



带料连续拉深总拉深系数的计算方法,与带凸缘的圆筒形件拉深系数的计算相同。
总拉深系数为:m总=d/D=m1m2…mn
式中 d——工件直径;
D——工件毛坯直径;
m1、m2、…、mn——各次拉深系数。
总的拉深系数可按表2-4-38选用。
无工艺切口的带料连续拉深,可以看成是宽凸缘件的拉深,由于相邻两个拉深件之间变形时相互牵制,材料在纵向流动比较困难,变形程度大就会拉破,因此,拉探系数要选得大一些。这种连续拉深一般用于拉深不太困难的,即有较大的相对厚度、较小的相对凸缘直径及有较小相对高度的制件。
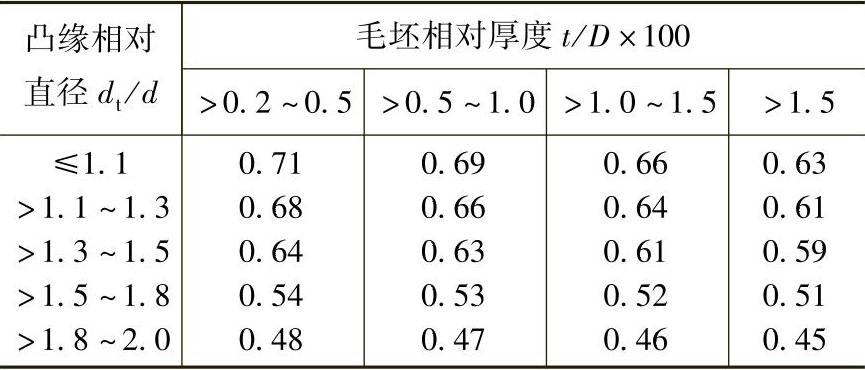
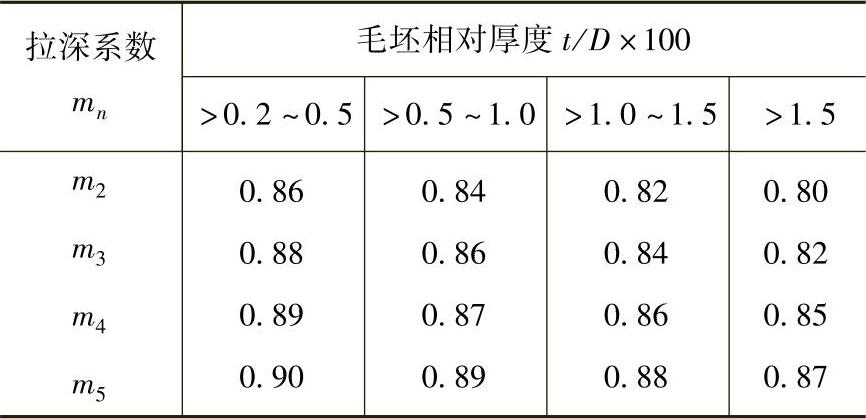
表2-4-39给出了无工艺切口连续拉深的第一次拉深系数m1,表2-4-40为最大相对高度 ,表2-4-41为以后各次的拉深系数。
,表2-4-41为以后各次的拉深系数。
表2-4-38 总拉深系数m总的极限值
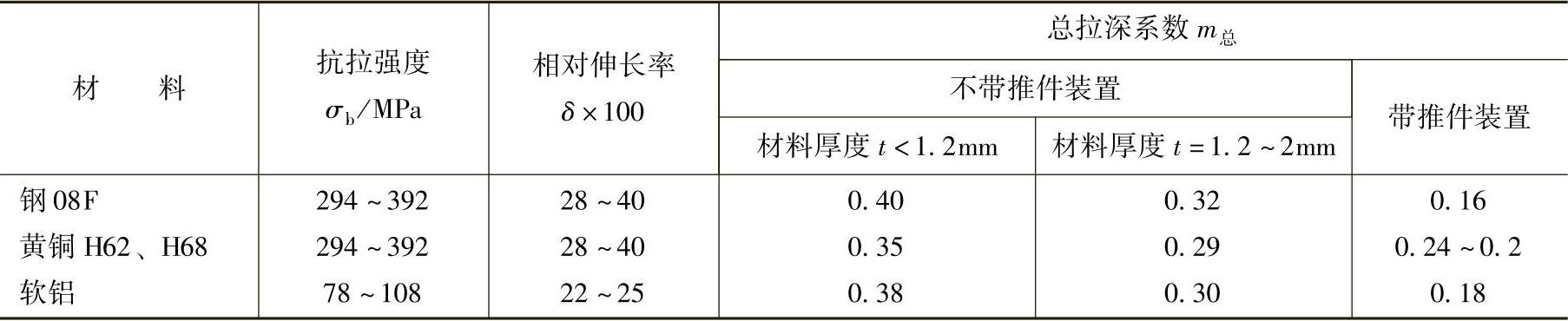
表2-4-39 无工艺切口的第一次拉深系数m1(材料08、10)
 (https://www.xing528.com)
(https://www.xing528.com)
