



半成品自动送料是将冲压后的半成品冲压件通过送料装置送到下道工序的模具上,然后由模具对其进行冲压加工。由于半成品冲压件的形状复杂多样,致使其送料装置的形式各异,结构也比条料、卷料送料装置复杂。半成品自动送料除需要送料装置外,还需要诸如料斗、定向机构、分离机构等。
半成品送料装置按结构特点可分为闸门式、摆杆式、夹钳式和转盘式等。
1.闸门式送料装置
此装置多用于片状或块状零件的输送,由于结构简单,安全可靠,送料精度高,在生产中得到广泛应用。该装置的工作原理如图2-8-43所示.首先把整理好的片状或块状零件1放入料匣2中,在料匣的下部有一个出口,当往复运动的推板3(闸门)往左运动时,把料从匣底部出口推出一块,直接或逐步推到模具上。当推板3回程从料匣底部退出时,料匣中的块状零件随即落下相当于一块料厚的高度,使最下一块料停在送料线上,完成一个送料循环。
闸门式送料装置要求坯料厚度不能太小,一般大于0.5mm,坯料表面要平整,边缘没有大的毛刺,否则会影响机构的工作可靠性。为了保证坯料能顺利推出且每次只推出一件,料匣出料口高度应比坯料厚度大40%~50%,而推板(闸门)上表面比被推坯料
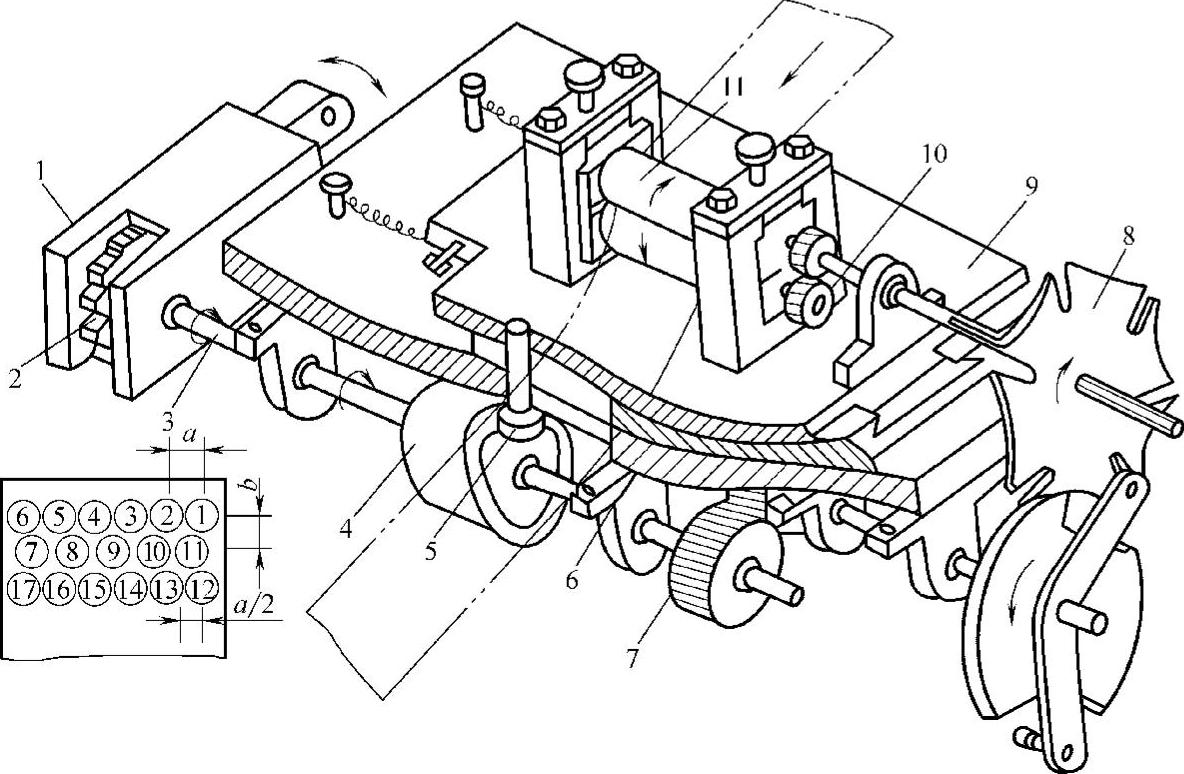
图2-8-42 参差排样送料装置
1—棘爪 2—棘轮 3—传动轴 4—圆柱凸轮 5—滚轮 6—固定台面 7、10—直齿轮 8—槽轮机构 9—拖板 11—辊子
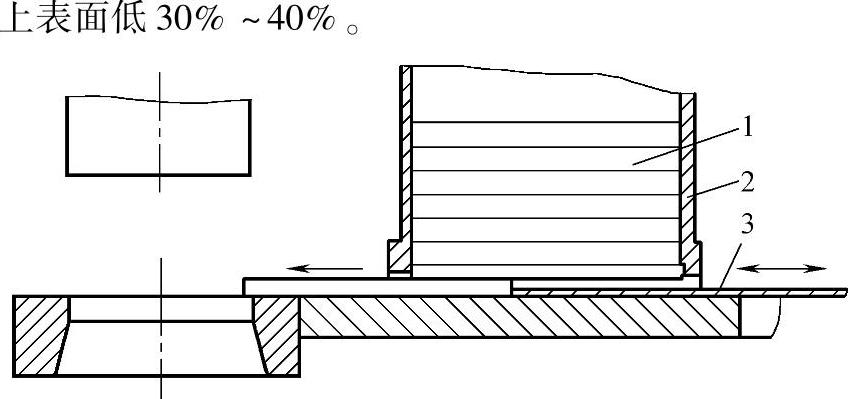
图2-8-43 闸门式送料装置的工作原理图
1—片状或块状零件 2—料匣 3—推板
推板行程由料匣的安装位置与模具工作部位间的距离、推料方式和压力机滑块行程的大小等因素决定。一般情况下,由推板一次行程把坯料送到模具上。当料匣与模具工作部位的距离较大而压力机滑块行程较小时,可以考虑采用多次行程送料,即推板把坯料分级送进或坯料在送进过程中是坯料推坯料,仅最后的那块坯料由推板推动。
按传动方式的不同,闸门式送料装置又分为斜楔传动式(图2-8-44)、杠杆传动式(图2-8-45)、齿轮齿条传动式(图2-8-46)、射流控制气动式(图2-8-47)等。
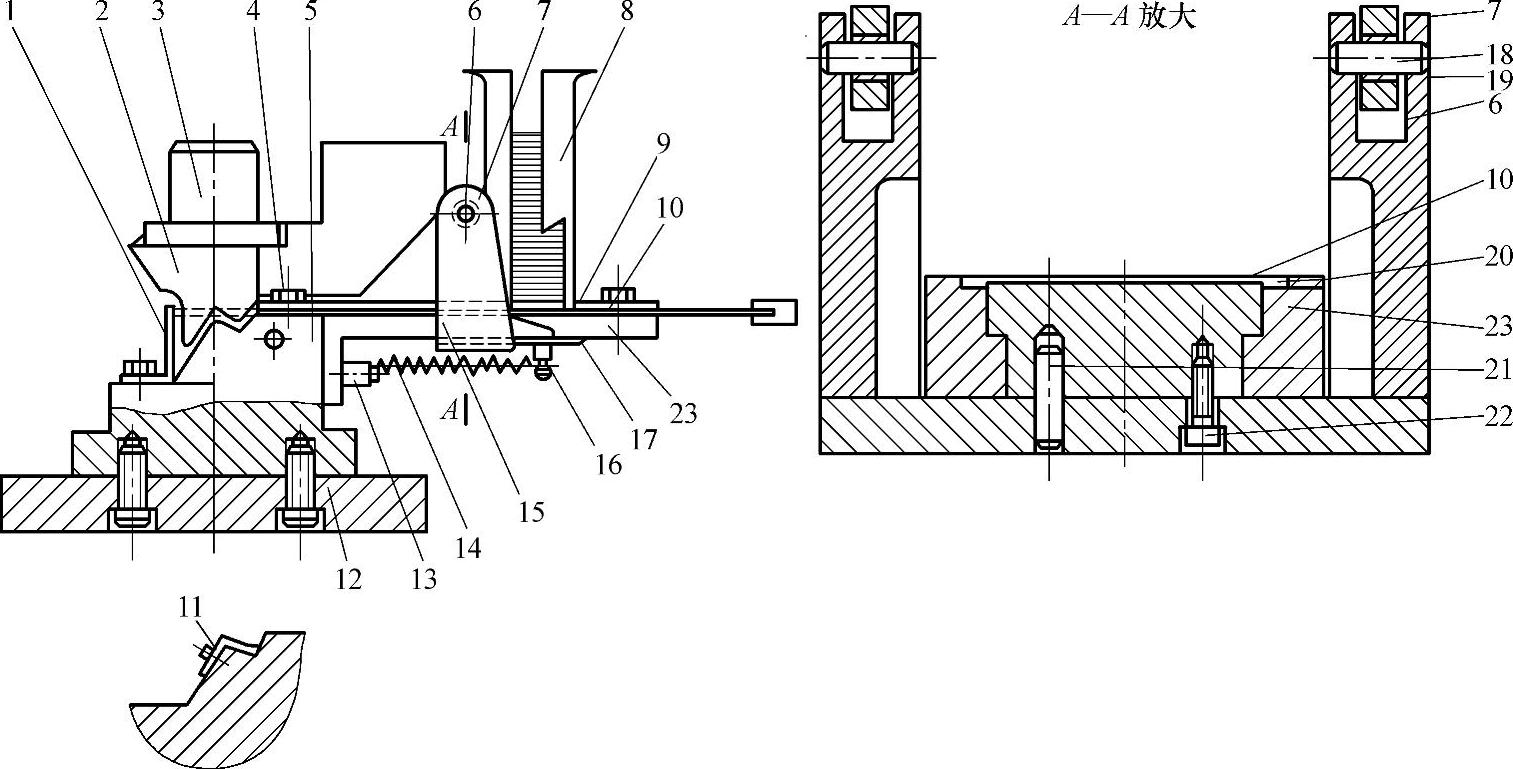
图2-8-44 斜楔传动闸门式送料装置
