



1.润滑
在拉深过程中,材料与模具表面间的压力很大,材料在凹模表面滑动时,会产生很大的摩擦力,增加了变形阻力,亦即增加了拉深所需的力,易使工件破裂,且易损伤模具和工件表面,降低模具寿命。加工中在材料与凹模间隔一定周期均匀抹涂一层润滑剂,可使其间形成一层牢固的、低摩擦的润滑膜,以防止两者直接接触,减小摩擦力的作用和磨损现象,抑制工件破裂,提高成形极限;同时,减少因烧结粘着而产生擦伤,提高拉深产品质量,延长模具寿命。
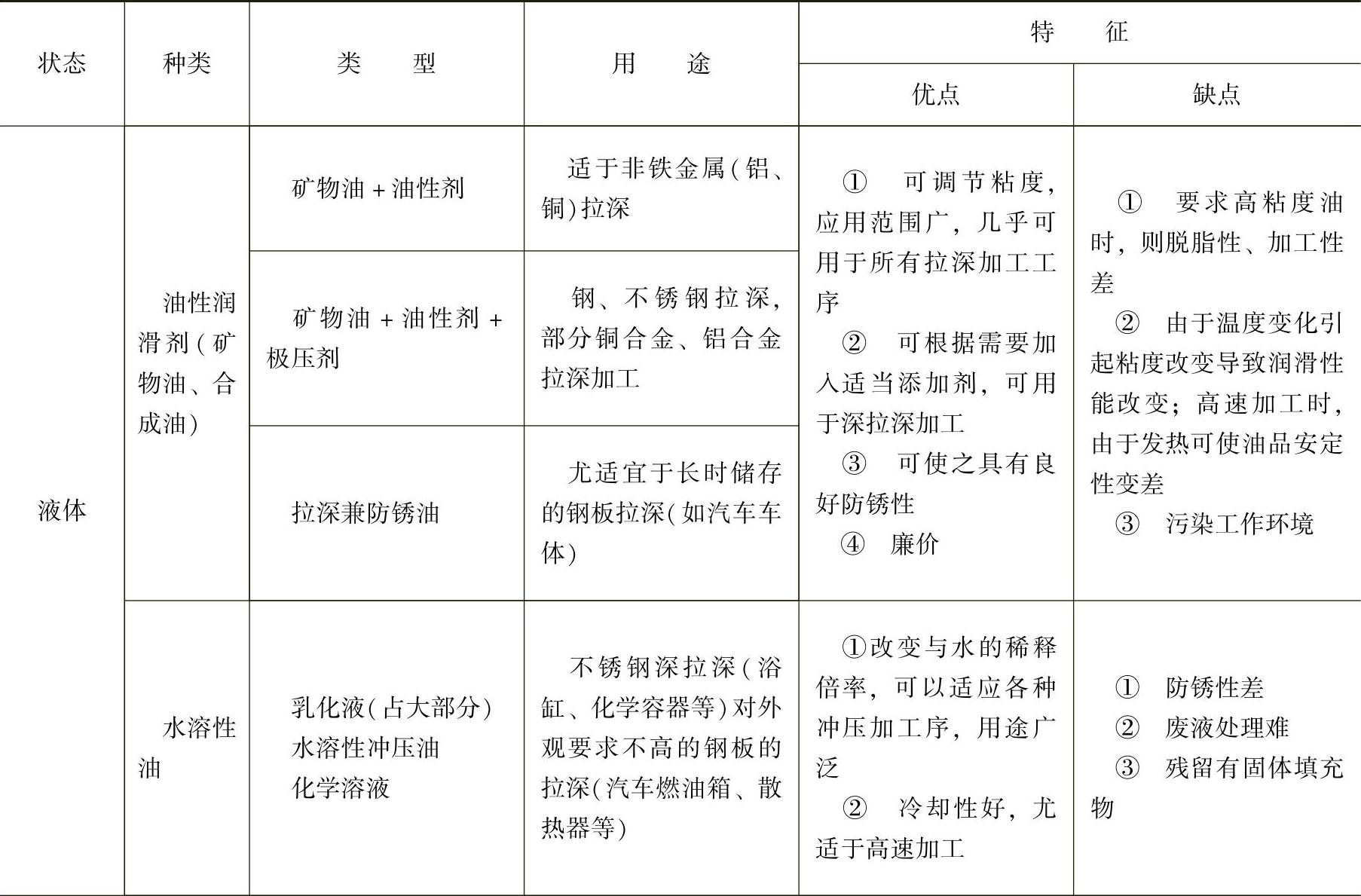
润滑剂,大体分为液体、半固体和固体三大类。通常固体类称润滑剂,液体类称润滑油,半固体类称润滑脂,见表2-4-69。
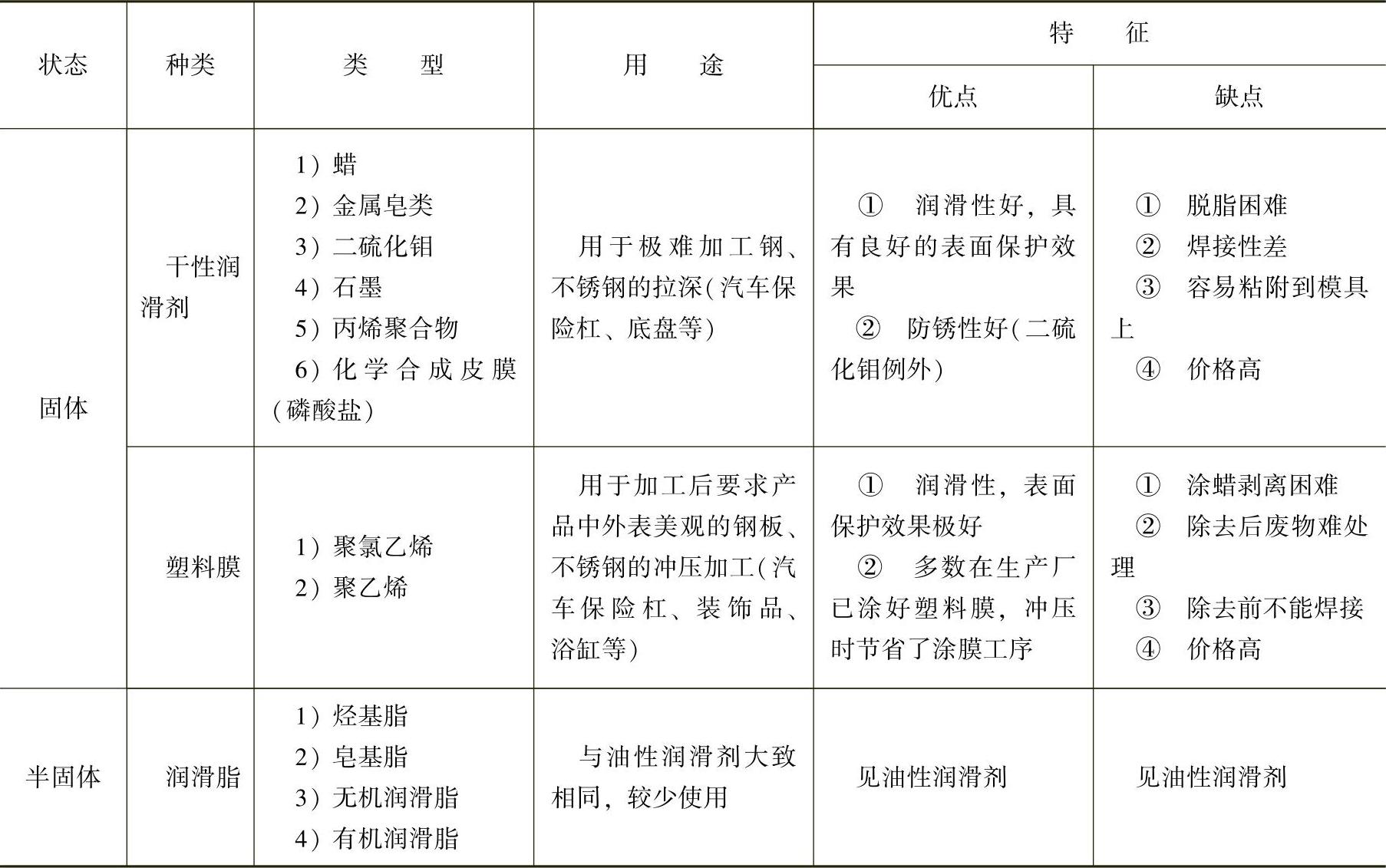
