



坯料的厚度在旋压过程中被强制变薄的旋压即为变薄旋压,又叫强力旋压。根据旋压件的类型和变形机理的差异,变薄旋压可分为锥形件变薄旋压(剪切旋压)和筒形件变薄旋压(挤出旋压)两种。前者用于加工锥形、抛物线形和半球形等异形件,后者则用于筒形件和管形件的加工。
异形件变薄旋压过程中只有轴向的剪切滑移而无其他任何变形,旋压前后工件的直径和轴向厚度不变,从工件的纵断面上看,其变形过程犹如按一定母线形状推动一叠扑克牌一样(图2-5-42)。
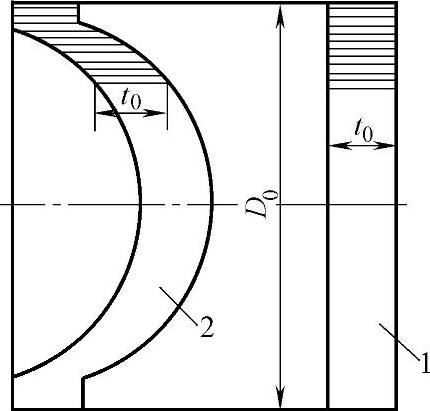
图2-5-42 变薄旋压时的纯剪切变形 1—毛坯 2—旋压件
变薄旋压的变形程度用减薄率ψ表示
式中 t0——毛坯厚度(mm);
t——零件厚度(mm)。
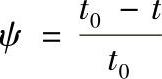
旋压前后毛坯厚度t0与制件厚度t之间的关系为(图2-5-43):
t=t0sinα
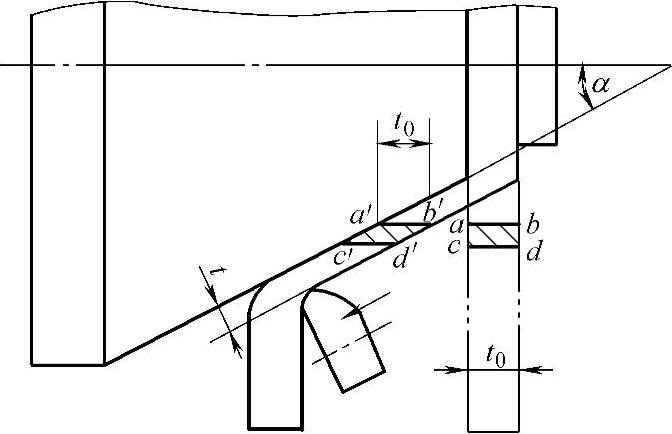
图2-5-43 锥形件的变薄旋压(https://www.xing528.com)
这一关系称为变薄旋压时异形件壁厚变化的正旋规律,虽由锥形件推出,但也适用于其他异形件。
旋压半球形或抛物线形零件,板坯可用等断面的,也可用变断面的。等断面毛坯旋压后所得零件的壁厚是不相等的,为图2-5-44所示,在零件凸缘直径不变的情况下,在不同的位置(不同的α角)上得到不同的壁厚。
变薄旋压的毛坯可以用板材、预冲压成形的杯形件、经过车削的锻件或铸件、经预成形或车削的焊接件和管材,也可直接车削。
目前在美国变薄旋压已广泛采用热环轧毛坯,此毛坯旋压前切削量少,金属损失少,尤其对贵重金属意义更大。
图2-5-44 用等断面毛坯旋压半球形
筒形件的变薄旋压变形不存在锥形件的正弦关系,而只是体积的位移,所以也叫挤出旋压。它遵循塑性变形体积不变条件和金属流动的最小阻力定律。
影响变薄旋压件质量的因素有减薄率、旋压方向、进给量、转速、旋轮直径和圆角半径、旋轮与模具间隙的调整等。其中减薄率是变薄旋压时的一个重要工艺参数,它直接影响到旋压力的大小和旋压精度的高低。旋压时各种金属的最大总减薄率见表2-5-15。进给量一般在0.25~0.75mm/r的范围内,转速一般为200~700r/min;滚轮圆角半径不小于毛坯原始厚度,滚轮与模具之间的间隙最好符合正弦律的规定。
表2-5-15 旋压最大总减薄率ψ
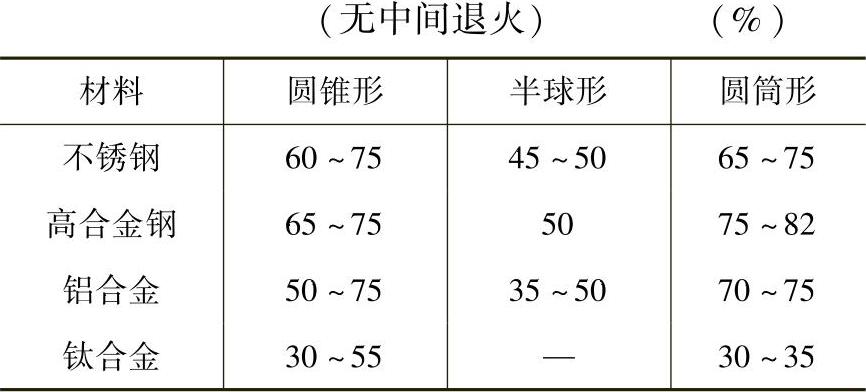
注:钛合金为加热旋压。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。