1—定位板 2—凸模 3—模柄 4—斜楔 5—下模 6—滚轮支架 7—滚轮 8—料匣 9—料台盖板 10—推板 11—凹模压板 12—座板 13—挂钩 14—弹簧 15—滚轮支架座板 16—销钉 17—滑动导板 18—滚轮轴 19—滚轮轴瓦 20—坯料 21—定位销 22—螺栓 23—送料台
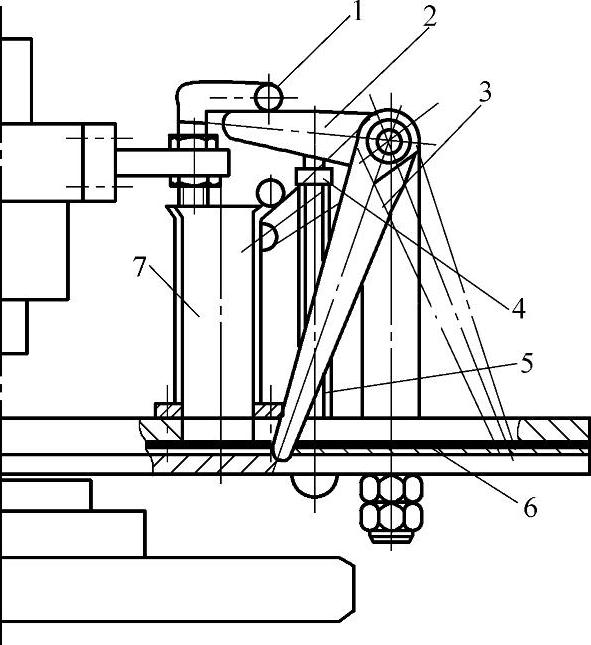
图2-8-45 杠杆传动闸门式送料装置
1—压头 2—摆杆 3—推杆 4—顶杆 5—弹簧 6—推板 7—料匣
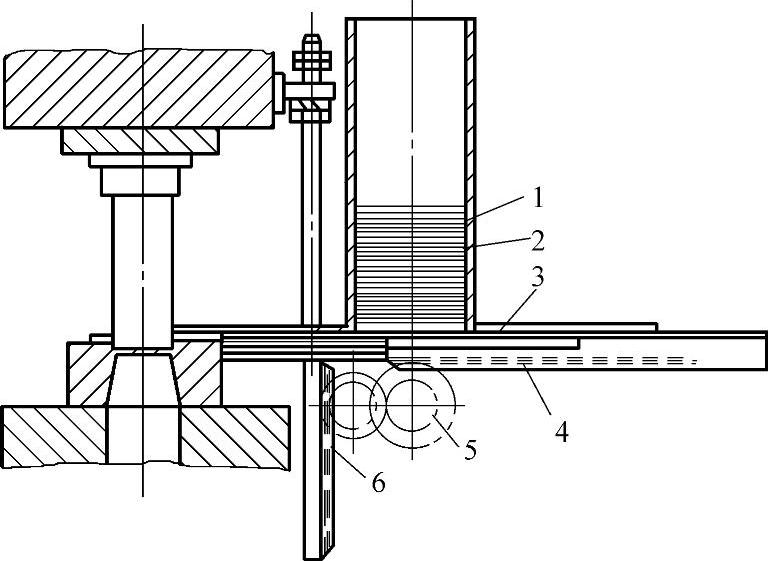
图2-8-46 齿轮齿条传动闸门式送料装置
1—块料 2—料匣 3—推板 4、6—齿条 5—齿轮
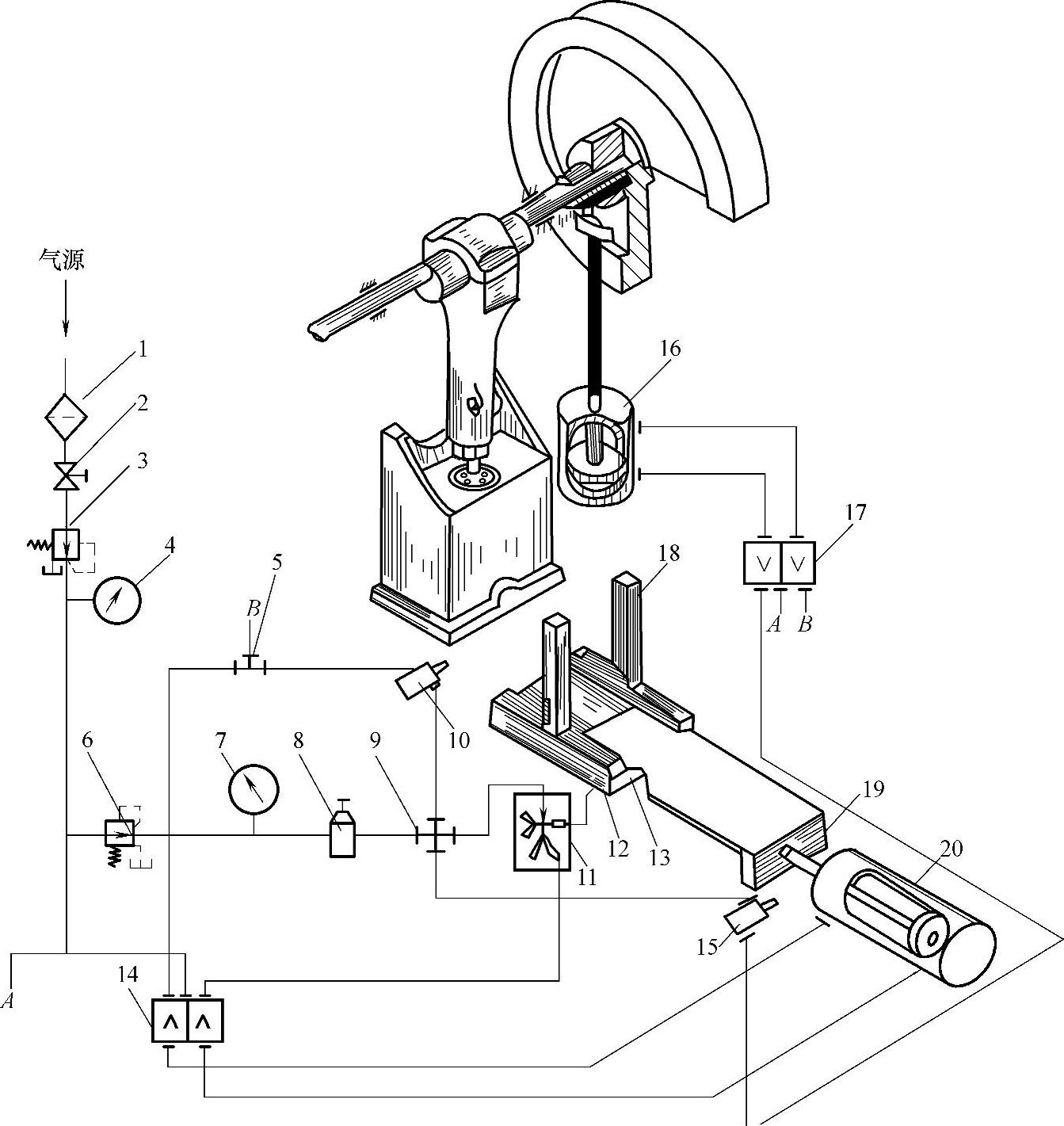
图2-8-47 射流控制气动闸门式送料装置
1—过滤器 2—闸阀 3、6—减压阀 4、7—压力表 5—三通 8—气动定值器 9—四通 10、15—常闭气按钮 11—“或非”元件 12—气道 13—气孔 14、17—气动放大器 16—控制离合器气缸 18—料匣 19—推板 20—送料气缸
2.摆杆式送料装置
摆杆式送料装置又称机械手,用于输送形状规则简单的小型零件,例如圆形块料和环形零件。该装置主要由摆杆1、抓件部分2、驱动部分3三部分组成(图2-8-48),驱动部分使摆杆实现摆动和往复运动,往复运动完成抓件,摆动则实现送料。驱动的结构形式很多,按其能量来源可分为他驱式(滑块驱动)和自驱式两种。
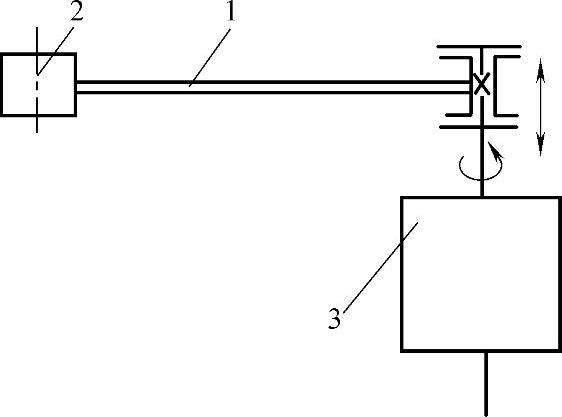
图2-8-48 摆杆式送料装置原理图
1—摆杆 2—抓件部分 3—驱动部分
摆杆式送料装置一般是机械传动,送料精度较高,但结构比较复杂。
摆杆式送料装置的结构见图2-8-49。
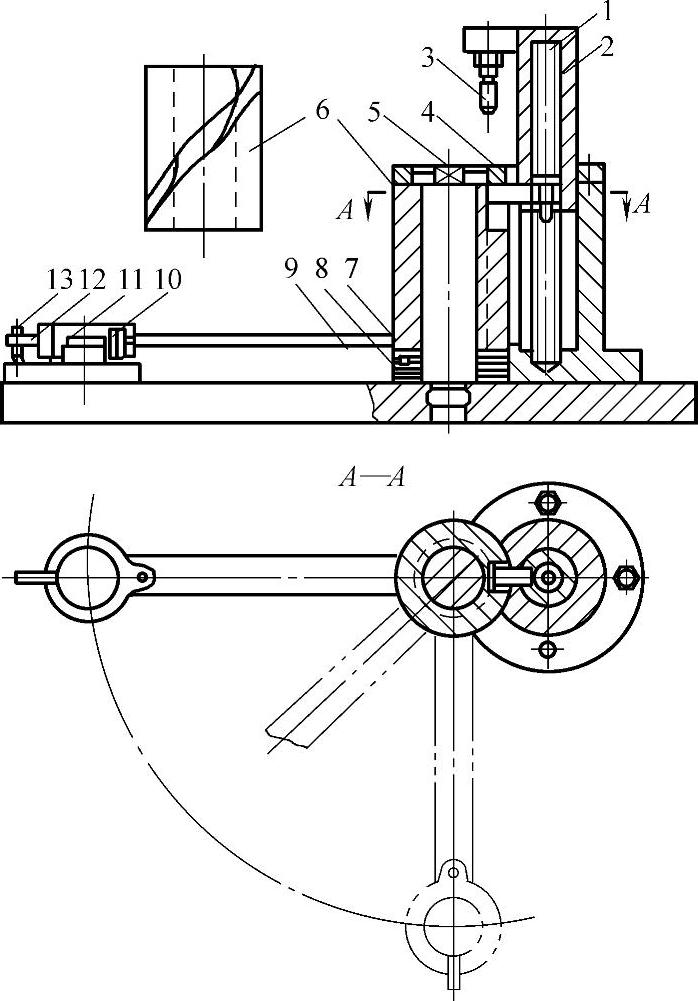
图2-8-49 摆杆式送料装置
1—弹簧 2—滑柱 3—调节螺栓 4—导销 5—轴 6—圆柱凸轮 7—推力轴承 8—碟形弹簧 9—摆杆 10—套圈 11—工件 12—套圈活动臂 13—松套螺栓
3.夹钳式送料装置
