



阶梯圆筒形件的拉深原理、变形特点基本上与圆筒形件的拉深相同,但由于各个阶梯尺寸上的变化及这类制件的多样性、复杂性,拉深次数和拉深方法的确定不尽相同。
1)当材料的相对厚度较大,而阶梯之间直径差值小,高度不大,阶梯仅2~3个时,一般可一次拉成。
2)高度较大,阶梯较多时,可用下列公式计算假想拉深系数my:

式中 D——毛坯直径;
d1、d2、…、dn——由大到小阶梯直径;
h1、h2、…、hn——各级阶梯高度。
计算结果与同样大的毛坯拉成圆筒形件第一次拉深系数极限值进行比较,若my>[m1],可以一次拉出,否则要采用两次或多次拉出。
3)对于多次拉深的阶梯形件,当每相邻两个阶梯直径比 均大于相应无凸缘圆筒形件的极限拉深系数时,其拉深顺序为由大阶梯到小阶梯依次拉出,在每次拉深工序中形成一个阶梯,拉深次数则等于阶梯数目(图2-4-13)。
均大于相应无凸缘圆筒形件的极限拉深系数时,其拉深顺序为由大阶梯到小阶梯依次拉出,在每次拉深工序中形成一个阶梯,拉深次数则等于阶梯数目(图2-4-13)。
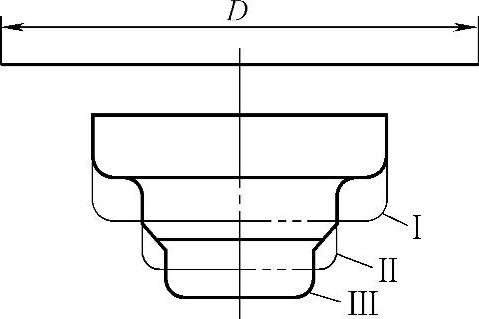
图2-4-13 由大阶梯到小阶梯的拉深顺序
4)当某相邻两阶梯直径之比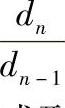 小于相应圆筒形件的极限拉深系数,在这个阶梯成形时,应由直径dn-1拉深到直径dn,按有凸缘圆筒形件的拉深方法进行,从小阶梯拉到大阶梯。如图2-4-14所示零件,d2/d1小于相应的极限拉深系数,则应先拉出d2,再用工序Ⅴ拉出d1。
