~1000kg时,使用图2-9-9a所示的垂直安装的焊接吊钩;当模具重量为1000~5000kg时,使用图2-9-9b所示的水平安装在模具侧面的螺栓吊钩。
表2-9-5 压板固定正误示例
2.模具存放的安全
为了保护模具的刃部和橡胶不致过早失去弹性而损坏,在模具储藏时应设置支撑销支撑,使上、下模之间具有一定的空隙,并存放在专用的工具架上,如图2-9-10、图2-9-11所示。
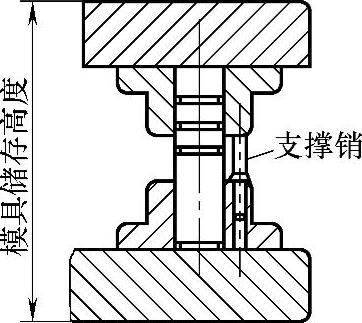
图2-9-10 导柱支架上设置支撑销
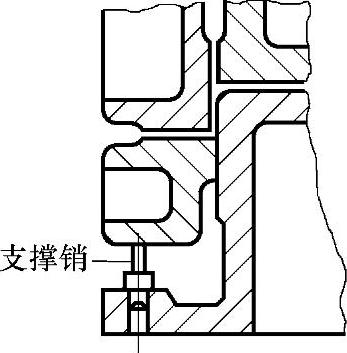
图2-9-11 下模与卸料板间装支撑销
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。