夹钳式送料装置主要由夹钳、连杆、滑板、料槽和推料部分等组成。图2-8-50所示是一种夹钳式送料机构,用于手表后盖压商标的半自动送料。当压力机滑块向下运动时,装于上模1两侧的弹性连杆2推动滑块8向外退出,使装于滑块上的夹钳6随着向外退出,尾部斜面受挡块7的作用而把钳口松开,将工件放入下模,这时装在滑块右侧的挡销拨动压料叉3将工件准确地压入下模。在夹钳6的尾部两侧各有一缺口,通过拨块5带动擒纵叉4逐件配出工件,工件沿着料槽滑入钳口内。当滑块回升时,弹性连杆2带动滑块8前进,夹钳在挡块7的作用下夹持工件向前送进。
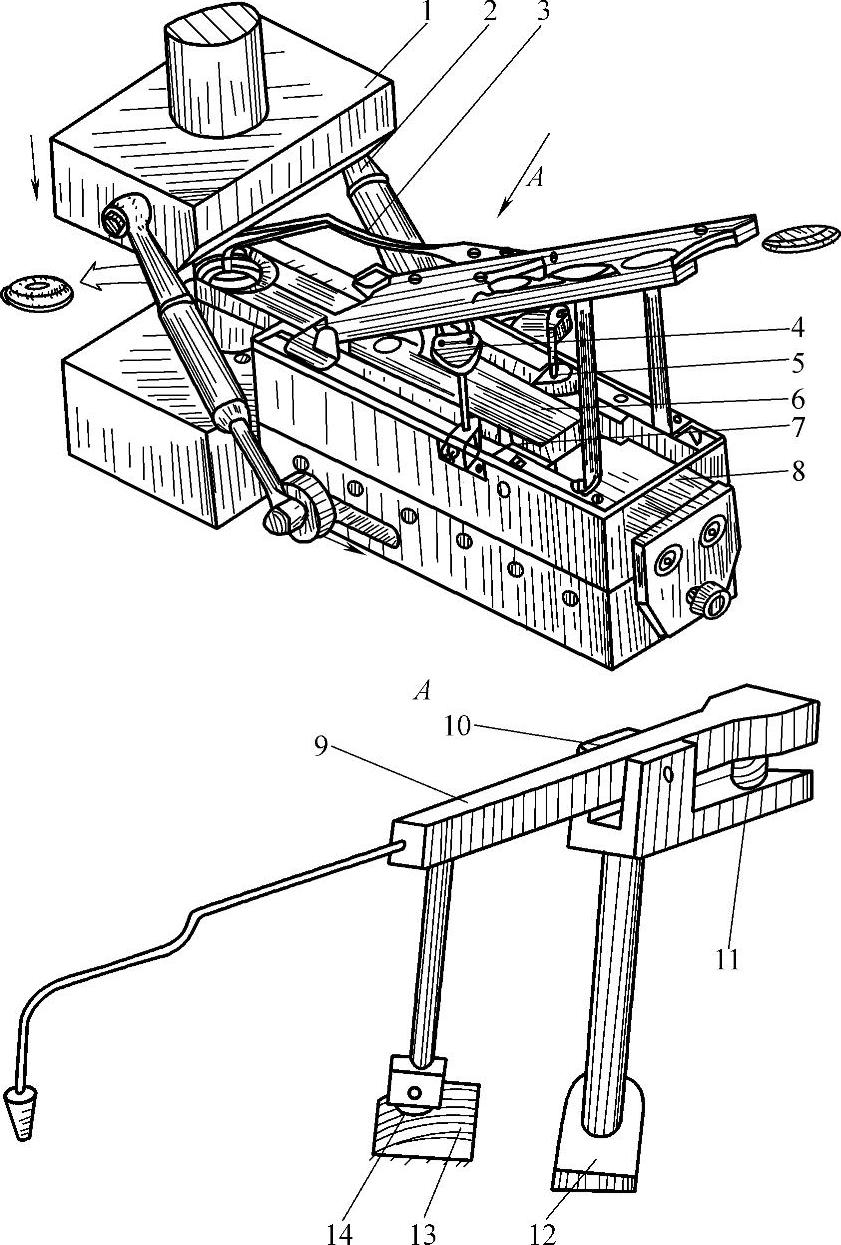
图2-8-50 夹钳式送料机构
1—上模 2—弹性连杆 3—压料叉 4—擒纵叉 5—拨块 6—夹钳 7—挡块 8—滑块 9—杠杆 10—支架 11—弹簧 12—移动架 13—凸轮 14—滚轮
夹钳式送料装置结构较简单,送料精度也比较高,但送料步距是固定的,如要微调送料步距,须改变连杆的长度。
为了防止出现故障时损坏机构,在连杆内设有保险装置,该装置把连杆分为两段,用拉簧连接在一起组成一个整体。正常送料时,弹性连杆2是拉杆,承受拉力,如拉力不超过某一定值时,拉簧不再伸长,此时两段连杆没有相对位移,可精确完成送料工作。当送料部分有故障或阻力过大,滑块8被卡住不动,而压力机滑块还继续向上运动时,则弹性连杆2中的拉簧被拉长,使连杆伸长而不被破坏。故障排除以后,连杆长度自动恢复正常状态。
4.转盘式送料装置
转盘式送料装置是一种常见的送料机构,特别在电机、小五金、轻工等行业中得到广泛应用。它的工作特点是:由料斗、料槽落下来的单个坯料沿着圆周方向送到模具上进行冲压,其工位数可以是单工位,也可以是多工位。由于放料可以在离开模具工作区的部分进行,故操作安全。送料装置的大小与沿圆周排列的料穴的大小和数量有关.一般料穴的数量为24~30个。如料穴数太少,则转盘的转角大,惯性力大,送料精度低。但料穴数太多,又会使转盘直径庞大。转盘直径、料穴直径与料穴数的选取可参考表2-8-21。
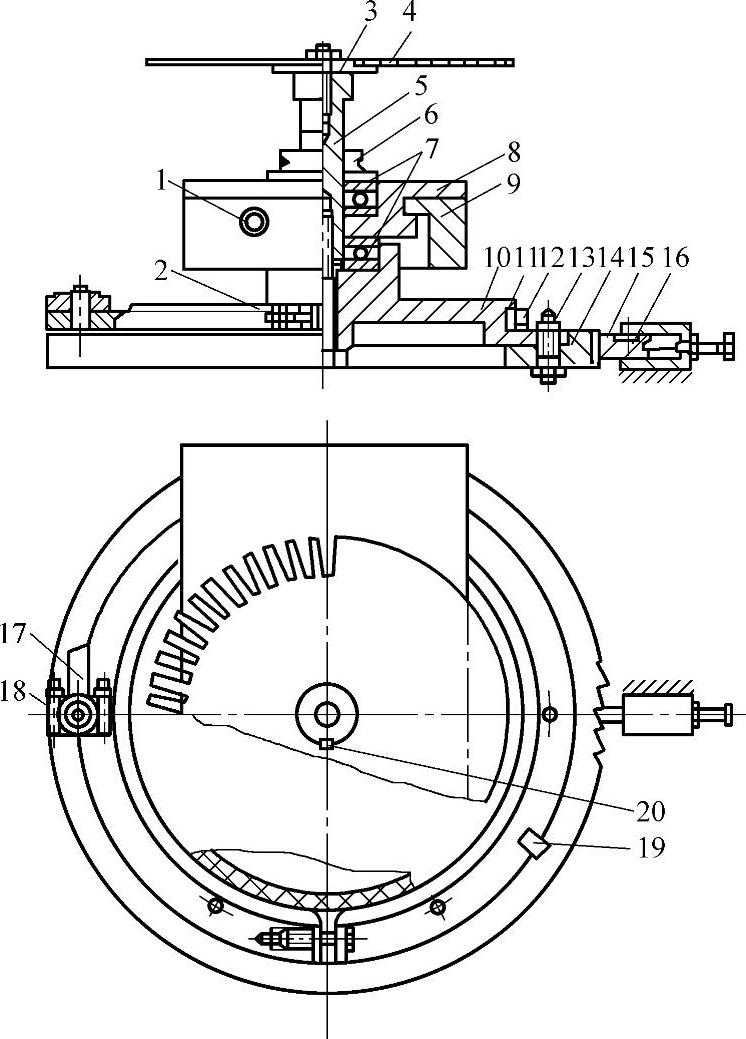
图2-8-51 摩擦传动的转盘式送料装置
1—拖板定位螺钉 2—摩擦圈调节螺栓 3—定位台 4—转子片 5—轴 6—螺母 7—推力轴承 8—拖板 9—导轨 10—摩擦盘 11—牛皮 12—摩擦圈 13—螺栓 14—棘轮圈 15—止推棘爪 16—棘爪座 17—推杆 18—销轴 19—停止撞块 20—定位键