表2-4-40 无工艺切口的第一次拉深的最大相对高度 (材料:08、10)
(材料:08、10)
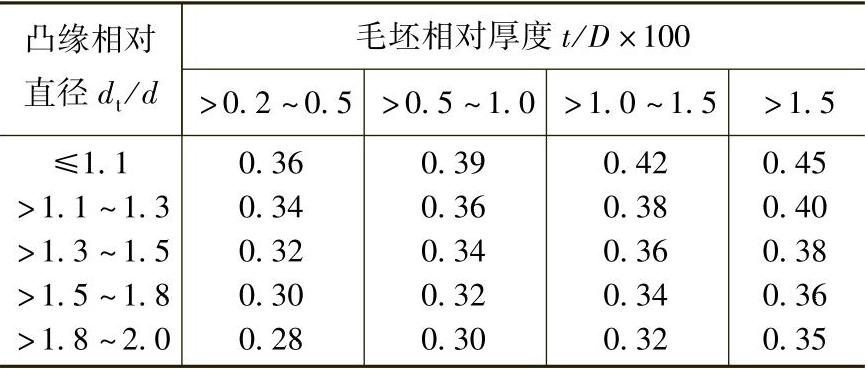
表2-4-41 无工艺切口的以后各次拉深系数mn(材料:08、10)
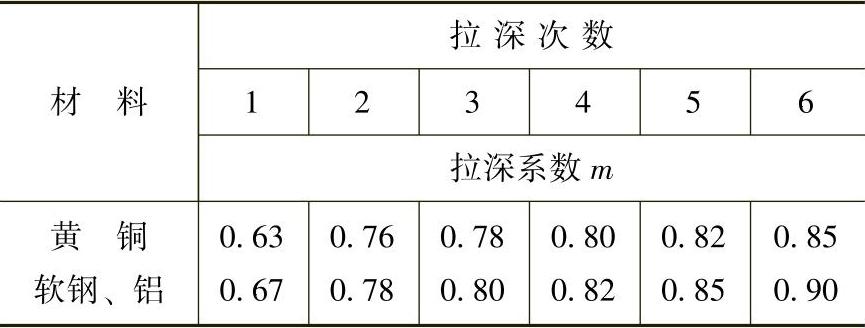
有工艺切口的带料连续拉深,是在两零件的相邻处切开,两零件间的相互影响和约束较小,与单个带凸缘零件拉深相似,但由于相邻两个拉深件间仍有部分材料相连,其变形比单个带凸缘零件的拉深要困难些,所以第一次拉深系数要大一些,见表2-4-42,其最大相对高度可参见表2-4-18。以后各次拉深系数可取带凸缘圆筒形件拉深的上限值,见表2-4-43、表2-4-44。
表2-4-42 有工艺切口的第一次拉深系数m1(材料:08、10)
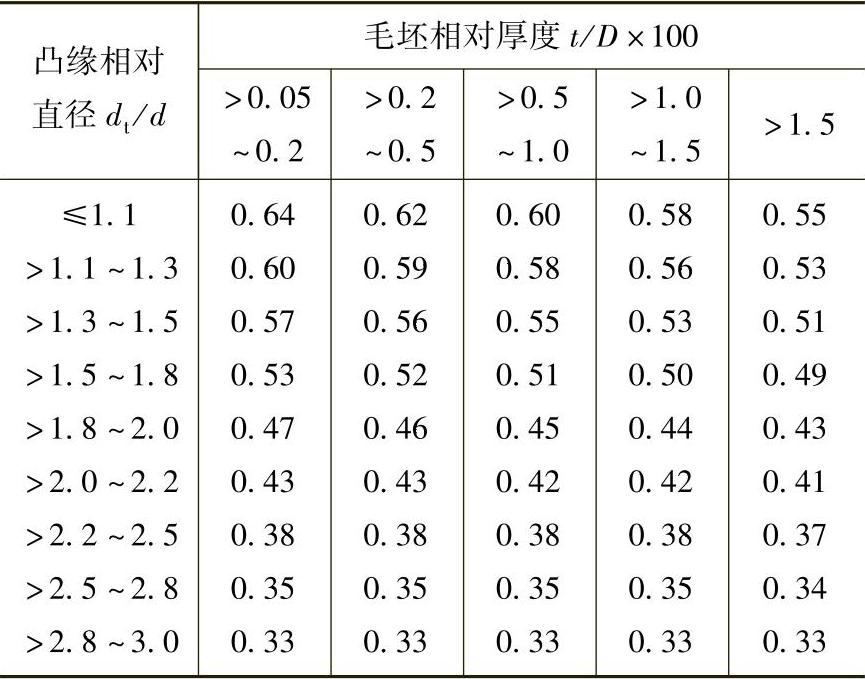
表2-4-43 有工艺切口的以后各次拉深系数mn(材料:08、10)
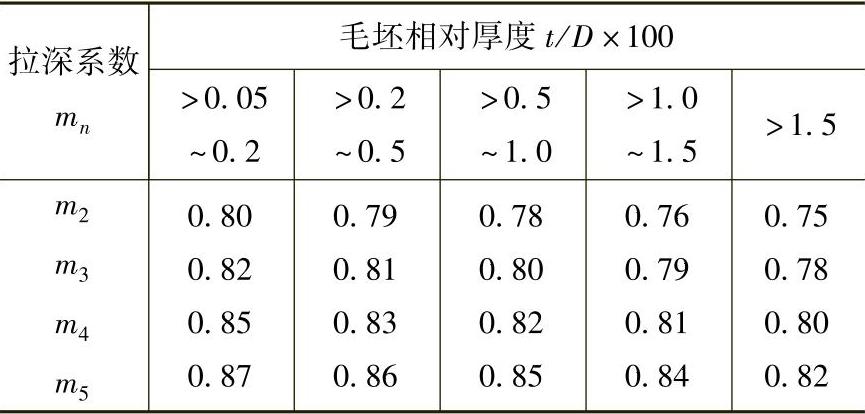
表2-4-44 有工艺切口的各次拉深系数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。