



矩形件拉深时,确定毛坯形状与尺寸的原则是在保证零件质量的前提下,尽可能节约原材料,有利于提高成形极限。由于变形区周边上应力应变分布不均匀,而且零件的几何参数、材料性能、模具结构等因素对这种不均匀变形的影响极为复杂,所以,现在不能精确计算出毛坯的形状和尺寸,使零件的口部非常整齐。另外,欲设计一种理想的毛坯形状适用于不同几何参数的矩形件也是不可能的。因此,只有对不同几何参数范围给出相应的较为合理的毛坯形状。
1.确定矩形件的修边量
矩形件拉深用毛坯计算高度可用下式表示:
H=H0+ΔH
式中 H0——矩形件的高度;
ΔH——矩形件修边余量。
无凸缘矩形件的修边余量可查表2-4-23。有凸缘矩形件的修边余量可参考表2-4-2。使用时,表中dt改为Bt,即矩形件短边凸缘宽度,d改为B,即矩形件短边宽度。
表2-4-23 无凸缘矩形件的修边余量

2.一次拉深矩形件的毛坯计算
(1)角部圆角半径较小的低矩形件 ——Ⅱa区这一区域的矩形件拉深过程中,只有微量的材料从矩形件的圆角处转移到侧壁上,几乎没有增补侧壁的高度。其毛坯尺寸的计算和作图顺序如下(图2-4-37):
——Ⅱa区这一区域的矩形件拉深过程中,只有微量的材料从矩形件的圆角处转移到侧壁上,几乎没有增补侧壁的高度。其毛坯尺寸的计算和作图顺序如下(图2-4-37):
1)计算直边部分展开长度L:
无凸缘时,L=H+0.57rp
有凸缘时,L=H+RF-0.43(rd+rp)
式中 H、RF包括修边余量。

图2-4-37 低矩形件的毛坯作图法
2)假设将矩形件四圆角拼成一个圆角,求圆筒展开半径:
无凸缘时,
若角部和底部的圆角半径相等即r=rp,则R=
有凸缘时,

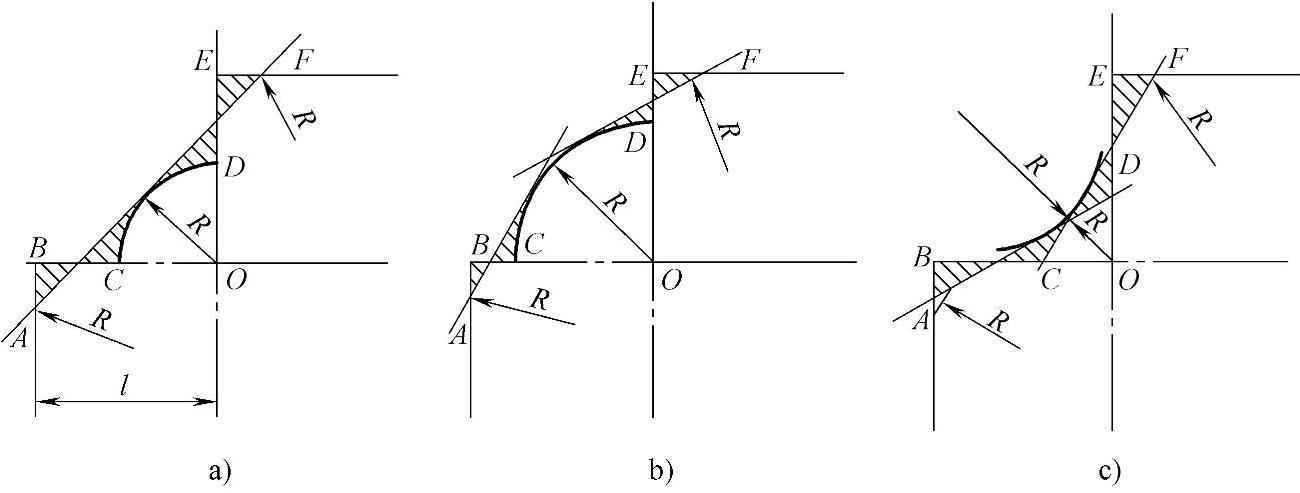
图2-4-38 Ⅱa区毛坯的角部形状
3)作出从圆角部分到直边部分呈阶梯形过渡的平面毛坯ABCDEF。
4)从BC、DE线段的中点向圆弧R作切线,用以R为半径的圆弧光滑连接直线及切线,此时,f1=f2,所得图形即毛坯外形。
根据矩形件几何尺寸的不同,Ⅱa区毛坯可有如图2-4-38所示的三种角部形状。
(2)角部圆角半径较大的低矩形件 ——图2-4-36Ⅱb区这时零件的角部圆角较大,拉深时从圆角处转移到侧壁处的金属增多,其毛坯尺寸的计算和作图应先按上述方法作出L、R(图2-4-39),然后按下述方法进行修正:
——图2-4-36Ⅱb区这时零件的角部圆角较大,拉深时从圆角处转移到侧壁处的金属增多,其毛坯尺寸的计算和作图应先按上述方法作出L、R(图2-4-39),然后按下述方法进行修正:
1)对圆角部分展开后的半径R修正为R1,R1=xR(x可查表2-4-24)。
2)对直边部分展开后的长度L减去ha和hb。

