



温差拉深是拉深过程有效的强化方法,它的实质是借变形区(一般指毛坯凸缘区)局部加热和传力区危险断面(侧壁与底部过渡区)局部冷却的办法,一方面减小变形区材料的变形抗力,另一方面又不致减少、甚至提高传力区的承载能力,亦即造成两方合理的温差,而获得大的强度差,以资最大限度地提高一次拉深变形的变形程度,大大降低材料的极限拉深系数。
下面介绍两种典型的温差拉深方法。
1.局部加热并冷却毛坯的拉深
该法的模具结构如图2-4-70所示。在拉深过程中,利用凹模及压边圈之间的加热器将毛坯局部加热到一定温度,以提高材料的塑性,降低凸缘的变形抗力;而拉入凸、凹模之间的金属,由于在凹模洞口与凸模内通以却水,将其热量散逸,不致降低传力区的抗拉强度。故在一道工序中可获得很大的变形程度。

图2-4-70 温差拉深
这种方法最适宜于拉深低塑性材料(例如镁合金、钛合金)的零件及形状复杂的拉深件。
局部加热拉深的合理温度可查表2-4-83。
表2-4-83 局部加热拉深时不同材料的合理温度
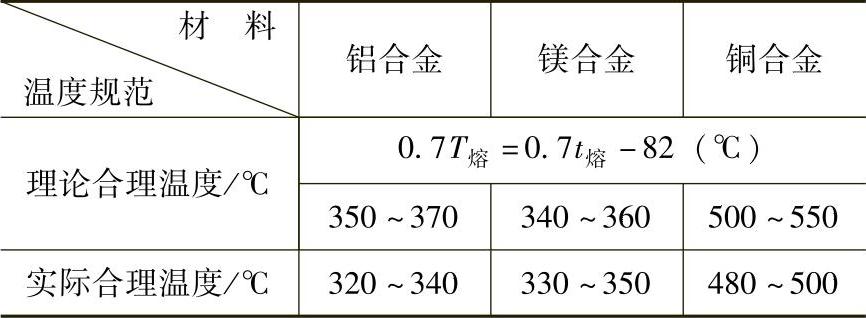
注:T熔—合金热力学熔化温度;t熔—合金熔化温度。(https://www.xing528.com)
局部加热拉深的极限高度列于表2-4-84。
表2-4-84 局部加热拉深的极限高度
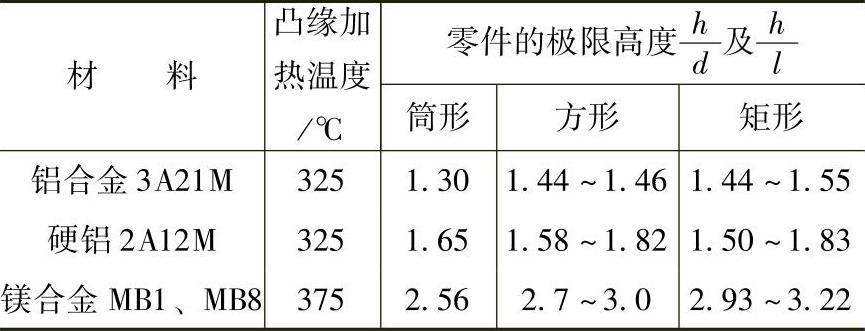
注:h—高度;d—直径;l—方盒边长。
2.深冷拉深
该法的模具结构如图2-4-71所示。在拉深变形过程中,用液态空气(-183℃)或液态氮(-195℃)深冷凸模,使毛坯的传力区被冷却到-(160~170)℃而得到大大强化,在这样低温下,10~20钢的强度可提高到1.9~2.1倍,而18-8型不锈钢的强度能提高到2.3倍,从而显著地降低了拉深系数。对于10~20钢,m=0.37~0.385,对于1Cr18Ni9及1Cr18Ni9Ti不锈钢,m=0.35~0.37。
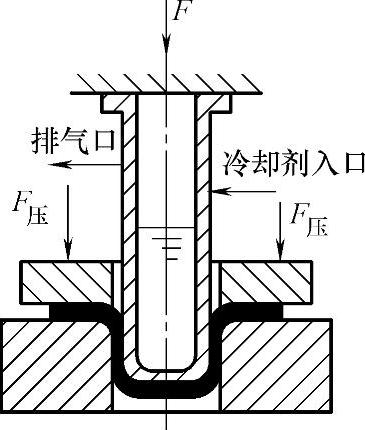
图2-4-71 深冷拉深
各类奥氏体钢采用该方法的可能性,将随合金度的增加与奥氏体稳定性的提高而减小(见图2-4-72),因为只有当毛坯侧壁借助深冷以形成马氏体转变而得到组织强化时才富有成效。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。