



为了选用压力机吨位,需要进行弯曲力的计算。由于弯曲力受材料力学性能、材料宽度、零件形状、弯曲方法、模具结构、模具工作表面质量等多种因素的影响,对于自由弯曲,弯曲力与材料的宽度成正比,与厚度的平方成正比。而增大凹模圆角半径及增大凹模开距则能减少弯曲力。模具间隙和模具工作表面质量也影响弯曲力的变化。必须指出,在一般机械压力机上,校正力与校模深浅(即压力机闭合高度的调整)和冲件材料厚度的变化有很大的关系。校模深浅和冲件厚度的微小变化会大量改变校正力的数值。因此如果从理论上来计算不但复杂,也不一定准确,生产中一般按经验公式进行计算,以此来作为设计工艺过程和选择设备的依据。
(1)自由弯曲的弯曲力 在弯曲的最后阶段,制件与凸模、凹模相互吻合后不再受到冲击作用,不发生对工件圆角及直边的校正,则为自由弯曲。
对于V形件弯曲
对于U形件弯曲
对于 形件弯曲
形件弯曲
Fz=2.4Btσbac
式中 Fz——材料在冲压行程结束时的自由弯曲力(N);
B——弯曲件的宽度(mm);
t——弯曲件的料厚(mm);
σb——材料的抗拉强度(MPa);
r——弯曲件的内弯曲半径(mm);
K——安全系数,一般取K=1.3;
a——系数,其值见表2-3-23;
c——系数,其值见表2-3-24。
表2-3-23 系数a值
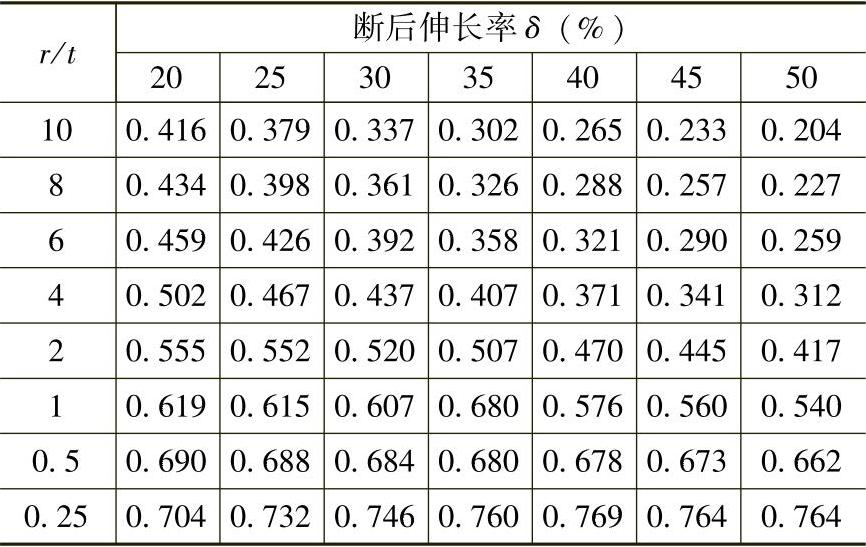
表2-3-24 系数c值
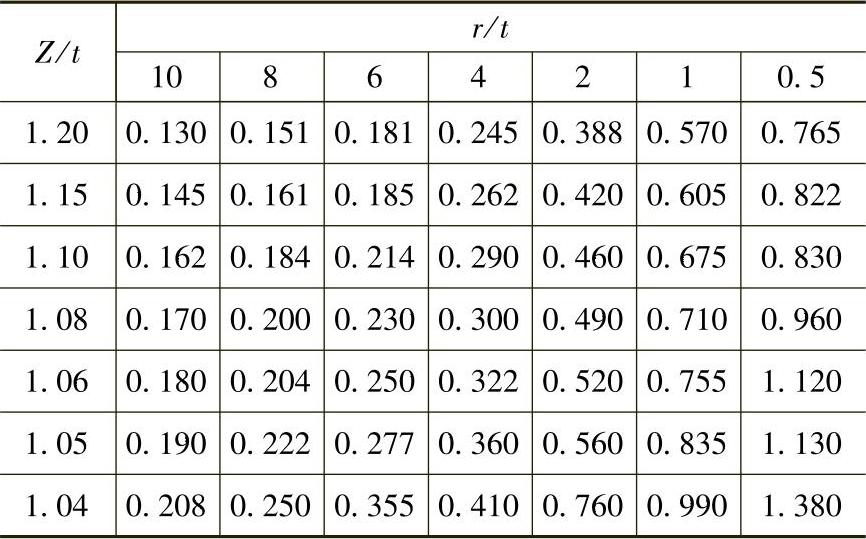
注:Z为凸、凹模间隙,一般有色金属Z/t介于1.0~1.1之间,黑色金属Z/t介于1.05~1.15之间。
根据R/t比值、冲件断面积Bt及材料抗拉强度σb,也可从图2-3-18(V形弯曲件)或图2-3-19(U形弯曲件)中直接读出自由弯曲力。
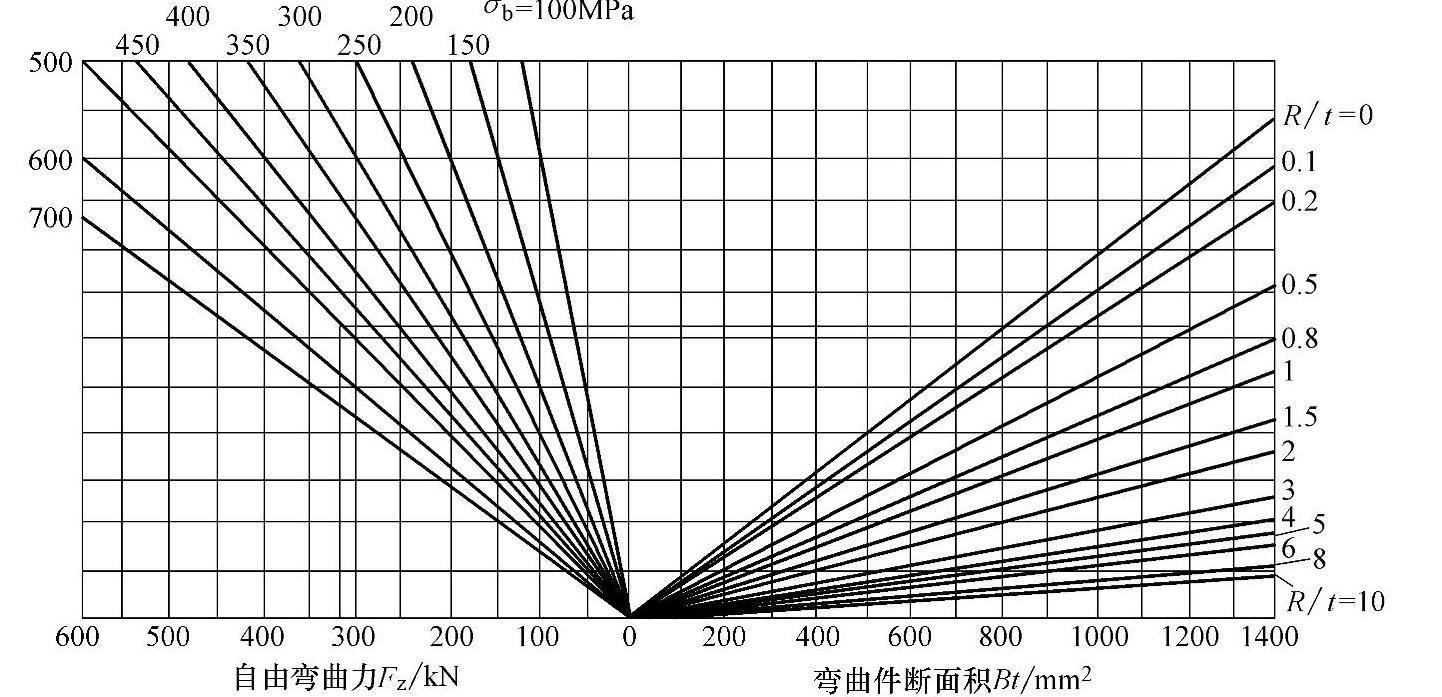