表2-4-69 冲压润滑剂的种类及特征
(续)
液体润滑油中,有油性和水性两种。在油性润滑油中又可细分为石油系烃油(矿物油)和合成油。但两者都是基础油,分别加入各种添加剂后方称之为润滑油。水溶性润滑油主要指乳化液。它是通过加入表面活性剂,使水和油之类的互不相溶的两种液体相互混合而成。
冲压加工中所使用油性和水性油液,根据拉深深度的不同,由不同粘度的基础油和添加剂配制而成,其组成分别见表2-4-70和表2-4-71。
表2-4-70 油性冲压油
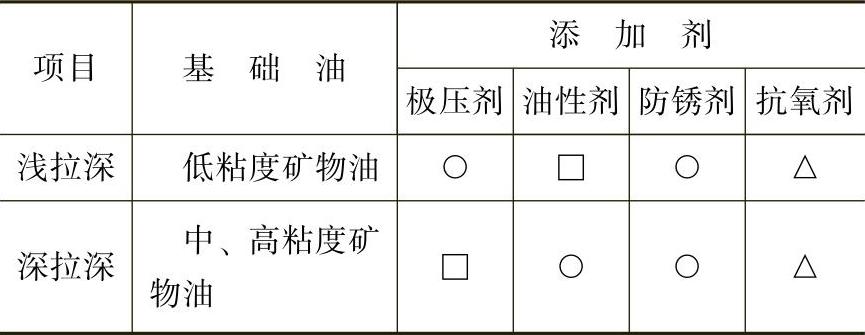
注:□—必须加;○—应该加;△—根据工序要求加。
在拉深工艺中,采用的液体润滑剂通常由下述成分所组成:
