



1.圆孔翻边的变形机理
圆孔的翻边过程就是把平板上或空心件上预先制好的孔扩大成带有竖立边缘的孔(图2-5-2)。翻边前毛坯孔的直径为d0,翻边过程中,凸模底部材料在凸模的作用下,孔内径不断扩大,材料逐渐靠近凹模内壁而形成侧壁,直到翻边结束,变形区内径的尺寸等于凸模的直径。即形成了竖直的边缘。
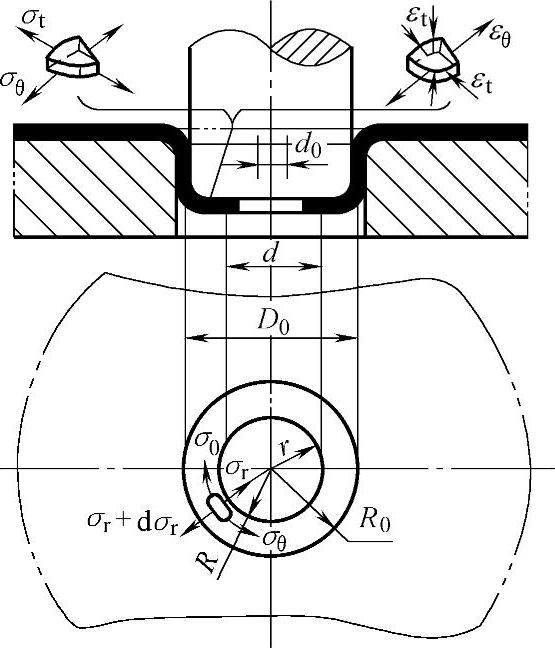
图2-5-2 圆孔翻边
翻边的变形区在凹模圆角区内,凸模底部材料为主要变形区,变形区材料处于切向、径向受拉的应力状态。切向应力在孔边缘最大,径向应力在孔边缘为零。
圆孔翻边时的变形情况,可通过画在平板毛坯上的径向及环形坐标网格的变化(图2-5-3)看出纤维沿切向发生了拉伸,因而材料厚度变薄,而同心圆之间的距离变化则不显著。
2.圆孔翻边时的成形极限
圆孔翻边时成形的变形程度,用坯料上预制孔的初始直径d0与翻边成形完成后竖边的中径dm比值K表示
K称为翻边系数,K值越小,表示翻边时变形程度越大。
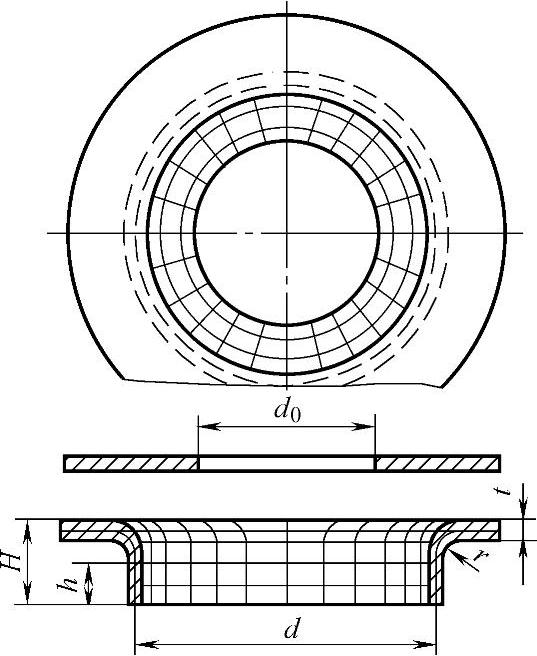
图2-5-3 圆孔翻边的网格变化
圆孔翻边过程中,孔边缘处的材料所承受的切向拉应力和拉应变的作用最大,材料厚度减薄最为严重,随着翻边成形接近终了,材料拉伸变薄量增加到最大值。因此,孔边缘是圆孔翻边成形的变形危险区。
