



【摘要】:将圆柱形空心毛坯向外扩张成曲面空心零件的冲压方法称为圆柱形空心毛坯胀形,用这种方法可获得许多形状复杂的零件。圆柱空心毛坯胀形时,材料主要受切向伸长变形,材料的破坏形式均为开裂。胀形变形程度用胀形系数Kp来表示式中 d0——圆柱空心毛坯原始直径;dmax——胀形后零件的最大直径。空心毛坯的胀形可采用刚模胀形、固体软模胀形或液(气)压胀形等方法。图2-5-17 胀形变形区毛坯尺寸软凸模胀形时所需单位压力p可分两种情况计算。
将圆柱形空心毛坯(管状或桶状)向外扩张成曲面空心零件的冲压方法称为圆柱形空心毛坯胀形,用这种方法可获得许多形状复杂的零件。
圆柱空心毛坯胀形时,材料主要受切向伸长变形,材料的破坏形式均为开裂。胀形变形程度用胀形系数Kp来表示
式中 d0——圆柱空心毛坯原始直径(mm);
dmax——胀形后零件的最大直径(mm)。
极限胀形系数的影响因素主要是材料的塑性,它和材料切向许用伸长率δθp有下列关系:

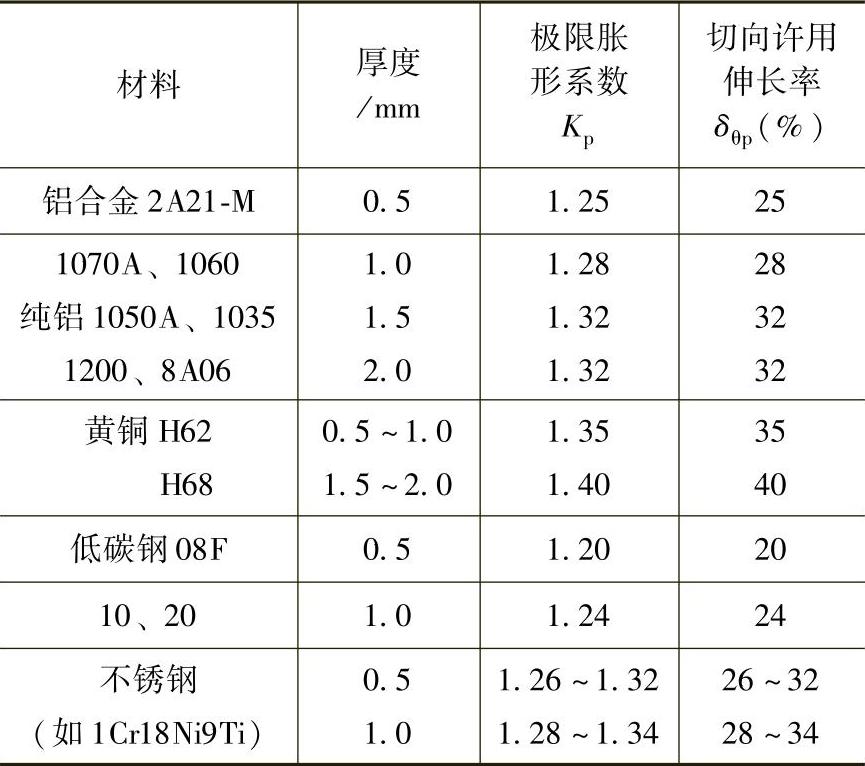
表2-5-8列出了一些金属材料的极限胀形系数和切向许用伸长率的试验值,供使用参考。
表2-5-8 极限胀形系数和切向许用伸长率(试验值)
若制件胀形的形状有利于变形均匀和补偿材料,厚度大、轴向施加压力、变形区局部施加压力、变形区局部加热等,均能不同程度地提高变形程度。
空心毛坯的胀形可采用刚模胀形、固体软模胀形或液(气)压胀形等方法。
胀形毛坯的直径d0和轴向两端不固定时毛坯展开长度L0可按下式计算:(https://www.xing528.com)
L0=L[1+(0.3~0.4)δ]Δh
式中 δ——零件变形区切向最大伸长率;
Δh——修边余量,可取10~20mm;
其余符号意义见图2-5-17。
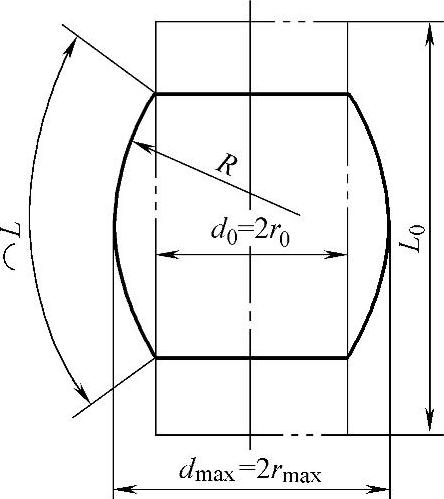
图2-5-17 胀形变形区毛坯尺寸
软凸模胀形时所需单位压力p可分两种情况计算。一为两端不固定,允许毛坯轴向自由收缩时:
另一为两端固定,毛坯轴向不能自由收缩时:
上两式中符号意义见图2-5-17。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。