表2-8-21 料穴直径、转盘直径和料穴数n的关系
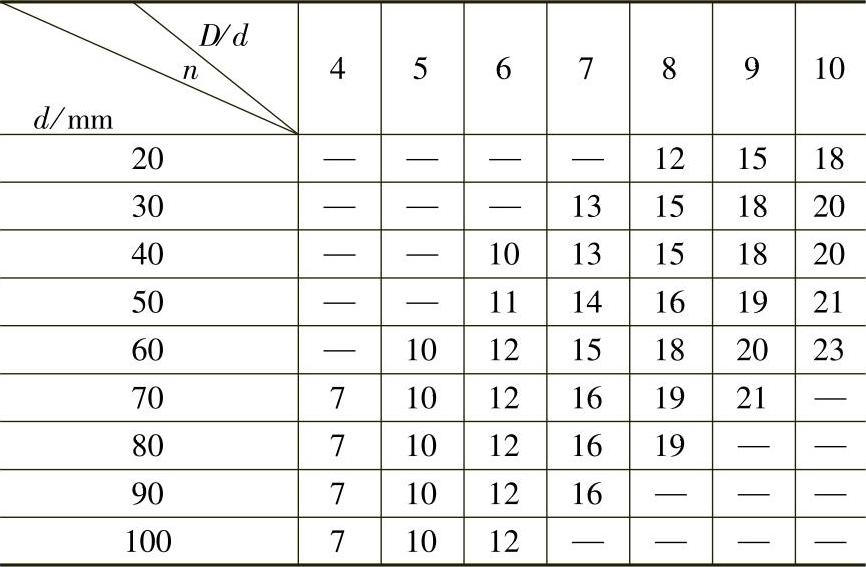
注:D——转盘直径(mm);d——料穴直径(mm);n——料穴数(个)。
按传动方式不同转盘式送料装置可分为:摩擦传动式、棘轮传动式、槽轮传动式、蜗形凸轮传动式、圆柱凸轮传动式和链传动式等。其结构见图2-8-51~图2-8-56。
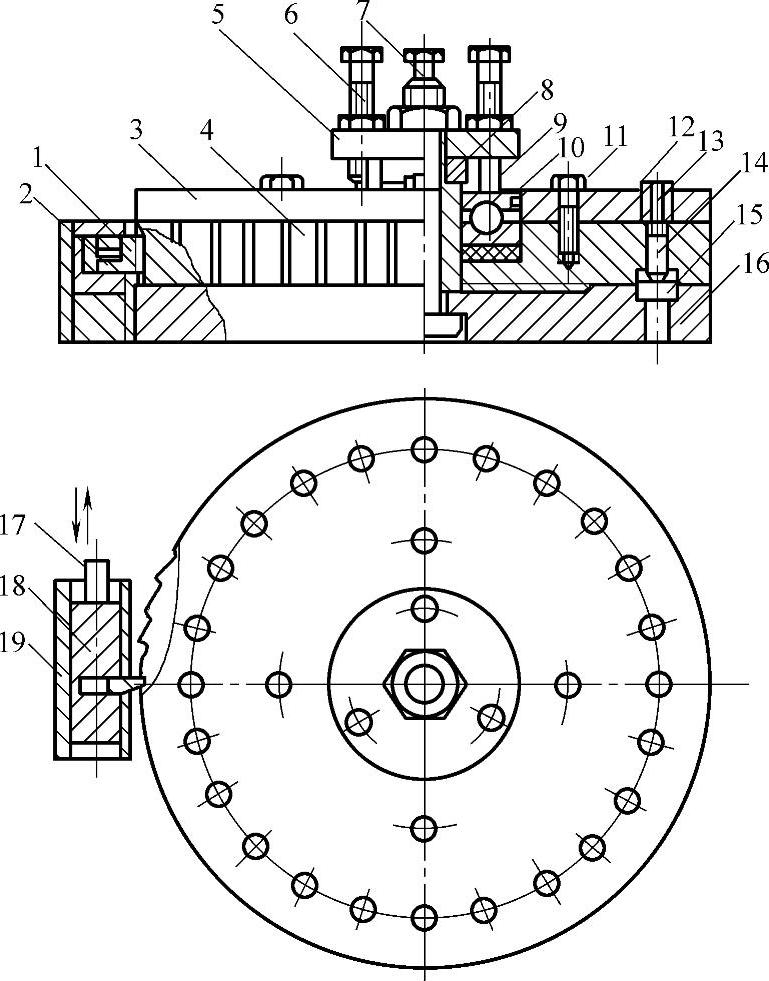
图2-8-52 棘轮传动的转盘式送料装置
1—棘爪 2—弹簧 3—模座 4—棘轮 5—压板 6—微调螺栓 7—螺栓 8—压圈 9—套 10—推力轴承 11—橡胶圈 12—制件 13—模具 14—顶销 15—弹簧片 16—底板 17—连杆 18—滑块 19—导板
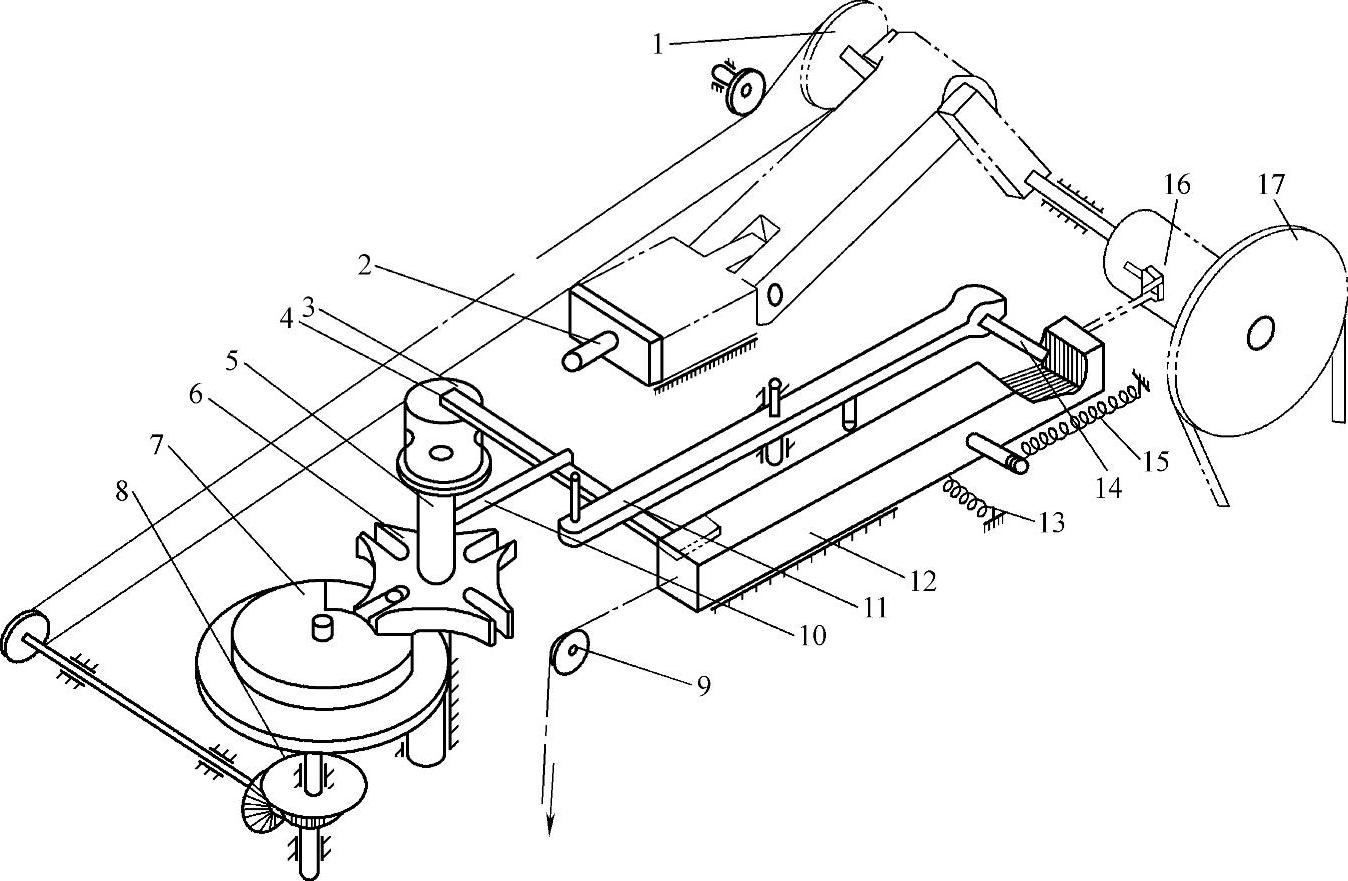
图2-8-53 槽轮传动的转盘式送料装置
1—链轮 2—冲头 3—制件 4—挡板 5—轴 6—槽轮 7—锁盘 8—锥齿轮 9—滑轮 10—拨杆 11—杠杆 12—滑板 13、15—拉簧 14—销子 16—离合器挡块 17—带轮
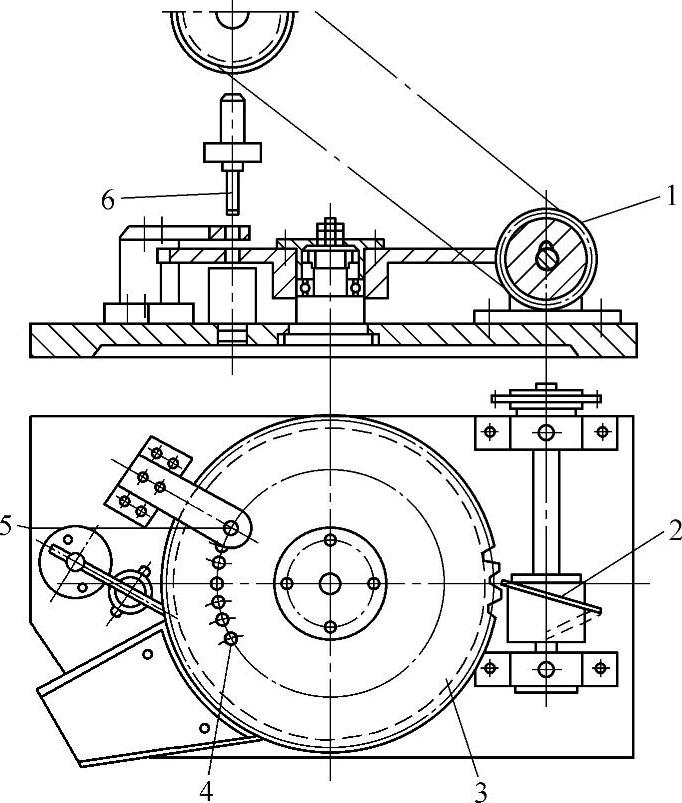
图2-8-54 蜗形凸轮传动的转盘式送料装置
1—链轮 2—蜗形凸轮 3—转盘 4—料穴 5—工作部位 6—模具
为了提高转盘式送料装置的定位精度,其送料转盘上定位孔导向锥面的直径应大于或等于相邻两定位孔的中心距,这样相邻两孔的导向锥面的相交处就形成一个尖顶(图2-8-57)。于是定位器只要接触到导向锥面就可插入定位孔。若定位器落在尖顶上,则绕轴回转,最终沿着锥面滑入某一定位孔中。弹簧可使定位器恢复垂直位置。弹簧力Q的计算公式为
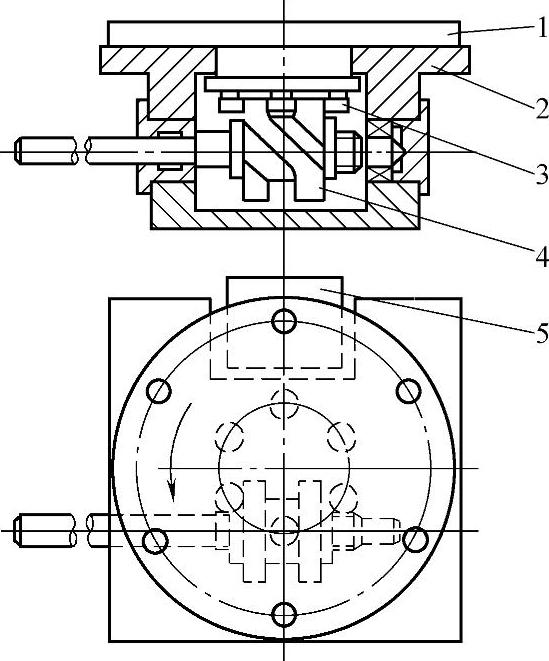
图2-8-55 圆柱凸轮传动的转盘式送料装置
1—转盘 2—转盘座 3—滚子 4—圆柱凸轮 5—下模
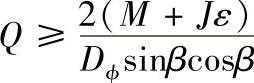
式中 M——转盘回转时的摩擦力矩;
J——转盘的惯性矩;