圆孔翻边的成形极限可根据口部是否发生破裂来确定。所以在翻边过程中应保证毛坯孔边缘的金属伸长变形小于材料塑性伸长所允许的极限值。翻边系数K与竖边边缘厚度变薄量的关系可近似表达为
K值越小,竖边孔缘厚度减薄越大,容易发生破裂,当翻边系数减小到使孔的边缘濒于破裂时,这种极限状态下的翻边系数称为极限翻边系数,以Kl表示。表2-5-1和表2-5-2分别为低碳钢和其他金属的极限翻边系数,通常可用它们反映圆孔翻边成形极限,Kl越小,成形极限越大。
表2-5-1 低碳钢极限圆孔翻边系数K
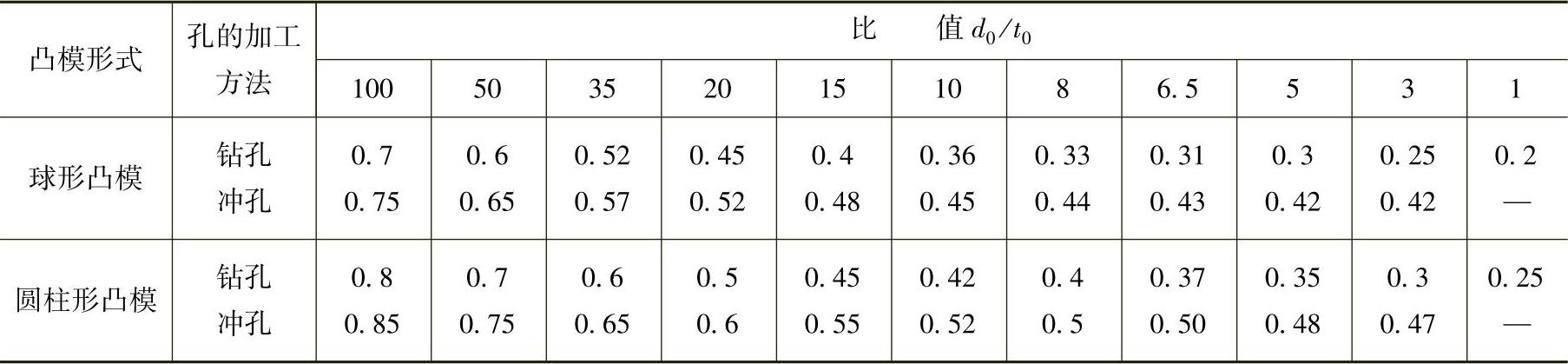
表2-5-2 其他金属极限圆孔翻边系数K
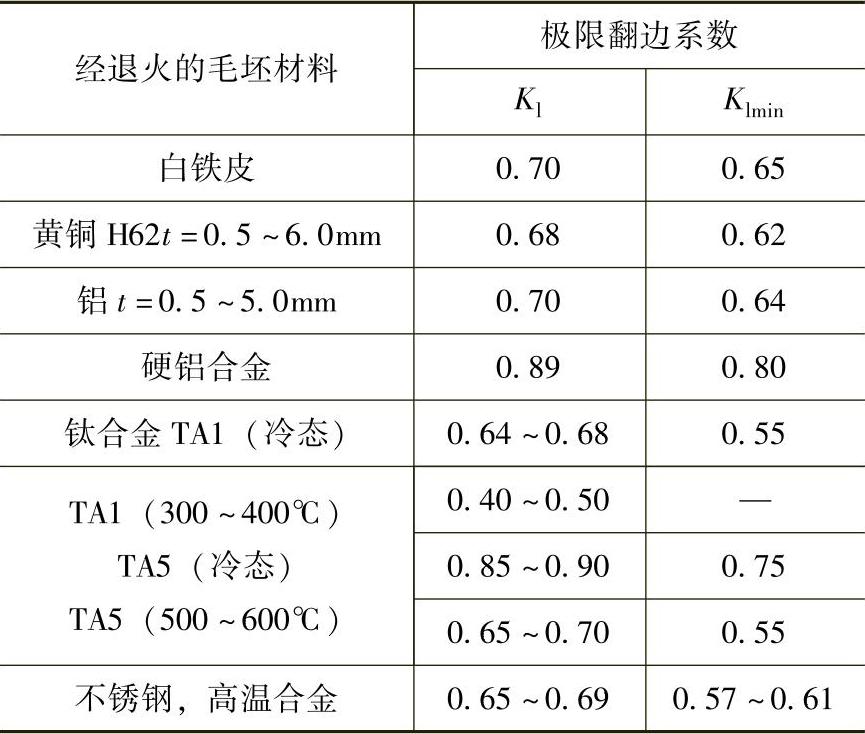
注:竖边上允许有不大的裂纹时可用Klmin,而在一般情况下,均采用Kl。
3.圆孔翻边的工艺计算
翻边时的工艺计算应根据翻边孔的直径算出预制孔的直径d0,并核算其翻边高度是否能一次翻成。当工件的翻边系数K值小于表2-5-1、表2-5-2所列数值时,表示一次翻边不能达到,这时应先拉深,后在底部冲孔,再翻边。
(1)预冲孔直径d0的计算 由于在圆孔翻边时,材料主要受切向拉伸变形,同心圆之间的距离变化不显著,预制孔直径可根据弯曲件中性层长度不变的原则作近似计算(图2-5-4)。
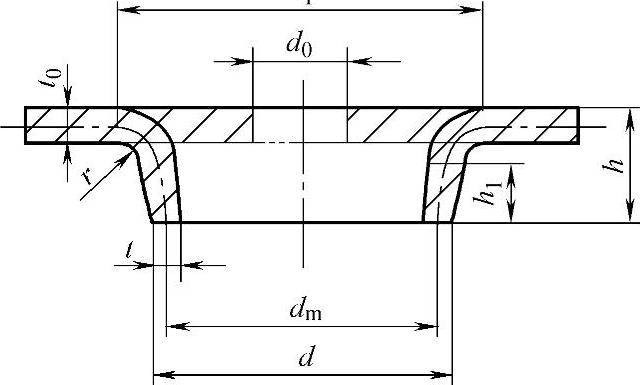
图2-5-4 圆孔翻边件的尺寸