(1)基剂 润滑油中所占的成分最多,用以使其他润滑成分均匀混合的液体,通常采用价格低廉的矿物油、植物油、动物油或水,常用矿物油见表2-4-72。
表2-4-71 水溶性冲压油的组成①
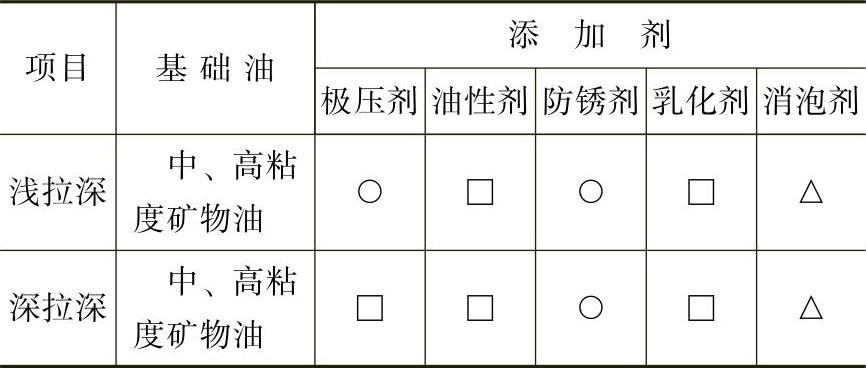
① 主要用水的稀释倍率来调节液体粘度。
表2-4-72 常用矿物油

① 1cSt=10-6m2/s。
(2)油性剂 用以在金属表面形成吸附膜和保证边界的润滑方式。常用的植物油、油酸、脂肪酸和硬脂肪酸等,常用油性剂见表2-4-73。
(3)隔离剂 用机械方法使两接触面分开,多用无机物粉末,见表2-4-74。
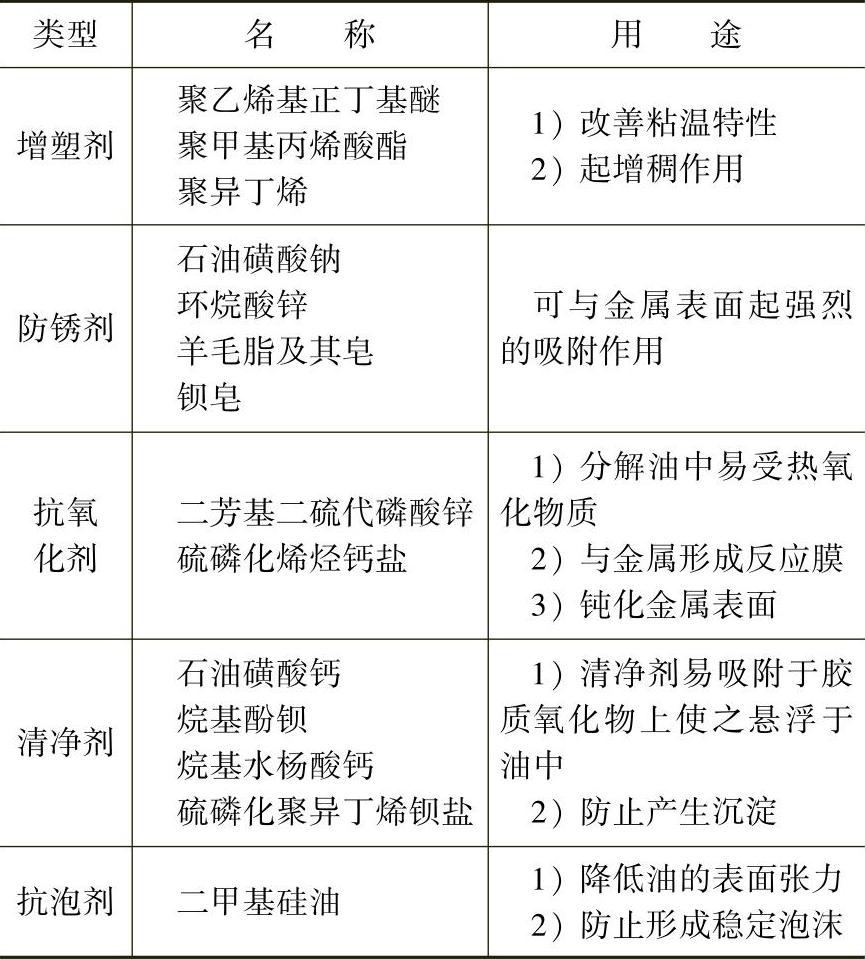
(4)各种不同功能的添加剂 如用以改善基础油的粘性变化性质、防腐、防锈,去泡沫等特种功能用的化学物质。各种功能的添加剂见表2-4-75。