ε——转盘回转时的最大角加速度;
Dϕ——定位孔分布圆的直径;
β——锥面的倾斜角,β≤45°。
定位孔分布圆的直径(图2-8-57)按下式计算:
式中 N——定位孔数;
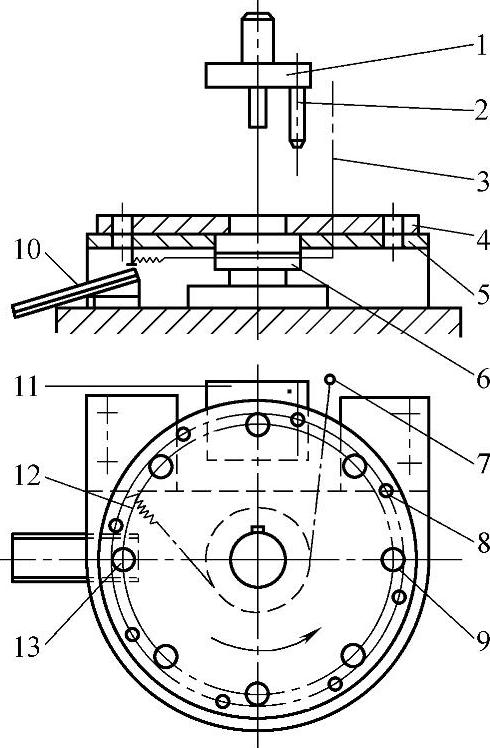
图2-8-56 链传动的转盘式送料装置
1—上模 2—定位销 3—链条 4—转盘 5—座板 6—链轮(超越离合器) 7—导向滚轮 8—定位孔 9—料穴 10—料槽 11—下模 12—拉簧 13—出件工位
bϕ——相邻两定位孔的中心距。(https://www.xing528.com)
若送料转盘的直径大于200mm或压力机行程次数高于60次/min,应在转盘下方间隔90°或120°装设弹簧支承的钢球(图2-8-57)。这些钢球在转盘的回转过程中始终起制动作用。
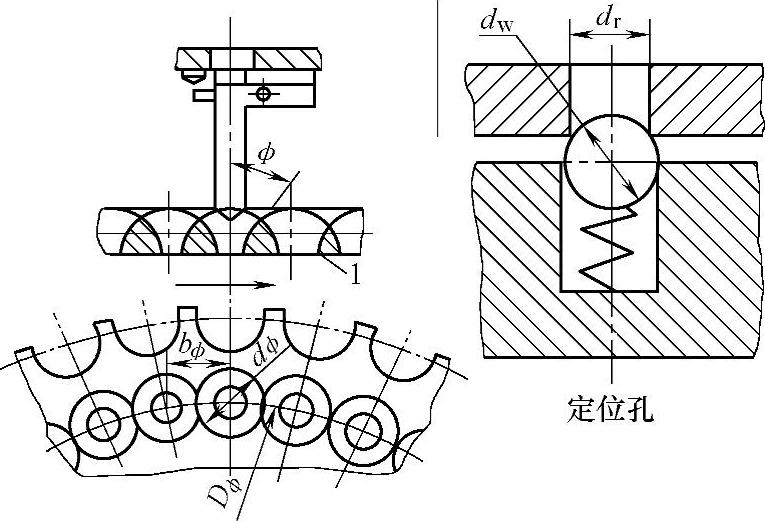
图2-8-57 转盘式送料装置定位机构
5.多工位冲压送料装置
多工位冲压送料装置由夹板、夹钳、纵向送料机构和横向夹紧机构等组成。如图2-8-58所示,横向运动机构驱动夹钳夹紧制件。间歇运动机构推动纵向夹板右移一个送料步距,制件被移到下一工位。返回时,夹钳松开制件后,间歇运动机构带动纵向夹板回到初始位置。
(1)多工位冲压送料装置的工作周期图 图2-8-59为多工位冲压送料装置的工作周期图,工作循环的各个阶段时间以曲轴转角表示。第一阶段为横向夹紧阶段,曲柄在位置E开始夹紧运动,到位置F结束,夹紧角为55°,停止角为5°。第二阶段为纵向送料阶段,由位置A开始至位置B结束,送料角为120°,停顿5°。在第三阶段,松开工件,松开角为55°。第四阶段,压力机进行冲压,送料机构回程,由位置D至位置E,工作区角度为120°。
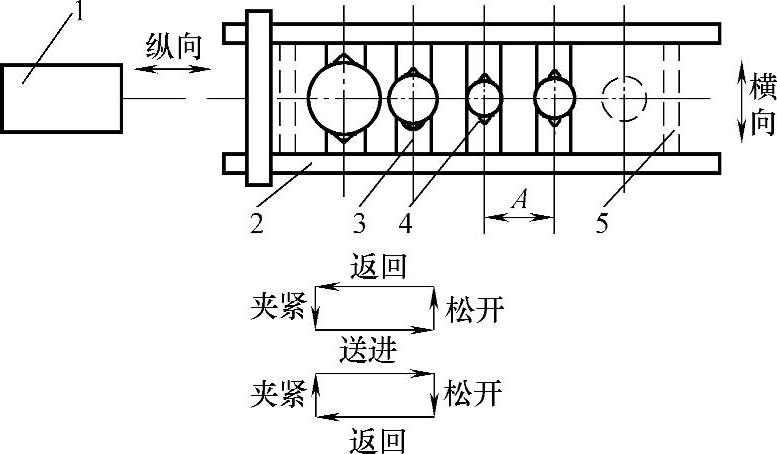
图2-8-58 多工位冲压送料装置原理结构图
1—纵向运动机构 2—夹板 3—夹钳 4—制件 5—横向运动机构
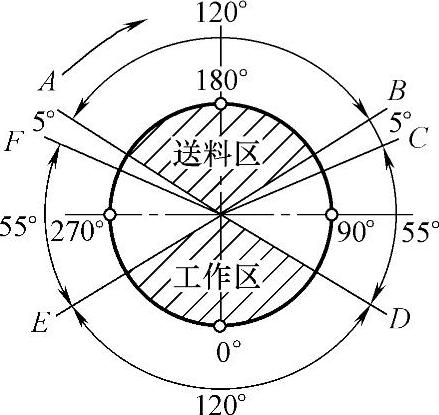
图2-8-59 多工位冲压送料装置工作周期图
(2)多工位冲压送料装置的技术参数
1)工位距A(mm)(图2-8-58):
当D>250mm时,A=(1.12~1.25)D