将D1=dm+2r+t0,h1=h-r-t0代入上式化简后得
d0=dm-2(h-0.43r-0.72t0)
整理得翻边高度h为

当翻边系数K选定后,h也就相应确定。K=Kl时,可得最大翻边高度hmax。当工件要求的高度大于hmax,就需要先拉深,再冲孔翻边。(https://www.xing528.com)
(2)拉深后再翻边的计算 拉深后再翻边时,应先决定翻边所能达到的最大高度,然后根据翻边高度及工件的高度来决定拉深件的高度。
拉深后的翻边高度为(图2-5-5)

图2-5-5 拉深后再翻边

整理得

预制孔直径d0=dm+1.14r-2h1
翻边前的拉深高度h2为
h2=h-h1+r+t0
若取K=Kl,即可得翻边能达到的最大高度

此时预制孔直径d0=Kldm
翻边前拉深高度h2=h-h1max+r+t0
对于翻边高度较大的零件。除采用先拉深再翻边的方法外,也可采用多次翻边的方法,但工序之间需要退火且每次所用翻边系数应比前次增大15%~20%。
4.圆孔翻边力计算
当采用圆柱形平底凸模时,圆孔翻边力可用下式计算:
F=1.1π(dm-d0)t0σs
式中 F——翻边力(N);
dm——翻边后竖边的中径(mm);
d0——圆孔的初始直径(预制孔)(mm);
t0——毛坯厚度(mm);
σs——材料屈服点(MPa)。
平底凸模底部圆角半径rp对翻边力有一定影响,增大rp可降低翻边力,参见图2-5-6。
采用球底凸模时
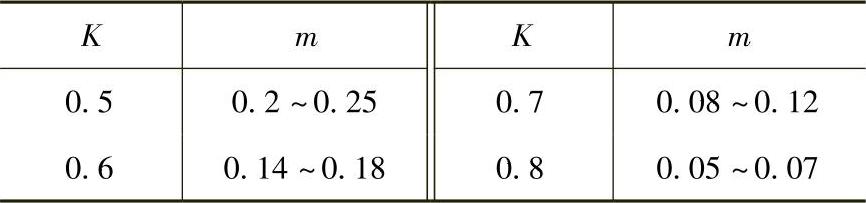
F=1.2πdmt0σsm式中符号意义同上,其中m为系数,与K值有关,
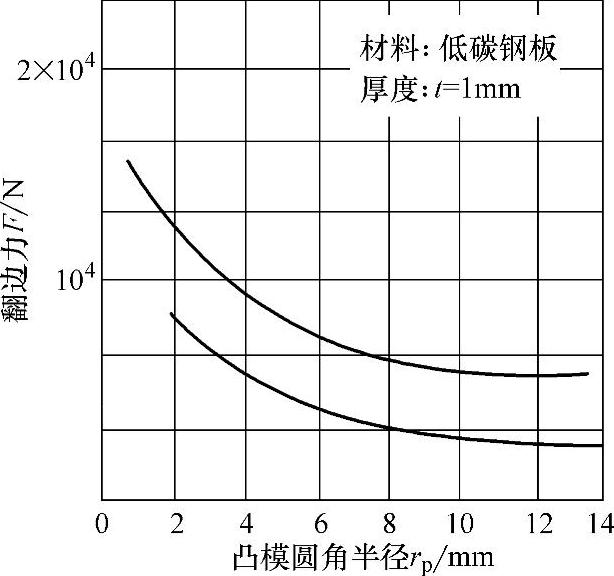
图2-5-6 凸模圆角半径对翻边力的影响
见表2-5-3。
表2-5-3 系数m
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。