



不变薄旋压的基本方式主要有:拉深旋压(拉旋)、缩径旋压(缩旋)和扩径旋压(扩旋)三种。
拉深旋压是指用旋压方法生产拉深件,是不变薄旋压中最主要和应用最广泛的旋压方法。在旋压过程中,赶棒与毛坯基本上为点接触,毛坯在赶棒的作用下,一方面材料产生局部的凹陷面发生塑性流动,另一方面材料沿旋压力的方向倒伏。
旋压时合理选择主轴的转速很重要。转速过低,坯料边缘易起皱,增加成形阻力,甚至导致工件的破裂;转速过高,材料变薄严重。主轴转速与零件尺寸、材料力学性能及厚度有关。表2-5-13所列为铝合金旋压时的主轴转速。
表2-5-13 旋压机主轴转速(铝合金)
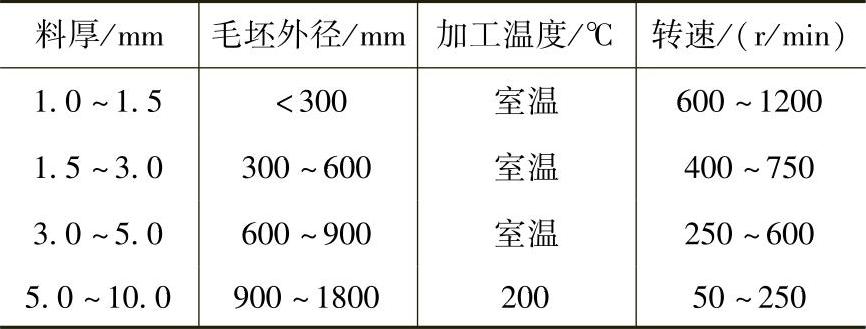
对于软钢,旋压机主要转速可取400~600r/min;铜600~800r/min;黄铜800~1100r/min。
旋压成形虽是局部成形,但如果变形量过大,就会起皱。对于圆筒形零件,其旋压变形量的极限比值一般为
式中 d——圆筒直径(mm);
D——坯料直径(mm)。
旋压锥形件,极限比值可小些:
式中 dmin——圆锥体的最小直径(mm)。
如果所要求的零件形状不可能在一道工序中完成,旋压应以连接的几道工序在不同的胎具上进行,但各胎具的最小直径是相同的(图2-5-39)。(https://www.xing528.com)