当D<200mm时,A=(1.4~2.0)D
式中 D——最大落料直径(mm)。
2)工位数(个):由被加工零件的实际工序确定,并适当考虑空工位及工件出料工位。
3)夹板底面到垫板距离H1(mm):
H1=3h
式中 h——工件最大拉深深度(mm)。
4)夹板闭合内侧距离B1(mm):在多工位压力机上安装落料模时,其内侧距离根据落料模模座尺寸增加10~20mm(图2-8-60)。
5)夹板张开内侧距离B2(mm):
B2=B1+2B
式中 B——夹板单面张开量(mm)。
夹板单面张开量B是根据夹板在闭合时夹钳夹住制件,张开时夹钳能自由通过模具导柱外侧的原则确定(图2-8-61)。
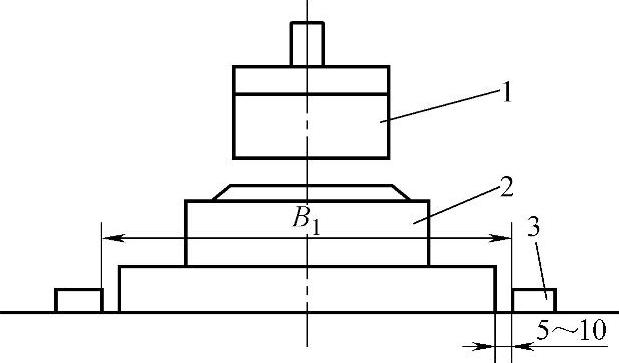
图2-8-60 夹板闭合内侧距离
1—上模 2—下模 3—夹板
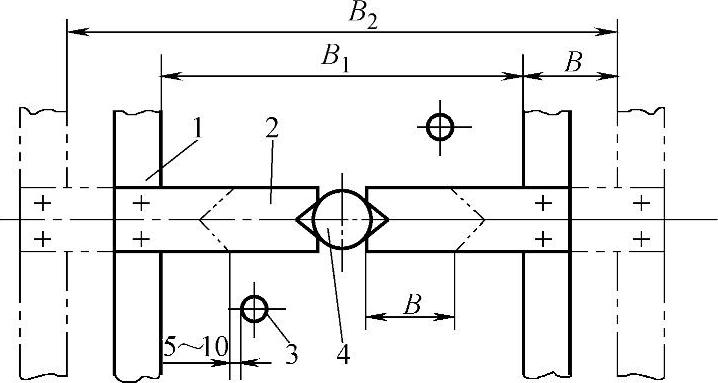
图2-8-61 夹板单面张开量
1—夹板 2—夹钳3—模具导柱 4—工件
(3)多工位冲压送料装置的结构 多工位冲压送料装置的结构见图2-8-62。
(4)横向夹紧驱动机构 横向夹紧驱动机构的类型有斜楔传动、斜楔齿轮齿条传动和曲柄连杆传动等几种,如图2-8-63~图2-8-65所示。
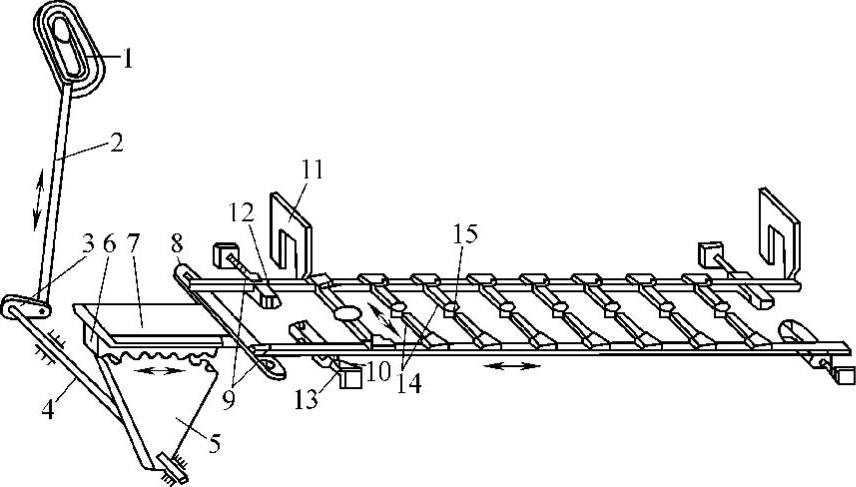
图2-8-62 多工位冲压送料装置
1—凸轮 2—拉杆 3—转臂 4—轴 5—扇形齿轮 6—齿条 7—滑块 8—连接板 9—夹板 10—滑块 11—斜楔 12—滚轮 13—弹簧 14—夹钳 15—制件
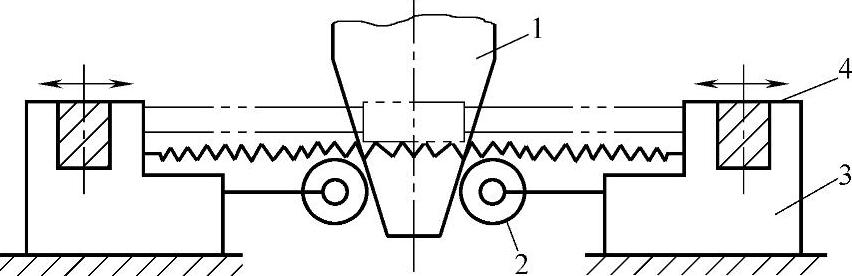
图2-8-63 斜楔传动式横向夹紧驱动机构
1—斜楔 2—滚轮 3—滑座 4—夹板
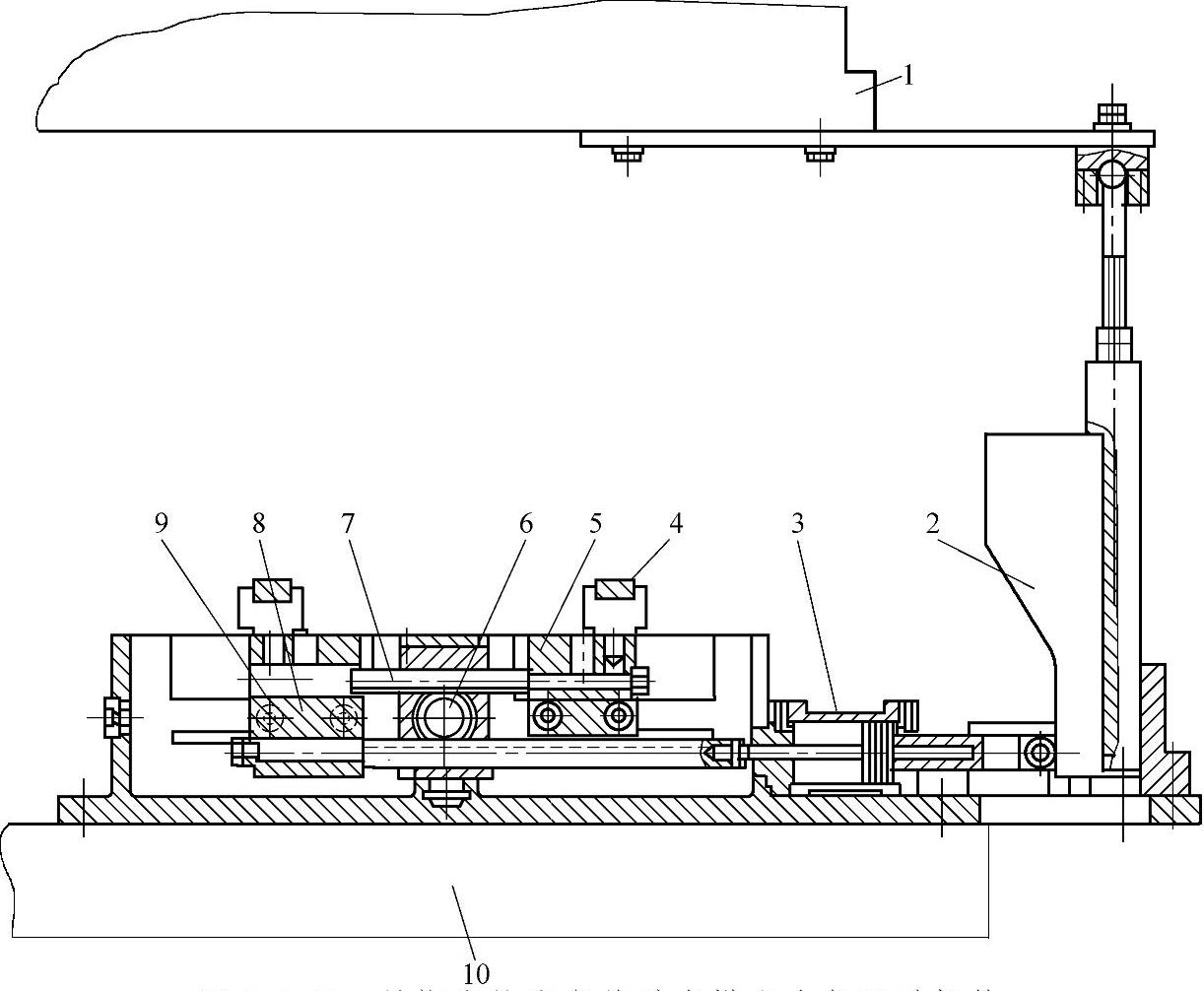
图2-8-64 斜楔齿轮齿条传动式横向夹紧驱动机构
1—滑块 2—斜楔 3—气缸 4—夹板 5—右夹板架 6—中间齿轮 7—上齿条 8—左夹板架 9—下齿条 10—垫板
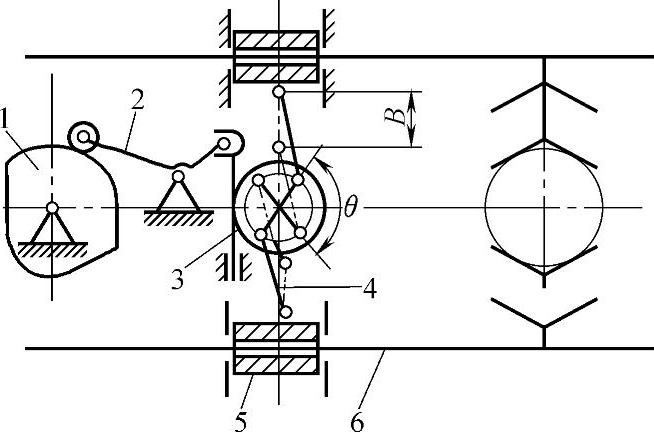
图2-8-65 曲柄连杆传动式横向夹紧驱动机构
1—凸轮 2—摆杆 3—齿条 4—连杆 5—滑座 6—夹板