y值可查表2-4-24。
3)毛坯尺寸修正后,再用半径为Ra和Rb的圆弧连成光滑的外形,即得所求之毛坯形状和尺寸。
(3)角部具有大圆角半径的较高矩形件 ——图2-4-36Ⅱc区 这种方法适合于IIc区域的相对高度H/B和相对半径r/B均较大的一次或多次拉深的矩形件。这类零件有大量材料从圆角转移到侧壁,使侧壁高度显著增加。其毛坯形状接近于圆形(对方形件)或椭圆形(对矩形件),而不需用几何作图法。毛坯尺寸的计算根据矩形件的表面积与毛坯面积相等的原则进行。
——图2-4-36Ⅱc区 这种方法适合于IIc区域的相对高度H/B和相对半径r/B均较大的一次或多次拉深的矩形件。这类零件有大量材料从圆角转移到侧壁,使侧壁高度显著增加。其毛坯形状接近于圆形(对方形件)或椭圆形(对矩形件),而不需用几何作图法。毛坯尺寸的计算根据矩形件的表面积与毛坯面积相等的原则进行。
1)对图2-4-40a所示的方形件,毛坯直径计算如下:(https://www.xing528.com)
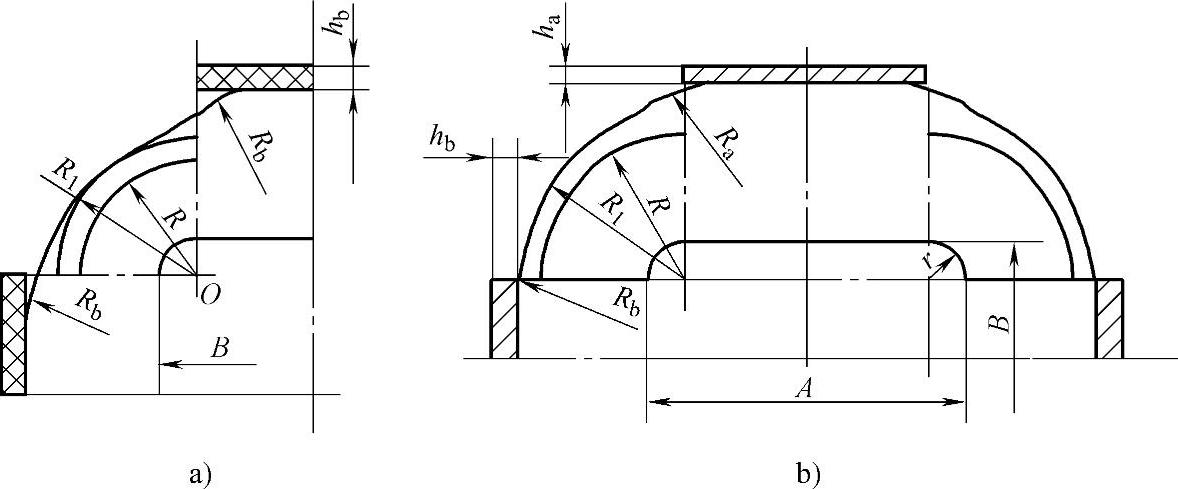
图2-4-39 角部圆角半径较大的低矩形件的毛坯作图法
表2-4-24 矩形件毛坯尺寸计算用系数


