



【摘要】:校平是提高局部或整体平面型零件平直度的冲压工序。一般来说,对于表面形状及尺寸精度要求较高的冲压件都要经过校平与整形。图2-5-37 拉深件的整形兼角部精压3.校平与整形力的计算校平、整形力可按下式计算:F=Ap式中 F——校平、整形力A——校平、整形面积;p——单位压力。
校平是提高局部或整体平面型零件平直度的冲压工序。这种工序大都在冲裁、弯曲、拉深之后进行。一般来说,对于表面形状及尺寸精度要求较高的冲压件都要经过校平与整形。
1.校平
校平工序多用于冲裁件,消除其穹弯造成的不平。对薄料且表面不允许有压痕的制件,一般用光面校平(图2-5-34)。对于材料较厚且表面允许有压痕的制件,通常采用齿形校平(图2-5-35)。
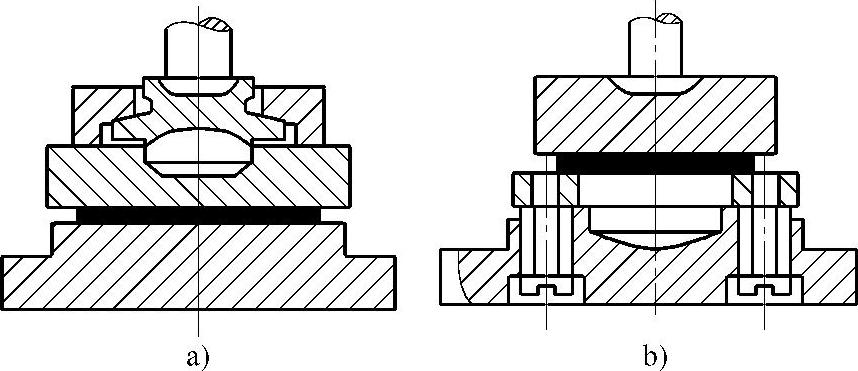
图2-5-34 光面校平模
a)浮动上模 b)浮动下模
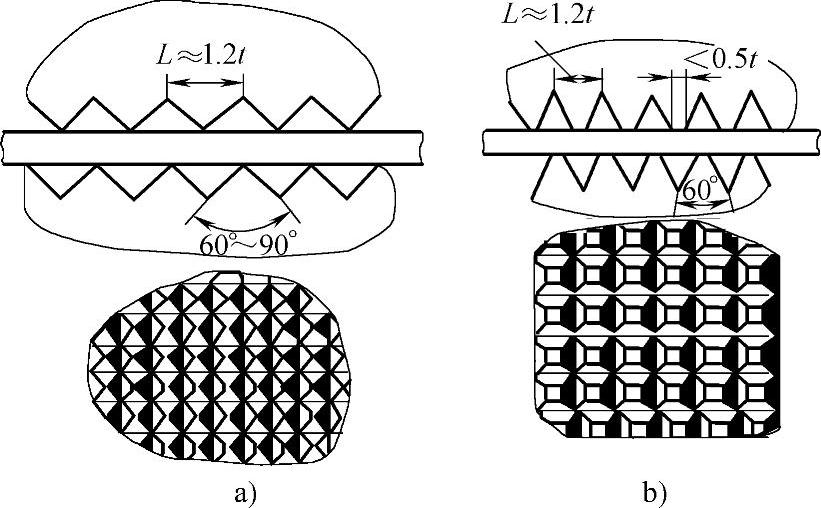
图2-5-35 校平模齿形
a)细齿 b)粗齿
2.整形
工件弯曲会产生回弹,不能达到要求尺寸;由于凹模圆角半径的限制,拉深或翻边的工件也不能达到较小的圆角半径。利用模具使弯曲或拉深后的冲压件局部或整体产生少量塑性变形以得到较准确的尺寸和形状,称为整形(图2-5-36、图2-5-37)。
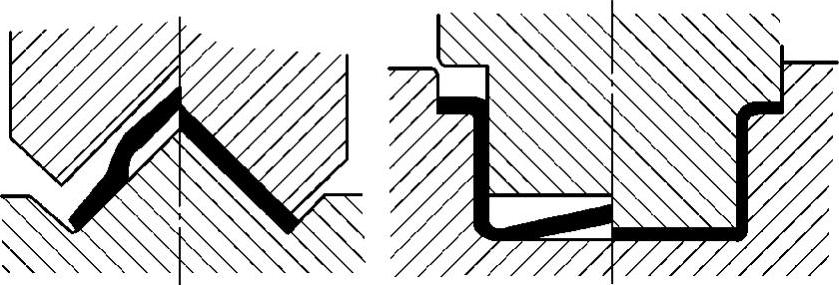
图2-5-36 弯曲件的整形(https://www.xing528.com)
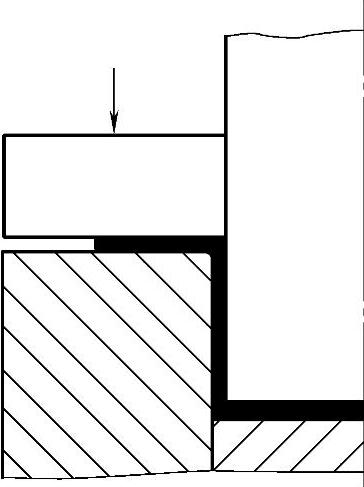
图2-5-37 拉深件的整形兼角部精压
3.校平与整形力的计算
校平、整形力可按下式计算:
F=Ap
式中 F——校平、整形力(N)
A——校平、整形面积(mm2);
p——单位压力(MPa)。
对于软钢和黄铜:
在平面模上校平p=80~100MPa;
在细齿模上校平p=100~200MPa;
在粗齿模上校平p=200~300MPa。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。