表2-4-73 常用油性剂
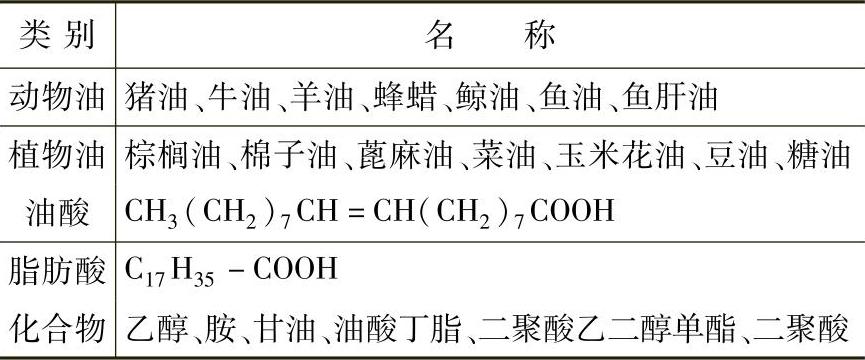
表2-4-74 隔离剂
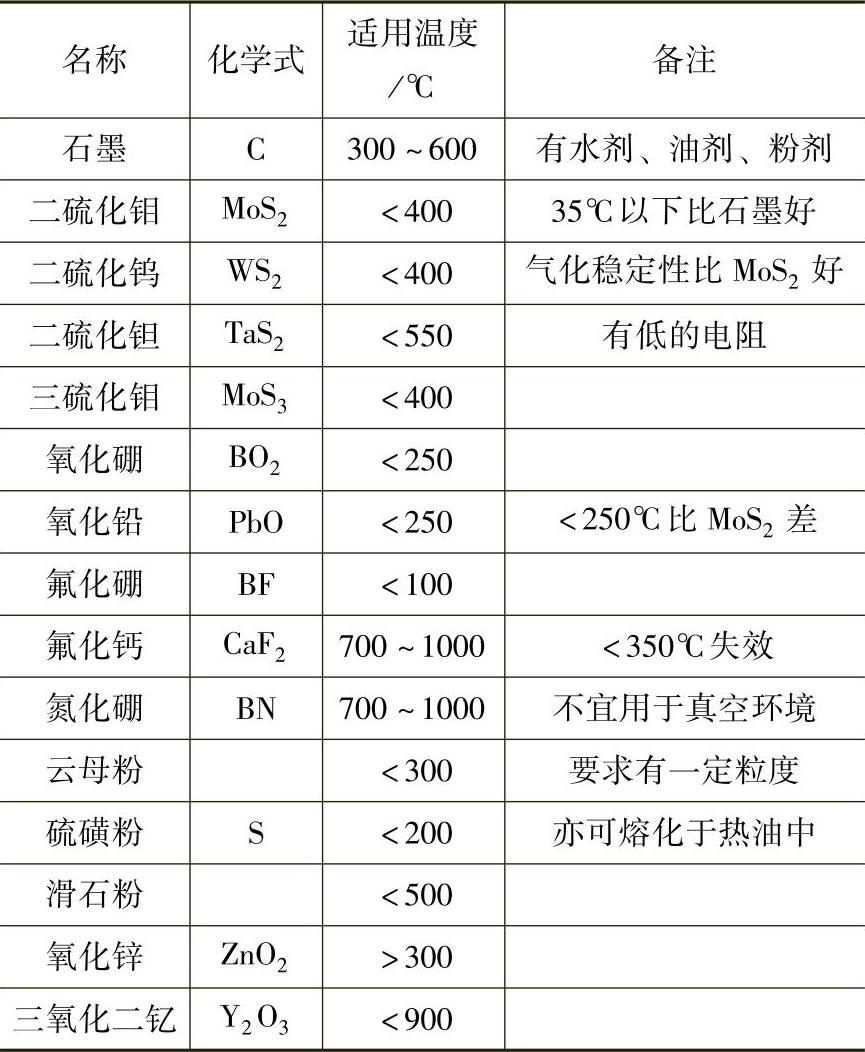
表2-4-75 各种功能的添加剂
润滑剂的配方较多,在生产中,应根据拉深件的材料、工件复杂程度、温度及工艺特点进行合理选用,表2-4-76、表2-4-77和表2-4-78列出了拉深工艺常用的润滑剂。
表2-4-76 拉深低碳钢用的润滑剂(https://www.xing528.com)
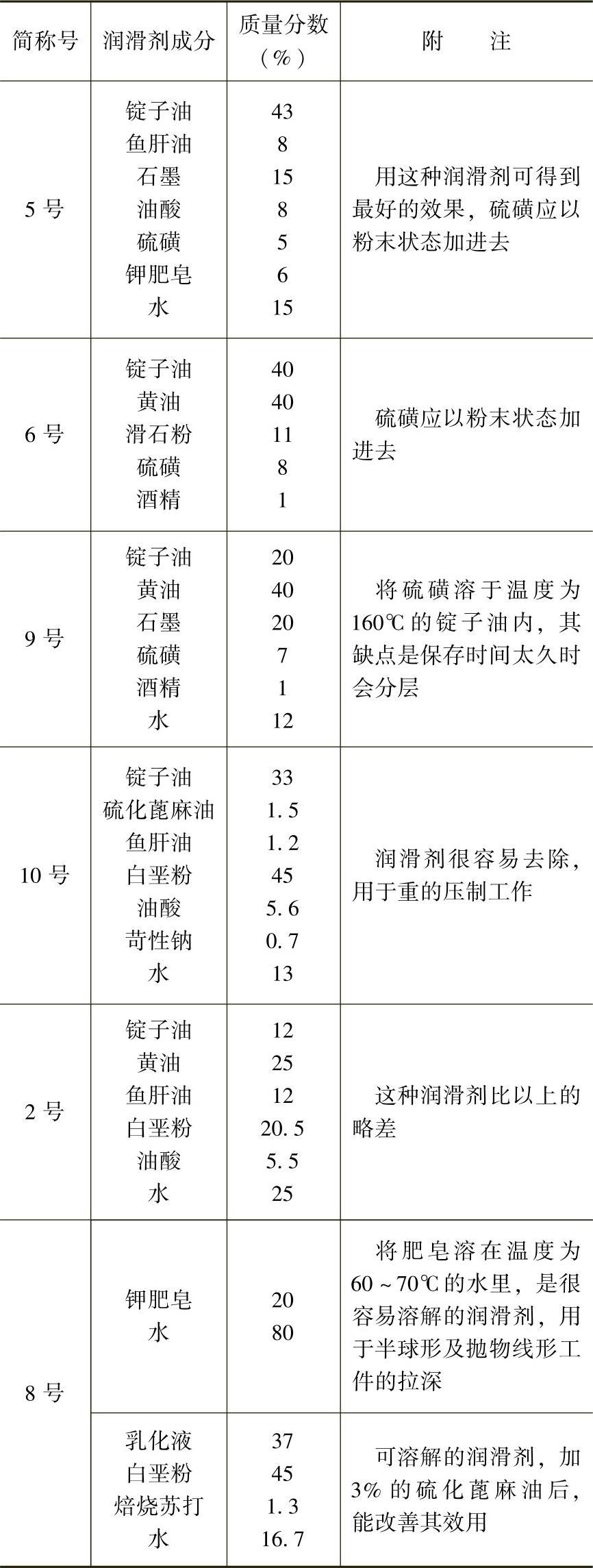
表2-4-77 低碳钢变薄拉深用润滑剂
