



扩口是将空心件或管子端部直径加以扩大的冲压工序,如图2-5-24所示。
1.扩口变形程度
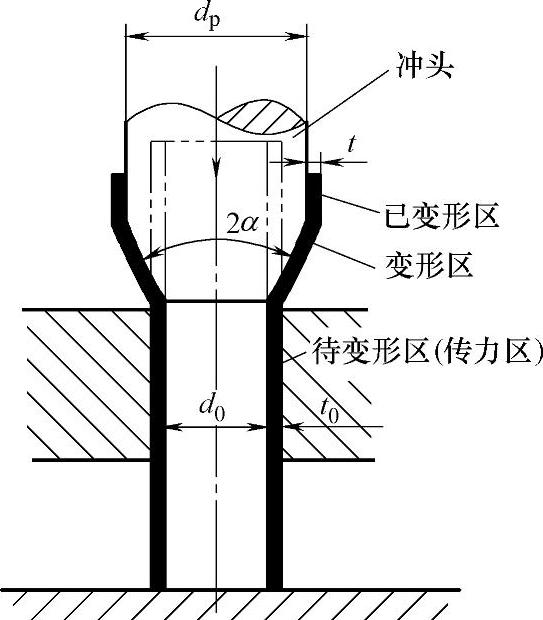
图2-5-24 扩口变形示意图
扩口变形程度的表示方法由扩口率ε或扩口系数Ke来表示:
扩口率:
扩口系数:
式中 d——制件扩口后(冲头)的直径(mm);
d0——毛坯直径(取中径尺寸)(mm)。
极限扩口系数是在传力区不压缩失稳条件下,变形区不开裂时,所能达到的最大扩口系数,一般用Kec来表示。
极限扩口系数的大小取决于材料的种类、坯料的厚度和扩口角度α等多种因素。图2-5-25给出了扩口角为20°时的极限扩口系数。
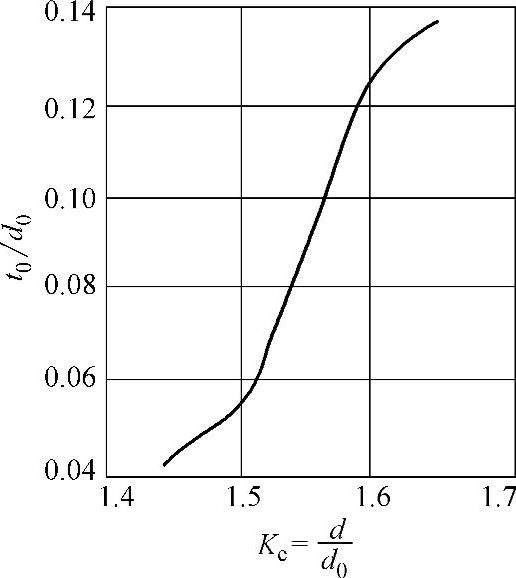
图2-5-25 极限扩口系数
2.毛坯尺寸计算
不同的扩口形式有不同的毛坯计算公式。
对于锥口形扩口件(图2-5-26)

对于带圆筒形部分的扩口件(图2-5-27)
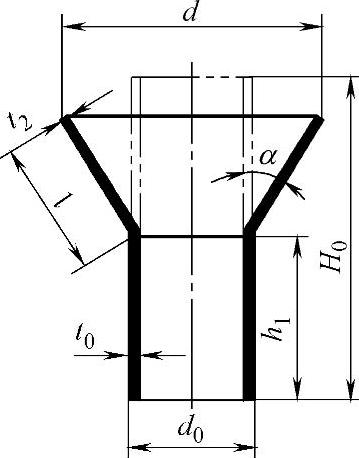
图2-5-26 锥口形扩口件
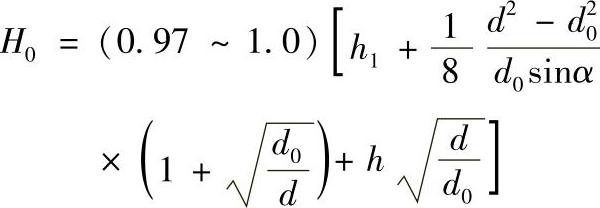
图2-5-27 带圆筒形扩口件
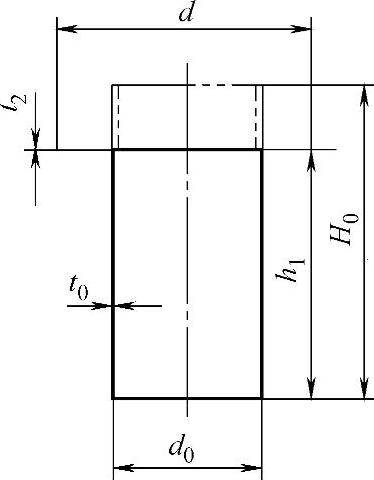
对于平口形扩口件(图2-5-28)