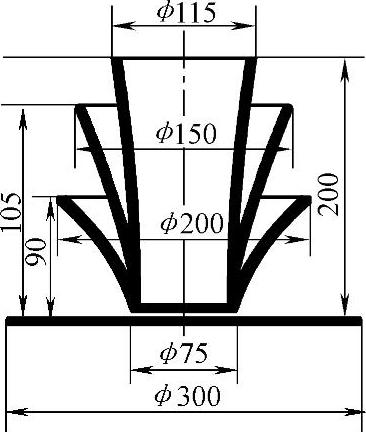
图2-5-39 几道连续工序的旋压
除拉旋外,将回转体空心件或管毛坯进行径向局部旋转压缩,以减小其直径称为缩径旋压(缩口);将毛坯进行局部(中部或端部)直径增大称为扩径旋压(胀形)(图2-5-40)。
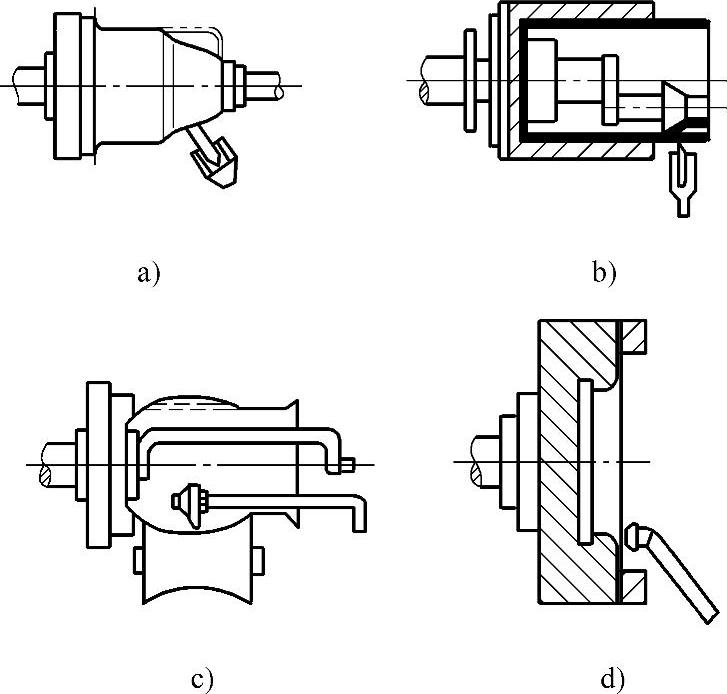
图2-5-40 各种旋压成形方法
a)拉深 b)缩口 c)胀形 d)翻边
旋轮的形状见图2-5-41,其尺寸见表2-5-14。
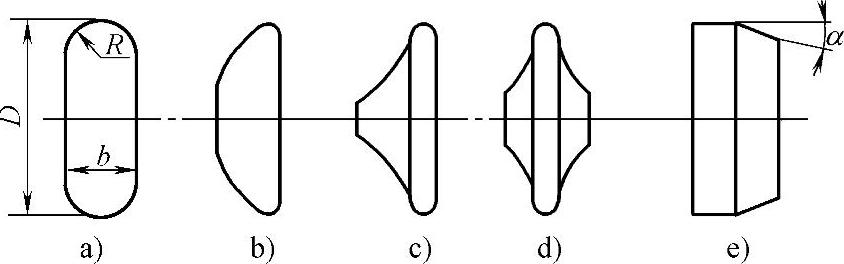
图2-5-41 旋轮的形状
a)旋压空心件件用 b)变薄旋压用 c)、d)缩口、滚波纹管用 e)精加工用
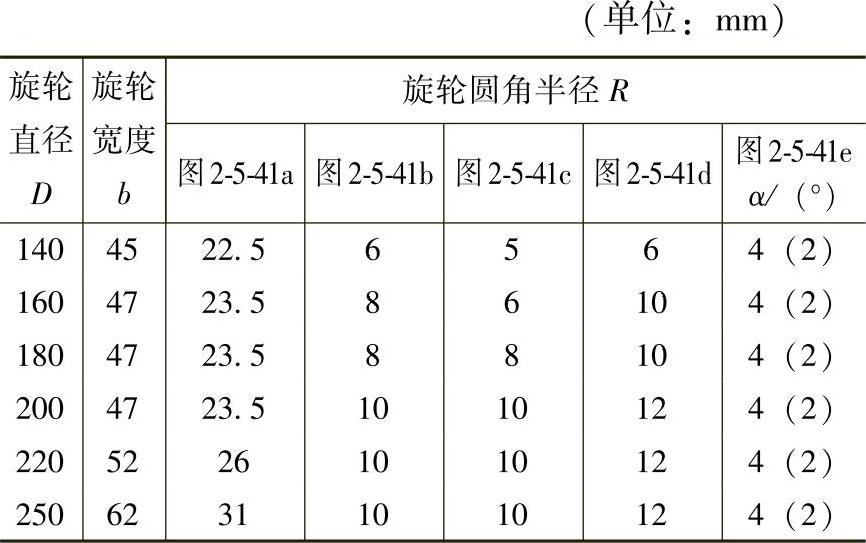
表2-5-14 旋轮的尺寸
目前,旋压工艺向着自动化的方向发展,已生产出带数控系统的旋压自动机,使旋压工艺的应用范围更加扩大,能得到与切削加工相匹配的尺寸精度,表面可和研磨相比。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。