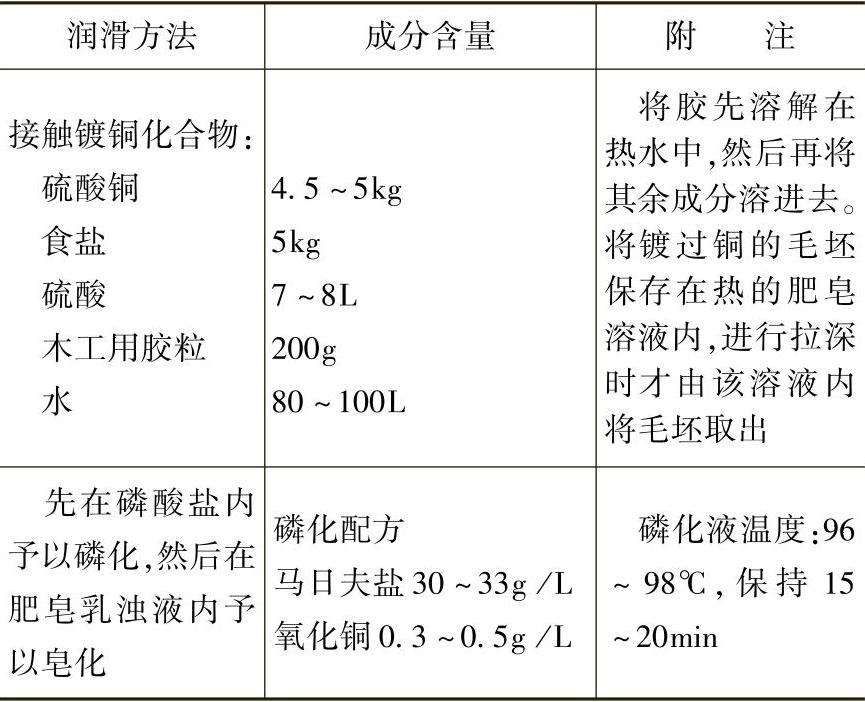
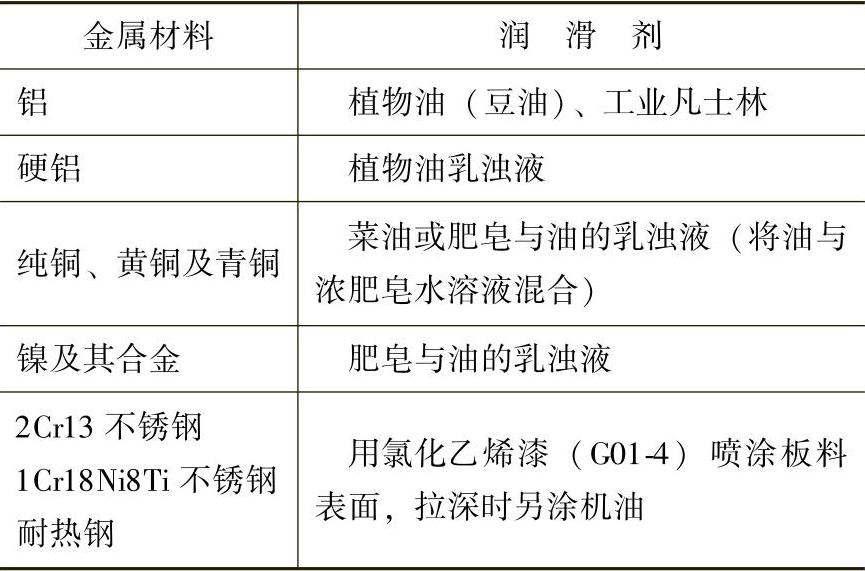
表2-4-78 拉深有色金属及不锈钢用的润滑剂
拉深时润滑剂一般涂抹在凹模圆角部位和压边面的部位,以及与此部位相接触的毛坯表面上,并经常保持润滑部位的干净。在拉深加工中提高润滑油粘度,能降低模具和坯料的接触率,减小摩擦,其结果是降低了拉深力,这在实际生产中已成为一种有效的手段。但从后续工序以及经济性和易操作性等方面考虑,粘度过分增加必然会受到限制,其粘度大小应选用恰当。
2.退火
在拉深过程中,为了消除金属材料在塑性变形中产生的内应力及冷作硬化,需要进行半成品的工序间退火和成品退火。
