



若零件的翻边高度较大难于一次成形,内壁又允许变薄时,可采用变薄翻边,以提高生产率并节约材料。
变薄翻边属于体积成形,变薄翻边时,成形凸模、凹模间的间隙小于坯料的厚度,凸模下方的材料变形与圆孔翻边相似,成形为竖边后,会在凸模和凹模之间的小间隙内受到挤压,发生较大的塑性变形,被强迫拉深变薄,从而增加一次翻边成形的竖边高度。
从金属塑性变形的稳定性及不发生裂纹的观点来说,变薄翻边比普通翻边更为合理。变薄翻边要求材料具有良好的塑性。
变薄翻边一般应用于当零件的翻边高度较大,一般翻边不能满足,同时壁部又允许变薄的情况。
变薄翻边变形程度不仅决定于翻边系数,还决定于竖边的变薄系数K,K用下式表示:
式中 t1——变薄翻边后零件竖边的厚度;
t0——毛坯厚度。
一次变薄翻边的变薄系数可取0.4~0.5,甚至更小。
变薄翻边的翻边高度h(图2-5-10)可用下式计算:
式中 h——翻边高度(mm);
t——材料厚度(mm);
d2——翻边凸缘外径(mm);
D0——预制孔直径(mm);
d1——翻边凸模外径(mm);
c——系数(见图2-5-11)。
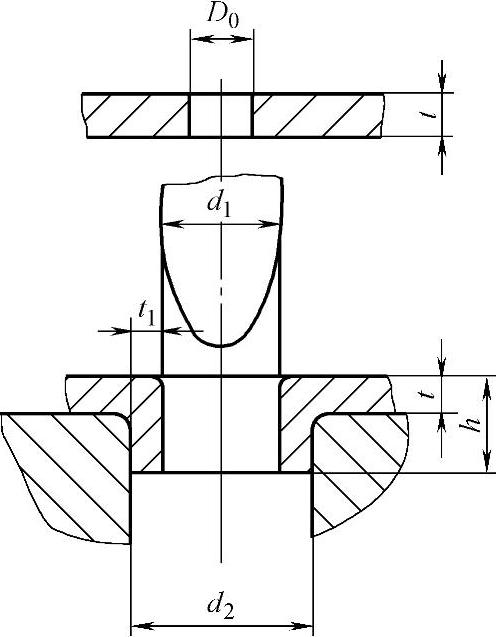
图2-5-10 变薄翻边
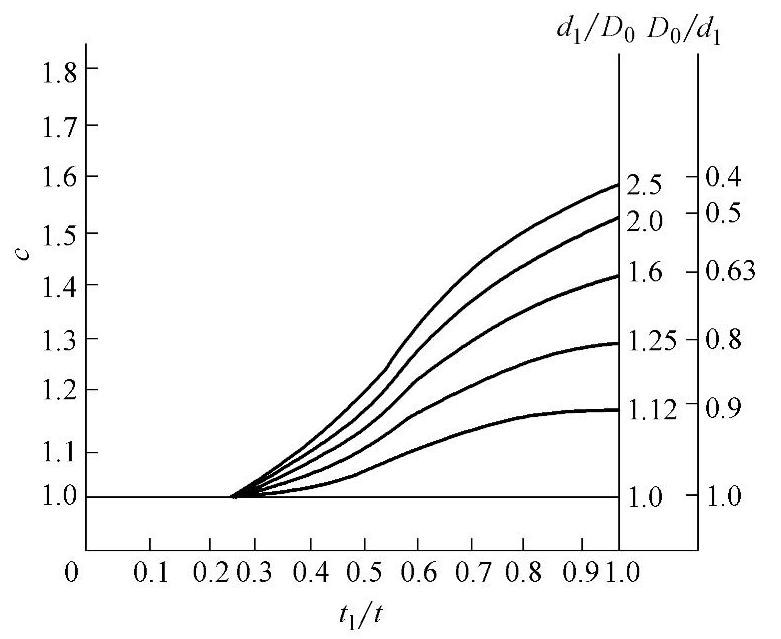
图2-5-11 系数c
变薄翻边预制孔尺寸的计算,应按翻边前后体积不变的原则进行。(https://www.xing528.com)
当t<3mm时
当t≥3mm时,应考虑圆角处的体积,这时D0可按下式计算:
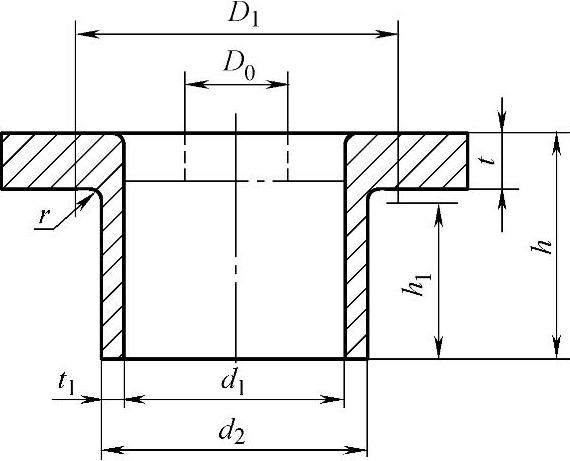
图2-5-12 变薄翻边尺寸计算
变薄翻边力比普通翻边力大得多,力的增大与变薄量增大成正比。
生产中常采用变薄翻边来成形小螺纹底孔(多为M6mm以下)。图2-5-13是用抛物浅凸模变薄翻边成形小螺纹底孔时的毛坯和模具示意图,它们之间的几何尺寸关系如下:
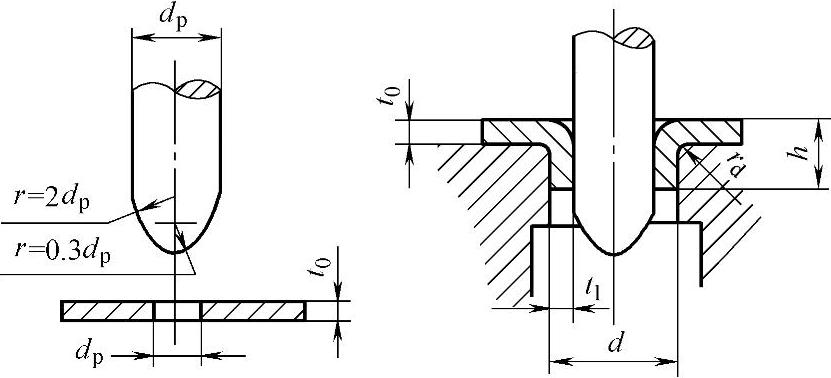
图2-5-13 变薄翻边成形小螺纹底孔
变薄翻边后的孔壁厚度t1取为
毛坯预制孔d0约取为
d0=0.45dp
凸模直径dp由螺纹小径ds决定,应保证
凹模内径(竖边外径)d取为
d=dp+1.3t0
翻边高度h取
h=(2~2.5)t0
式中符号见图2-5-13。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。