 (https://www.xing528.com)
(https://www.xing528.com)
图2-5-28 平口形扩口件
对于整体扩径件(图2-5-29)

3.扩口力的计算
采用锥形刚性凸模扩口时,单位扩口力可用下式计算(图2-5-30):

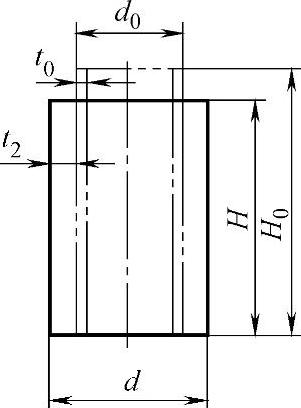
图2-5-29 整体扩径件
式中 p——单位变形抗力(N/mm2)
μ——摩擦因数;
α——凸模半锥角(°);
K——扩口系数。

图2-5-30 锥形钢性凸模
4.扩口的主要方式
扩口的主要方式如图2-5-31~图2-5-33所示。
直径小于20mm,壁厚小于1mm的管材,如果产量不大,可采用如图2-5-31所示的简单手工工具来进行扩口。
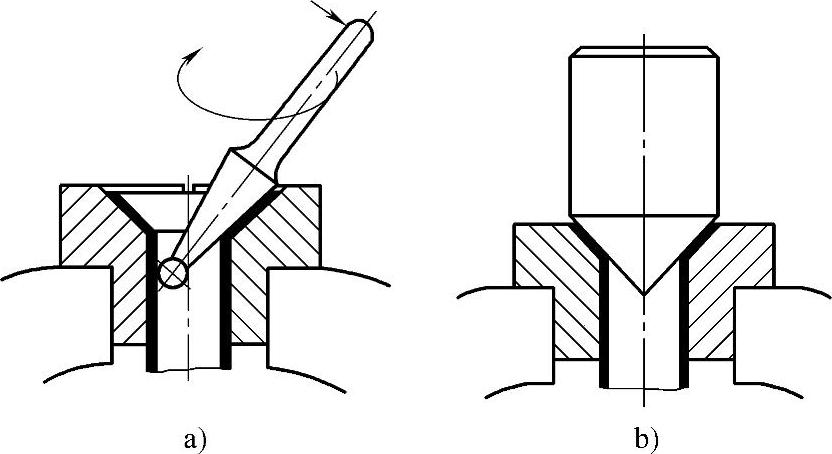
图2-5-31 手工工具扩口
但扩口的精度,表面粗糙度不很理想。当产量大,扩口质量要求高的时候,均需采用模具扩口或用专用机及工具扩口(图2-5-32)。
当制件两端直径相差较大时,可以采用扩口与缩口复合工艺(图2-5-33)。
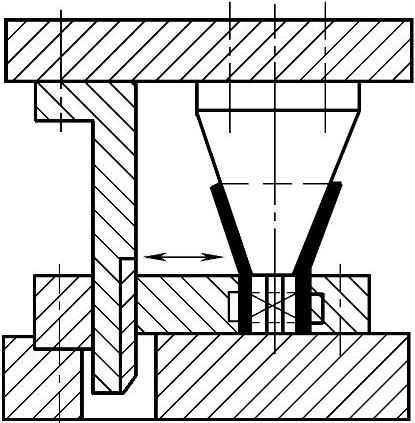
图2-5-32 模具扩口
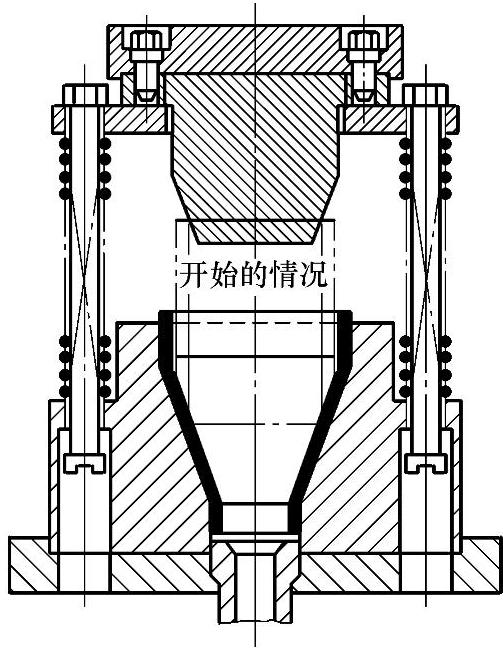
图2-5-33 扩口与缩口复合工艺
此外,旋压、爆炸成形、电磁成形等新工艺也都在扩口工艺中有许多成功的应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。