图2-4-40 角部圆角半径大的低矩形件的毛坯形状和尺寸

当角部和底部的圆角半径相等,即r=rp时:
2)对图2-4-40b所示的尺寸为A×B的矩形件,可看做为两个宽度为B的半正方形和中间为A-B的直边所组成。此时,毛坯形状是由两个半径为Rb的半圆弧和两个平行边所组成的长圆形。
其中,毛坯的长度为
L=D+A-B
式中 D——尺寸为B×B的假想方形盒的毛坯直径。
长圆形毛坯的宽度K为

大多数情况下,K<L毛坯为长圆形,长圆形短边方向的毛坯圆弧半径为R=0.5K,此圆弧分别相切于Rb的圆弧及两长边展开直线,连成光滑的曲线。
3.多次拉深矩形件的毛坯计算
多次拉深区可分为Ⅰa和Ⅰc两个区域(图2-4-36),其划分是根据毛坯形状及其确定方法的特点而进行的,Ⅰb是Ⅰa和Ⅰc之间的过渡区域,其毛坯求作方法可用Ⅰa或Ⅰc区,视具体情况而定。
(1)角部具有小圆角半径的较高矩形件(H/B≤0.7~0.8)——Ⅰc区 这一区域相对高度虽不大,但由于相对圆角半径较小,若一次拉深,会因局部变形大而使底部破裂,故需两次拉深。第二次拉深近似整形,主要是用来减小角部和底部圆角,外形基本不变,因此求毛坯尺寸的方法与Ⅱa相同(图2-4-37)。
由于制件圆角部分要两次拉深,同时材料会向侧壁流动,所以可将展开圆角半径R加大10%~20%。

两次拉深的相互关系(图2-4-41)应符合下述要求:
1)两次拉深的角部圆角半径中心不同。
2)第二次拉深可不用压边圈,故工序间的壁间距s和角间距x不宜太大,可采用:
s=(4~5)tx≤0.4s=0.5~2.5mm
3)第二次拉深高度的增量:
ΔH=s-0.43(rp1-rp2)
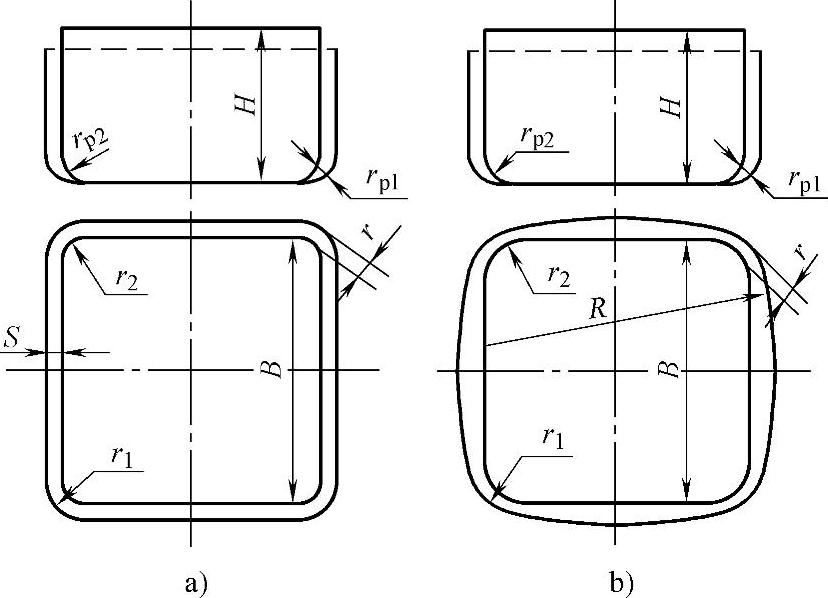
图2-4-41 角部半径进行整形的方形件的拉深
(2)高矩形件(H/B≤0.7~0.8)——Ⅰc区 这一区域的毛坯尺寸计算方法与Ⅱc区相同,即按制件表面积和毛坯表面积相等的原则进行,毛坯外形为窄边由半径Rb、宽边由半径Ra所构成的椭圆形(图2-4-42a)或由半径为R=0.5K的两个半圆和两条平行边所构成的长圆形(图2-4-42b)。

图2-4-42 矩形件多工序拉深的毛坯形状
L和K可根据公式L=D+A-B和K= 进行计算。
进行计算。
有时为了工艺上的需要,采用椭圆形毛坯,椭圆长边上的圆弧半径Ra为

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。