冲压所用的金属,按硬化强度可分为普通硬化金属(如08、10、铝)和高度硬化金属(如不锈钢、耐热钢、退火纯铜等)。
拉深普通硬化金属,若工艺过程制订得正确,模具设计得合理,一般可不需要进行中间退火。而对于高度硬化的金属,一般在一、二次拉深工序之后,即需要进行中间退火。
不需要进行中间退火能完成的拉深次数见表2-4-79。
表2-4-79 无需中间退火所能完成的拉深工序次数

中间退火软化处理主要有两种:
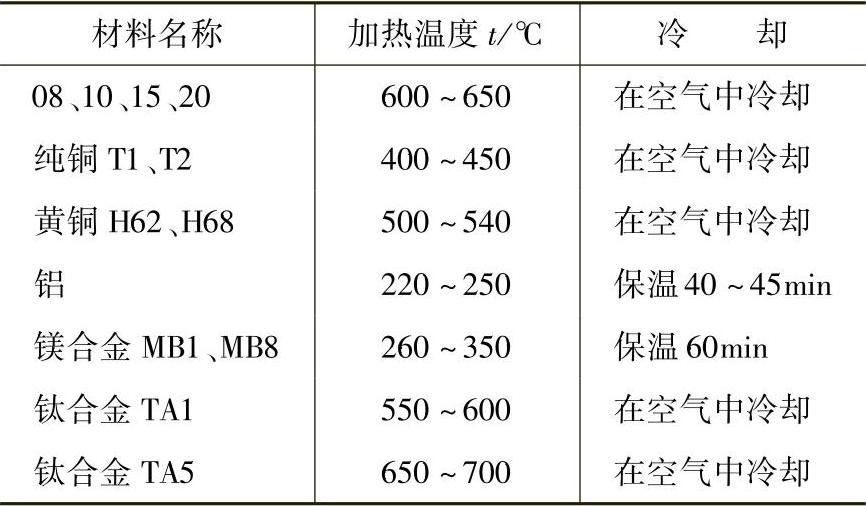
(1)低温退火(即再结晶退火)把金属加热至再结晶温度,然后在空气中冷却,以消除硬化,恢复塑性。这是一般常用的方法,各种材料的低温退火规范见表2-4-80。
表2-4-80 各种材料的低温退火(再结晶退火)规范