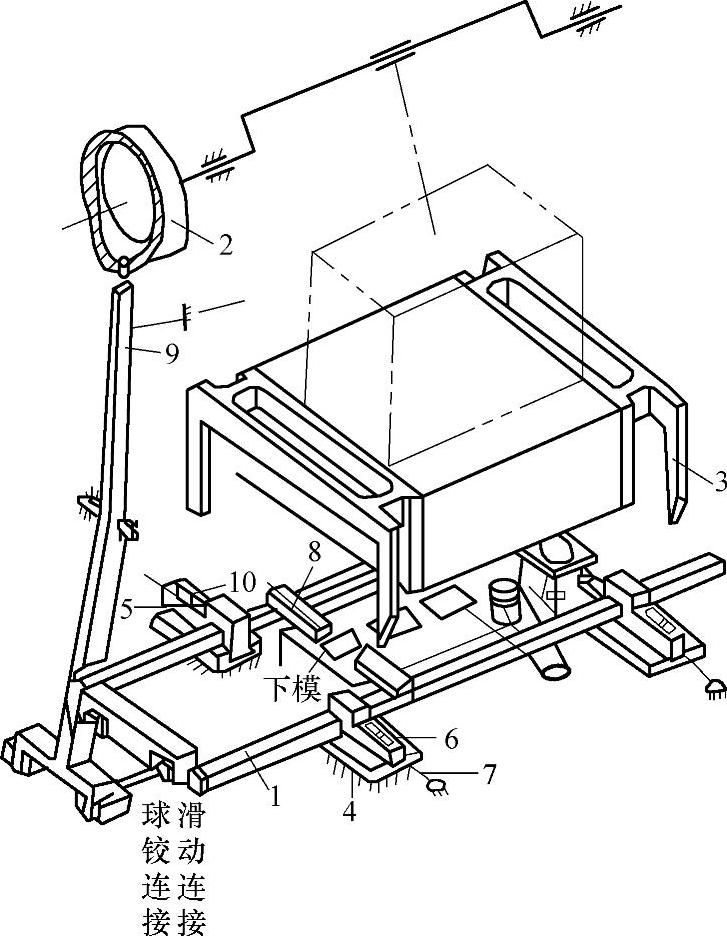
图2-8-66 凸轮杠杆传动式纵向送料机构
1—夹条 2—凸轮 3—斜楔 4、5—滑架 6—长槽 7、11—弹簧 8—夹爪 9—杠杆 10—滚子
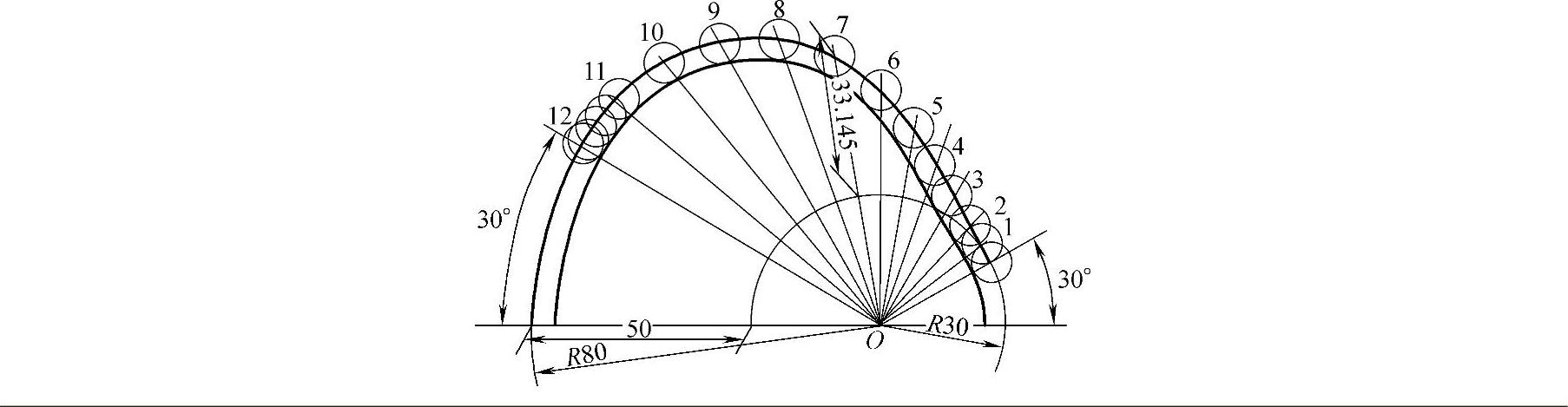
(5)纵向送料机构 多工位冲压送料装置中的纵向送料机构有凸轮杠杆传动、凸轮传动、齿轮齿条传动、气动和行星齿轮传动等几种,如图2-8-66~图2-8-70所示。凸轮位移数据及其画法示例见表2-8-22。
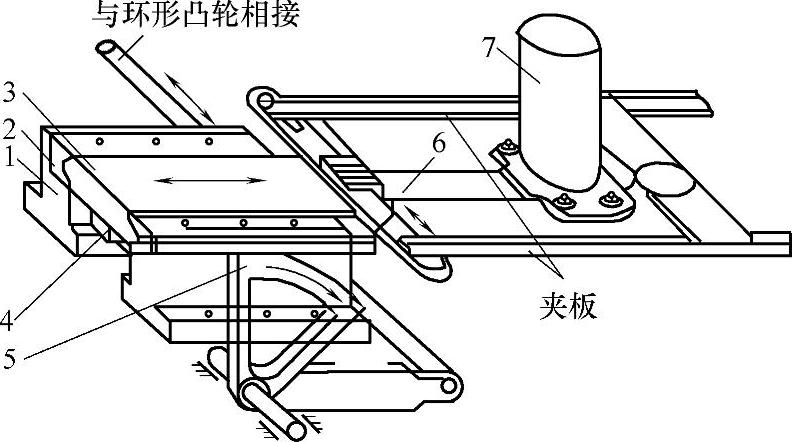
图2-8-67 齿轮齿条传动式纵向送料机构
1—滑块座 2—导轨 3—送料滑块 4—齿条 5—扇形齿轮 6—送料推板 7—料筒
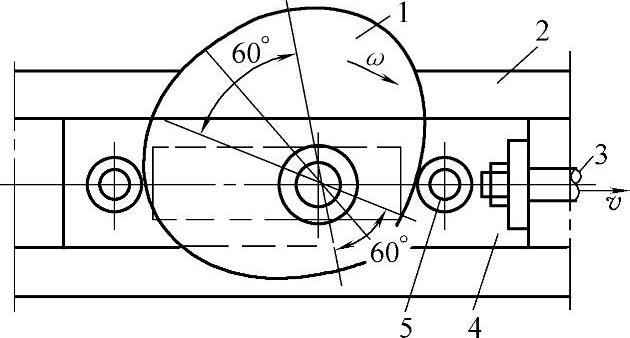
图2-8-68 凸轮传动式纵向送料机构
1—凸轮 2—机架 3—连接杆 4—滑块 5—滚子
(6)三坐标多工位冲压送料装置 前面介绍的多工位冲压送料装置为二向送给方式,即送料装置按“夹紧—送料—放松—退回”的方式工作,二向送给方式对冲压方法和冲压件的形状都有一定的限制。在二向送给方式的基础上加上“上升、下降”的动作,使送料装置的夹板具有三维的运动,可按“夹紧—上升—送料—下降—松开—退回”的方式工作,从而扩大了多工位冲压送料装置的应用范围。
表2-8-22 凸轮位移数据及其画法示例
(续)
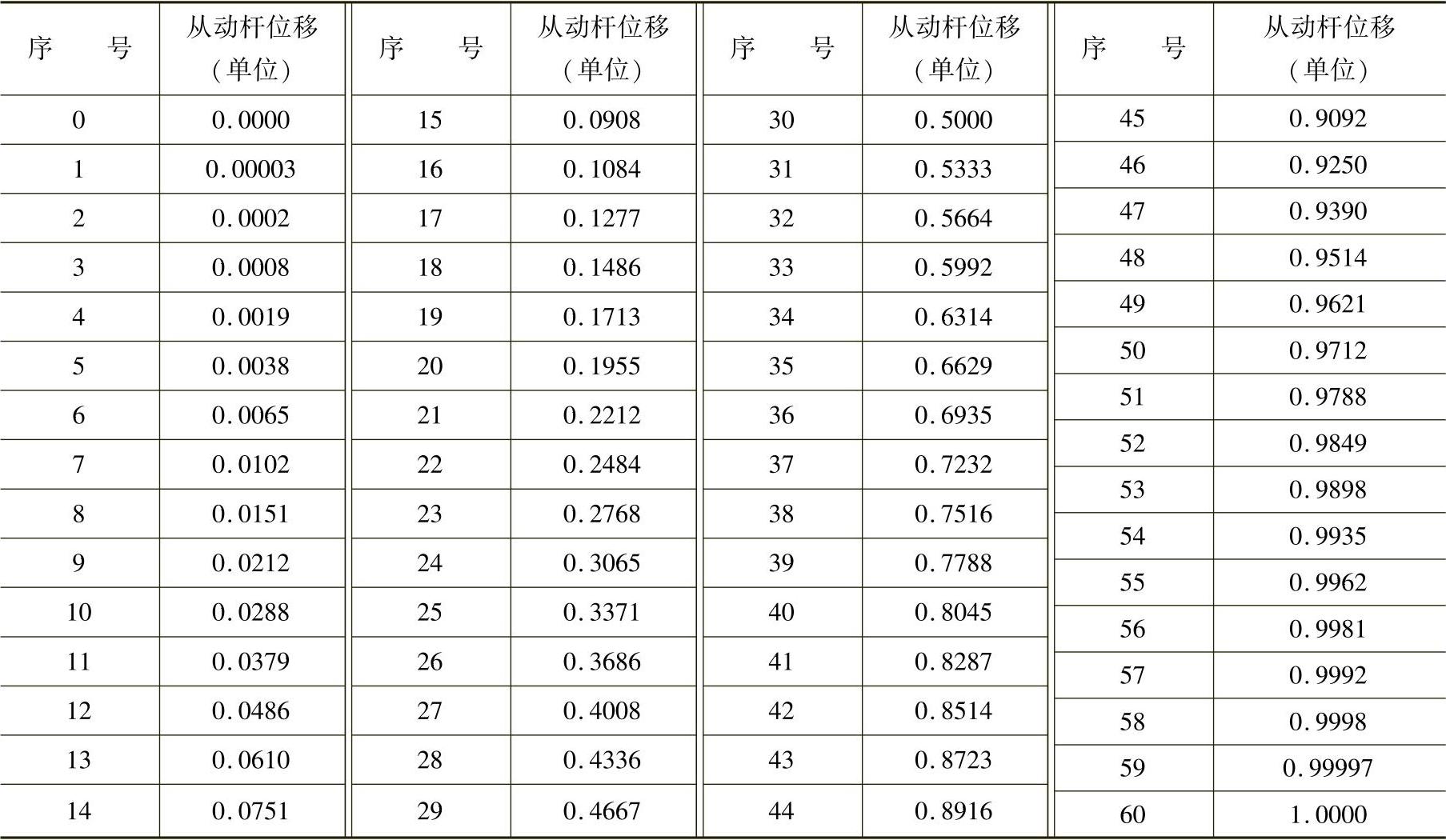
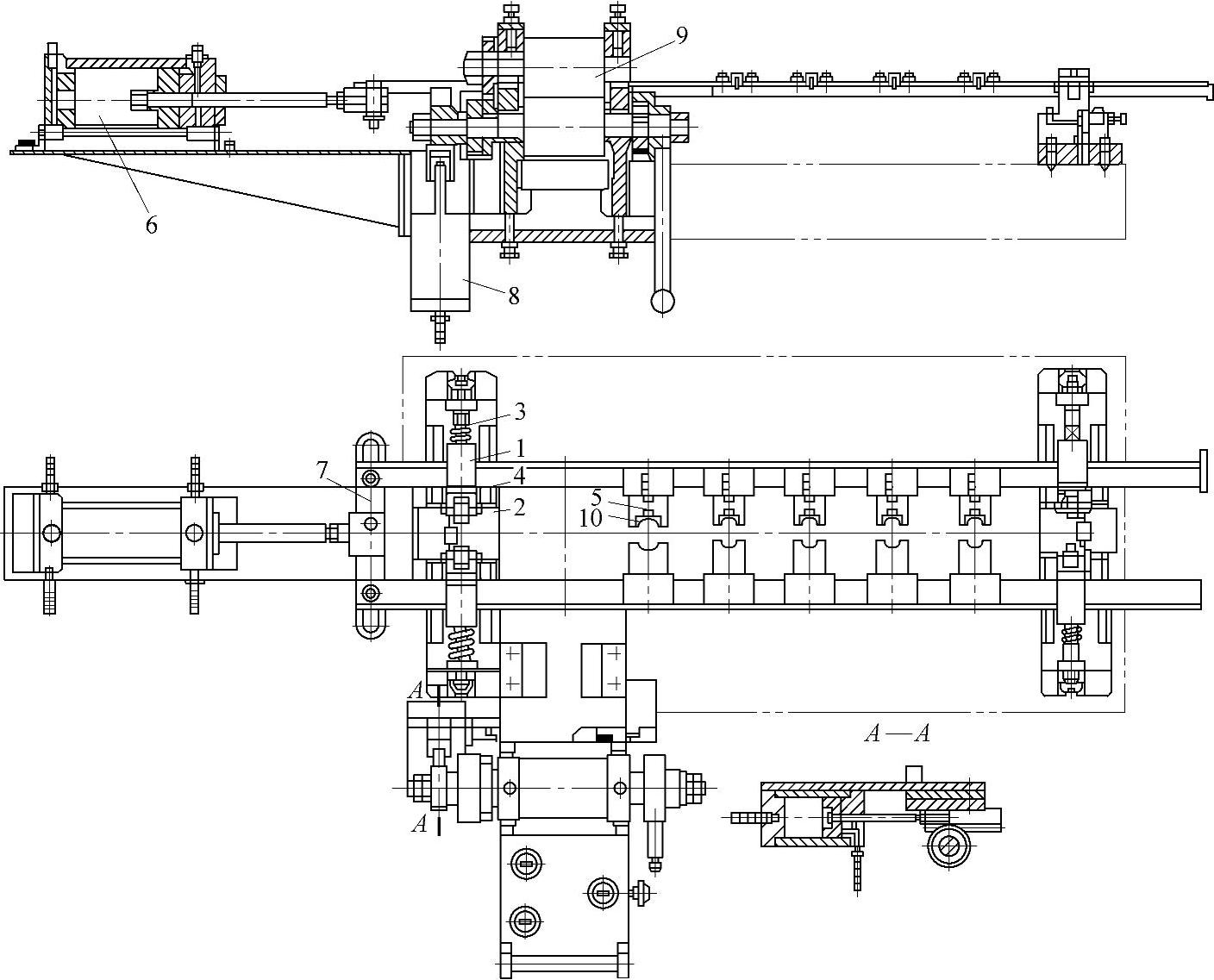
图2-8-69 气动式纵向送料机构
1—夹紧滑块 2—滚子 3—弹簧 4—夹板 5—夹钳 6、8—气缸 7—推板 9—送料辊 10—定位触头
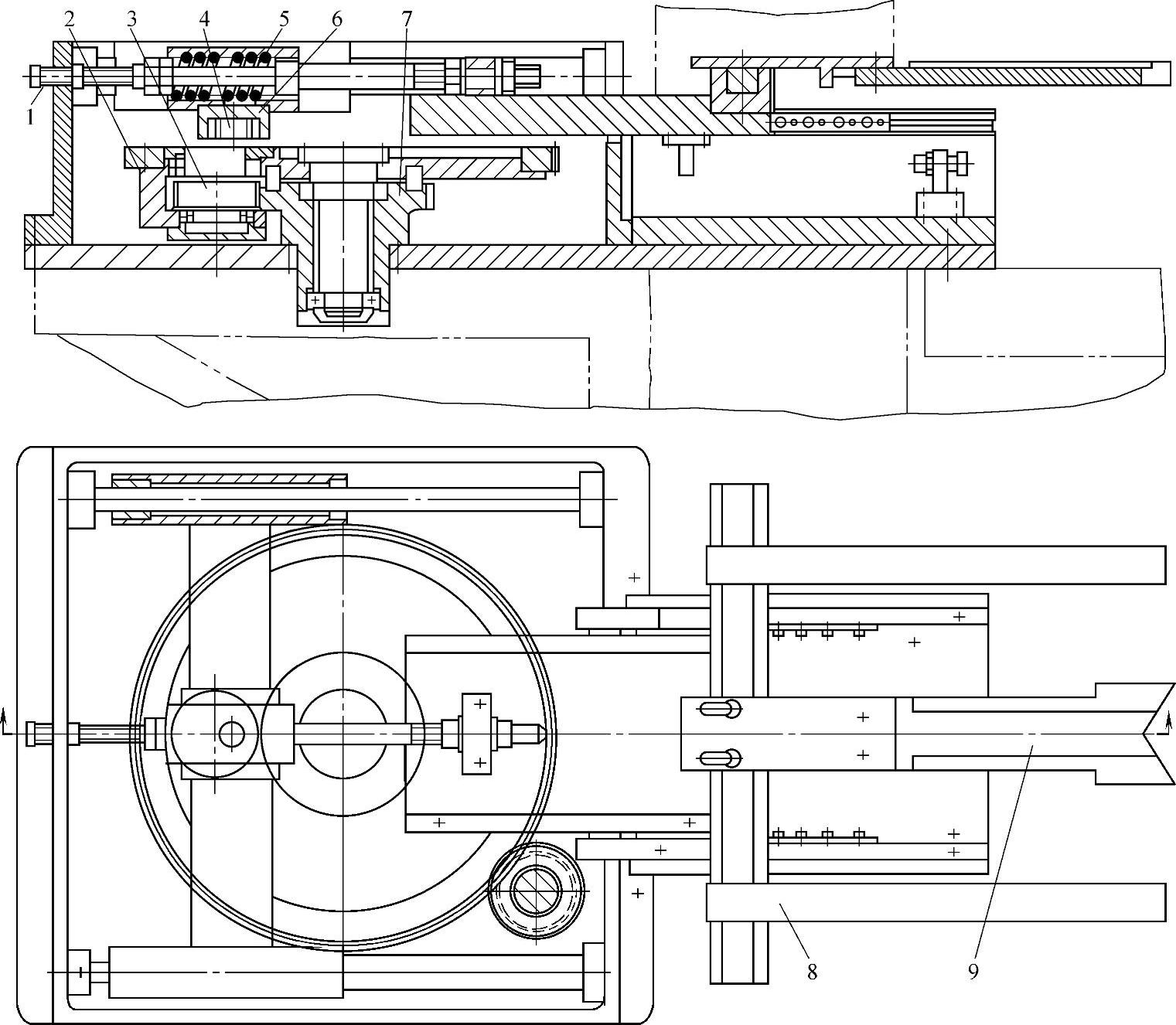
图2-8-70 行星传动式纵向送料机构
1—定位挡板 2—转臂 3—行星齿轮 4—偏心轴 5—弹簧装置 6—槽形导轨 7—中心齿轮 8—夹板 9—推板