小于相应圆筒形件的极限拉深系数,在这个阶梯成形时,应由直径dn-1拉深到直径dn,按有凸缘圆筒形件的拉深方法进行,从小阶梯拉到大阶梯。如图2-4-14所示零件,d2/d1小于相应的极限拉深系数,则应先拉出d2,再用工序Ⅴ拉出d1。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-4-14 由小阶梯到大阶梯的拉深顺序
5)大、小直径差值大,阶梯部分带锥形的制件,先拉出大直径,然后在拉深小直径的过程中拉出侧壁锥形,最后再整形(图2-4-15)。
大、小直径差值大,阶梯部分带曲面锥形的制件,可首先将大直径部分拉出来头部的R与图样尺寸相近,然后再拉成小直径(图2-4-16a),或者先将大直径按图样拉出,再经多次拉深成与内锥相近的阶梯形状,最后进行整形,以达到图样要求的形状和尺寸(图2-4-16b)。
6)大、小直径差值大,不能一次拉出阶梯较浅的制件,可先拉成球面形状(图2-4-17a)或大圆角的圆筒形件(图2-4-17b),再用校形工序得到所需形状和尺寸。
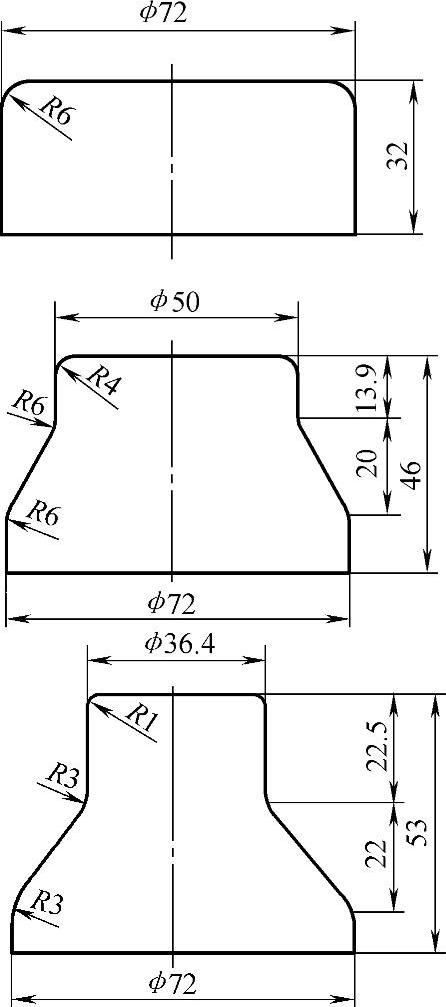
图2-4-15 阶梯部分带锥形制件的拉深
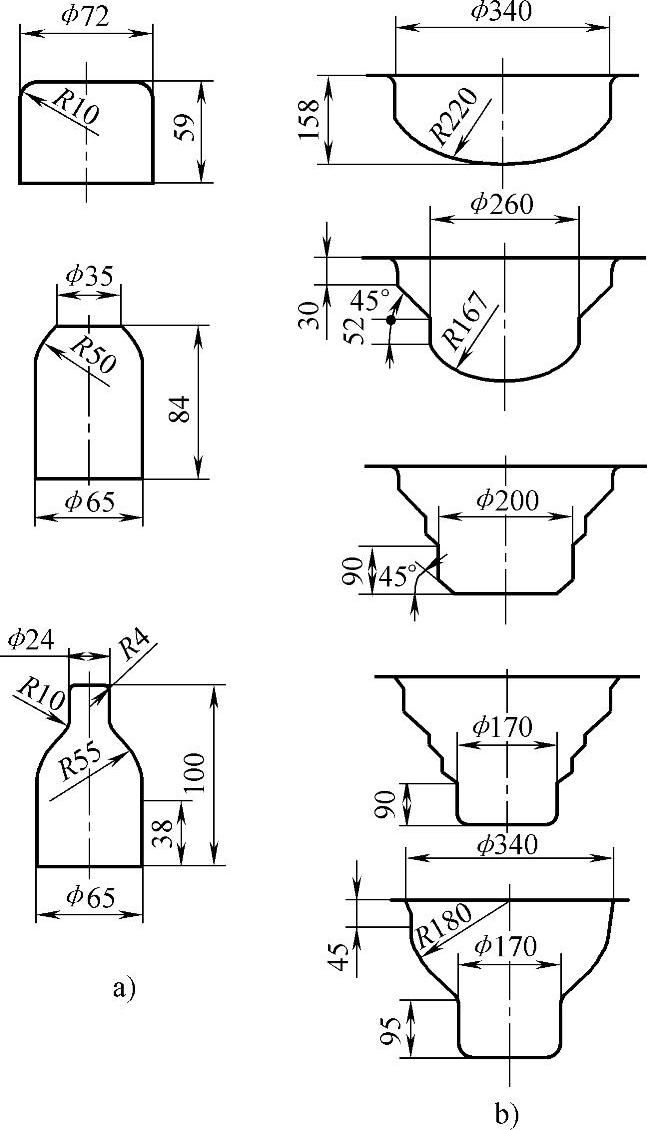
图2-4-16 阶梯部分带曲面制件的拉深
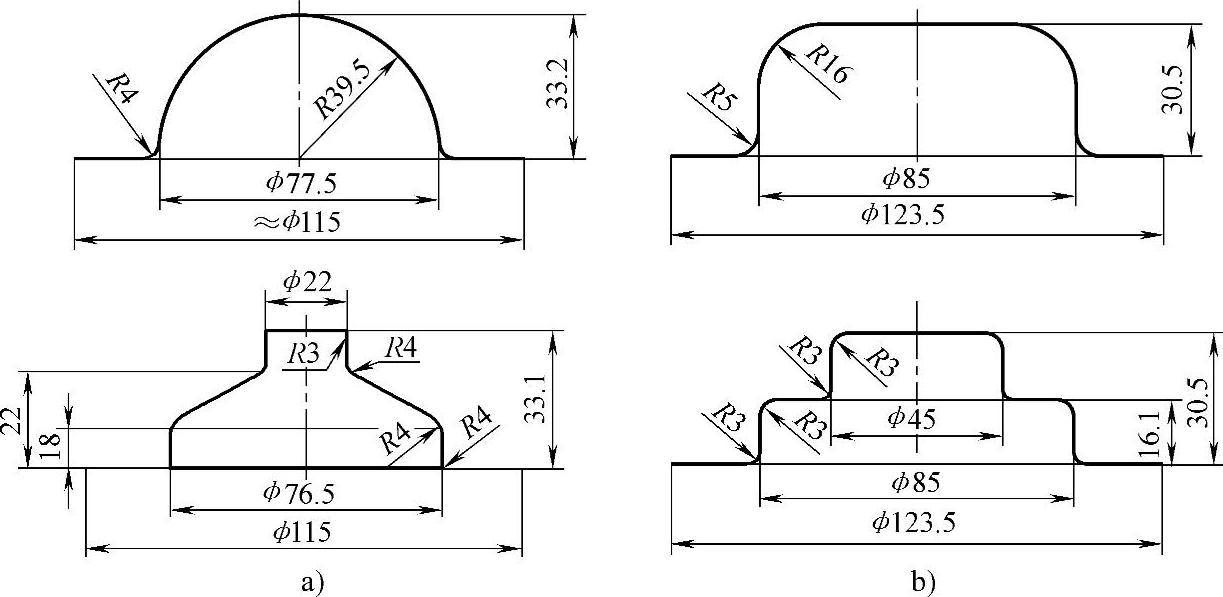
图2-4-17 浅阶梯形拉深件的成形方法
a)D=128mm,t=0.8mm 08钢b)t=1.5mm,低碳钢
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。