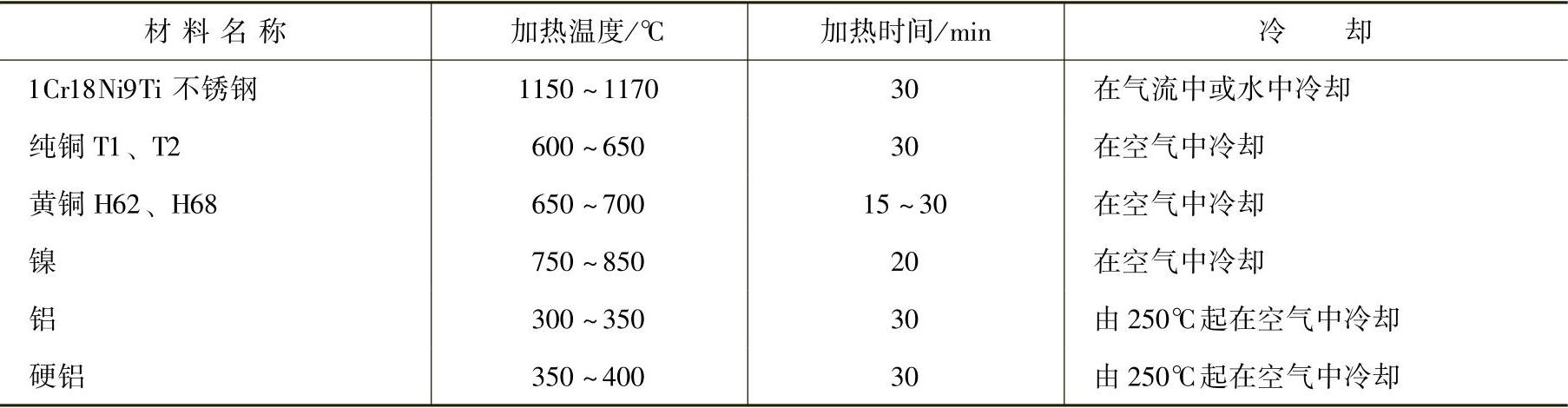
(2)高温退火 对某些材料或零件,若低温退火的结果还不够满意的话,可以采用高温退火。其办法是;把金属加热至高温(高于上临界点温度),以便产生完全再结晶。高温退火时,可能得到晶粒粗大的组织,影响零件的力学性能,但软化效果较好。
各种材料的高温退火规范见表2-4-81。
表2-4-81 各种材料的高温退火规范

(续)
3.酸洗
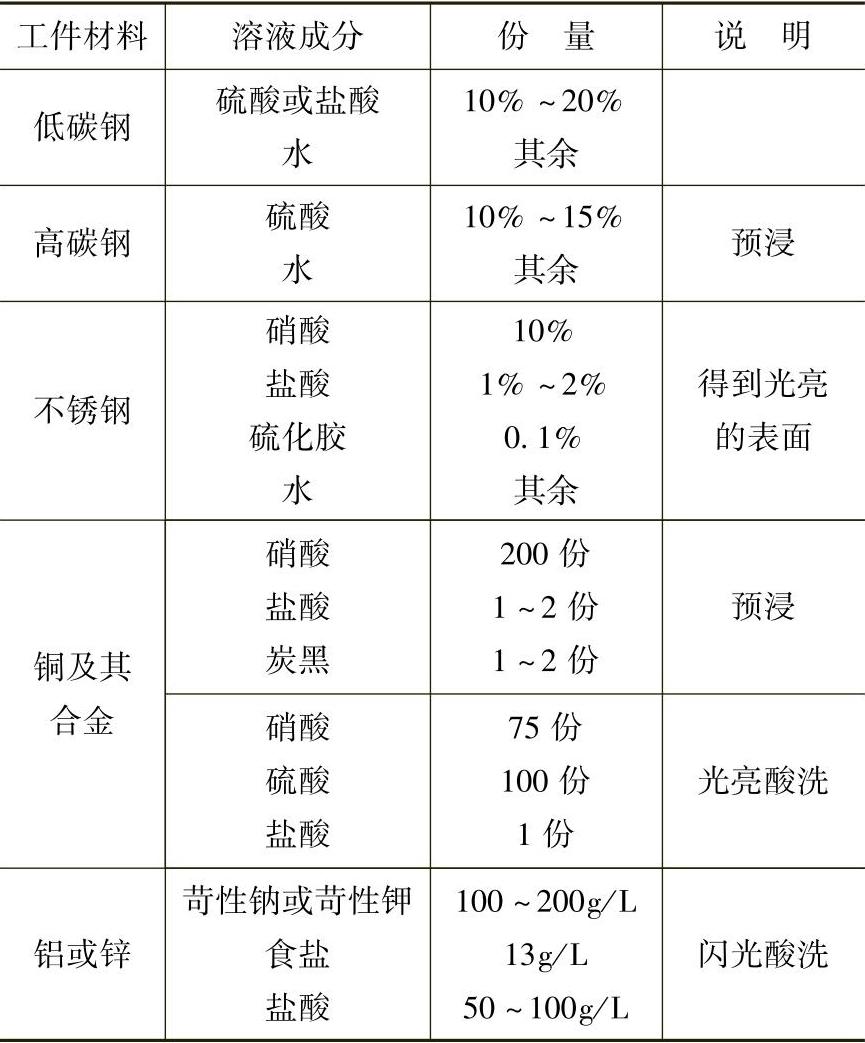
退火后的钢、铜等工件表面有氧化皮及其他污物,在继续加工时会增加对模具的磨损。一般应加以酸洗,即在加热的稀酸液中浸蚀后,在流动的冷水中漂洗,再在60~80℃的低浓度碱液中将残留的酸液中和,最后再在热水中洗涤,在烘房中烘干。各种材料酸洗液的成分见表2-4-82。
表2-4-82 酸洗溶液的成分
如果应用光亮退火,即在有中性或还原介质的电阻炉内退火,这样就不会产生氧化皮,故不需要进行酸洗。
退火、酸洗是延长生产周期和增加生产成本、产生环境污染的工序,应尽可能加以避免。如果降低每次拉深变形程度(即增大拉深系数),增加拉深次数,由于每次拉深后的危险断面是不断往上转移的,结果使拉裂的矛盾得以缓和,于是可以增加总的变形程度,减少或不需要中间退火工序。若能够通过增加拉深次数的办法以减少退火工序时,一般宁可增加拉深次数。若工序数在6~10次以上时,应该考虑能否使用连续拉深或者将拉深与冷挤压、变薄拉深等工艺结合起来,以避免退火工序。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。