



局部胀形是一种使材料发生拉伸,形成局部的凹进或凸起,借以改变毛坯形状的方法。主要用于加强肋和凸形压制、零件及艺术装饰品的浮雕压制、不对称开口零件的冷压成形(图2-5-15)。
局部胀形的变形程度主要取决于材料的力学性质,材料塑性好、硬化指数值大时,变形程度的极限值就高,另外还受零件形状、凸模表面质量、润滑条件等因数的影响。
根据零件形状和材料性质,局部胀形可以由一次或多次工序完成。对于压加强肋等成形,材料一次成形极限用断面变形程度εp表示:


式中符号见图2-5-12。
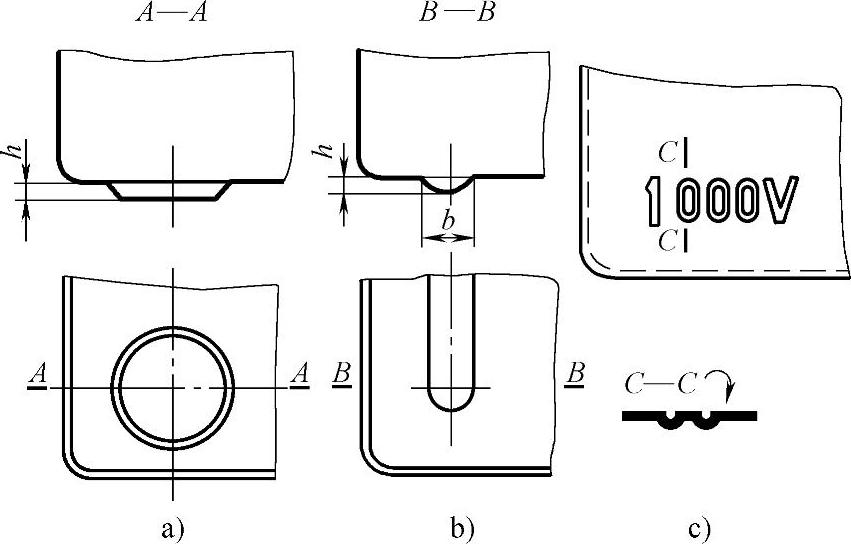
图2-5-15 局部胀形的几种形式
a)压凸包 b)压加强肋 c)压字
式中 l0——成形前的原始长度;
l——成形后加强肋的曲线轮廓长度;
δ——材料伸长率。
如果计算结果不满足上述条件,则应增加工序,如图2-5-16所示。
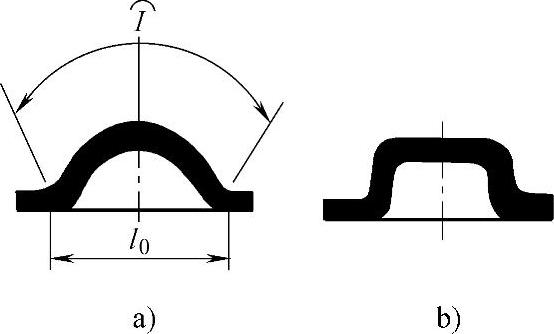
图2-5-16 两道工序完成的加强肋
a)预成形 b)最终成形
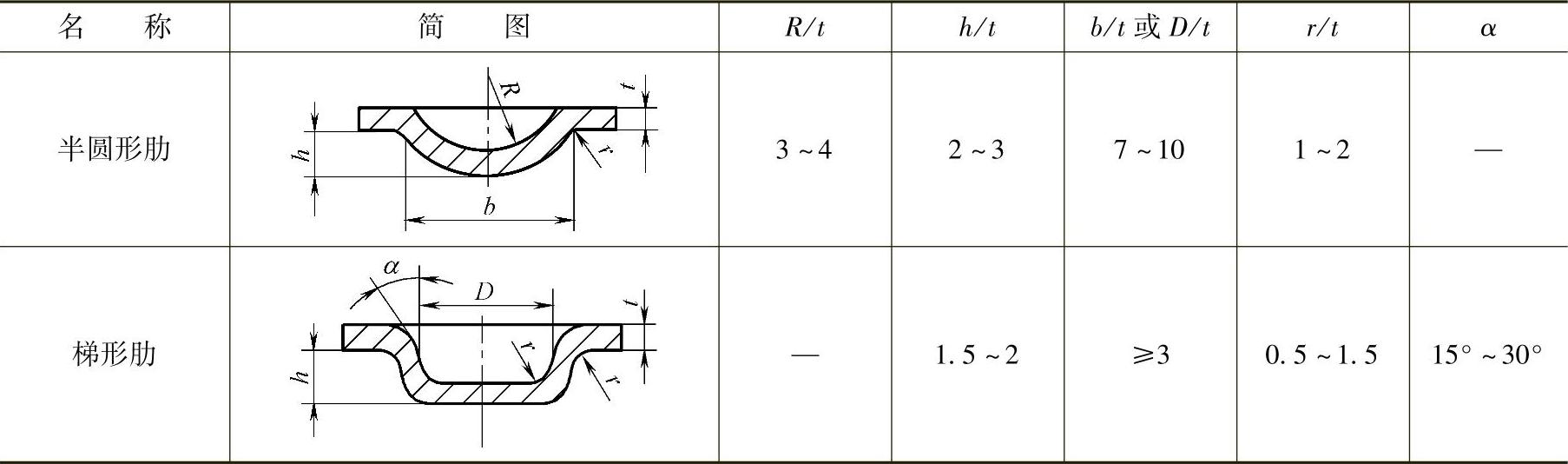
常用的加强肋形式和尺寸见表2-5-6。
表2-5-6 加强肋的形式和尺寸(https://www.xing528.com)
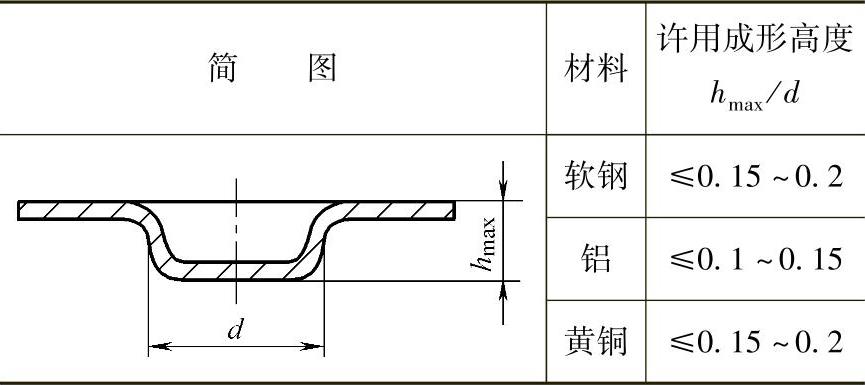
对于压凸包,材料一次成形极限程度用极限胀形深度hmax表示。用半圆形凸模对低碳钢、软铝等圆凸成形时,可能达到的极限深度为凸模球直径的1/3。用平端面凸模成形时,达到的极限深度见表2-5-7。
表2-5-7 平板局部冲压凸包时的成形极限
冲压加强肋的变形力按下式计算:
F=KLtσb
式中 F——变形力(N);
K——系数,可取为0.7~1,当加强肋形状窄而深时取大值,宽而浅时取小值;
L——加强肋周长(mm);
t——毛坯厚度(mm);
σb——材料强度极限(MPa)。
冲压凸包时,冲压力可按下式计算
F=KAt2
式中 F——冲压力(N);
K——系数,对钢为200~300N/mm4,对铜为50~200N/mm4;
A——局部胀形面积(mm2);
t——板材厚度(mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。