在二维多工位冲压送料装置中,送料夹板只在横向和纵向运动,因此送料时制件下底面在下模面上滑动,所以要求其底部和下模的上平面很平,这就给制件的形状以一定的限制和给模具加工调整造成了一定的困难。而在三坐标多工位冲压送料装置中,夹板增加了上升和下降的动作,送料时就可以把制件夹持提升后再送进,避免了制件在下模面上滑动。
在拉深工序中,制件每拉好一道,必须从下模中脱出,故下模中必须设置一个卸料器,而卸料器的存在,在二向送进时又常常影响制件的纵向送料。三坐标冲压送料装置则不受各道工序卸料器不平的影响。在卸料力不大的情况下,甚至可以不用卸料器,而直接由夹钳本身的上升动作来提升制件。这样可使模具结构变得简单。
如果要求在产品顶部斜面上冲孔,在垂直冲的压力机上就无法完成,由于三坐标冲压送料装置的夹钳有升降动作,夹钳的高度可做成可调的。在夹钳上升时,就能够变更制件的姿态,使要冲孔的斜面与冲孔凸模运动方向垂直,以完成冲孔。
三坐标多工位冲压送料装置的结构如图2-8-71所示。
三坐标多工位冲压送料装置的周期图如图2-8-72所示。由图可见,上升和下降两个动作和送料有一段时间同时进行,即在上升一定高度使制件离开模具后,便一面上升一面纵向送进,在没有送至下一工序前,便一面下降一面继续送进。放松和夹紧也是这样,在完全放松前就开始边继续放松边开始退回,退回到前一工序模具中心前,夹钳开始闭合,同时继续退回,这样可使周期运动更紧凑,但是在上升前和下降后,制件必须停顿一段短时间,停稳后才进行其他动作,如图2-8-72中有5°的停顿。上升改下降动作可由凸轮机构或气动装置来实现。
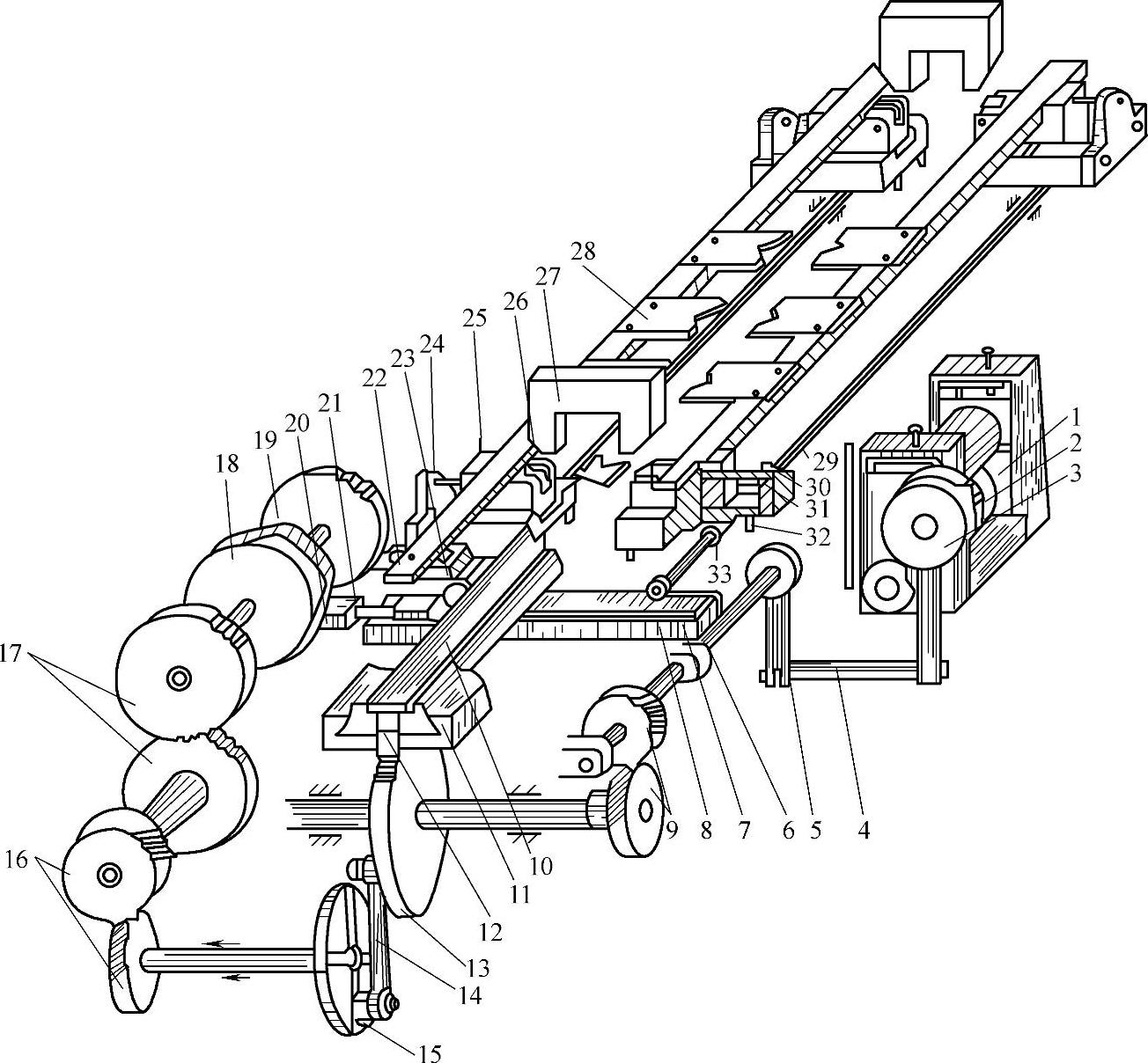
图2-8-71 三坐标多工位冲压送料装置
1—滚筒 2—齿轮 3—超越离合器 4、14—连杆 5—摆杆 6、31—弹簧 7、12—齿条 8—槽钢 9、16—斜齿轮传动 10—推料板 11—燕尾槽 13—大齿轮 15—偏心盘 17—传动齿轮 18—大凸轮 19—链轮 20、26—滚轮 21—滚轮支架 22—夹板 23—小齿轮 24—块架 25—滑块 27—斜楔 28—夹钳 29—凸轮轴 30—导柱 32—导销 33—小凸轮
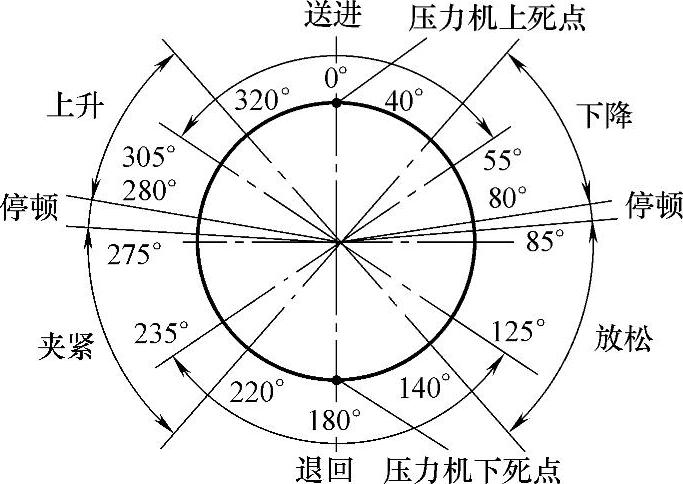
图2-8-72 三坐标多工位冲压送料装置工作周期图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。