图2-3-18 V形弯曲件自由弯曲力图表(https://www.xing528.com)
本图断面积Bt和弯曲力Fz可按相同比例使用。例如R/t=0.5,σb=500MPa,Bt=120mm2的弯曲件可按Bt=1200(放大10倍)mm2求Fz,将读数(320kN)除以10得Fz=32kN。
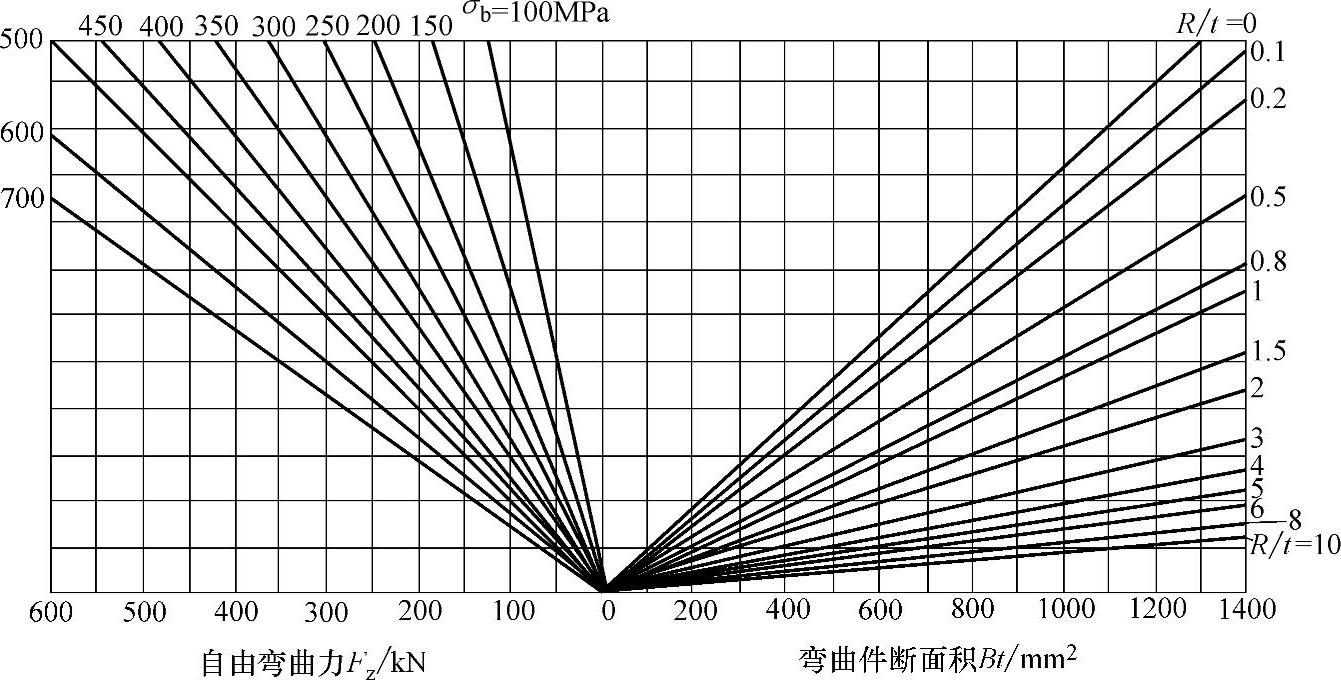
图2-3-19 U形弯曲件自由弯曲力图表
本图Bt和Fz也可按相同比例使用,参阅图2-3-18的说明。
(2)校正弯曲力 弯曲的终了阶段,制件与凸、凹模接触后还受到冲击,对弯曲件的圆角及直边进行校正,称为校正弯曲。
Fj=Aq
式中 Fj——校正弯曲力(N);
A——工件校正部分的投影面积(mm2);
q——单位校正力,其值见表2-3-25。
表2-3-25 单位校正力q值
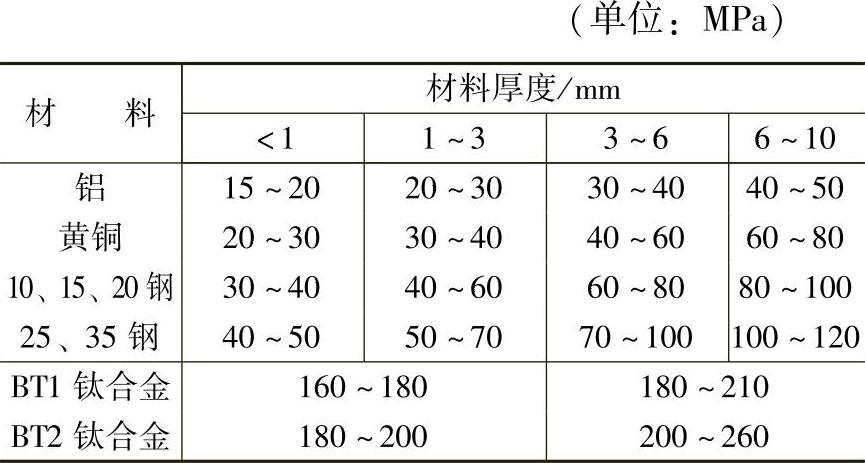
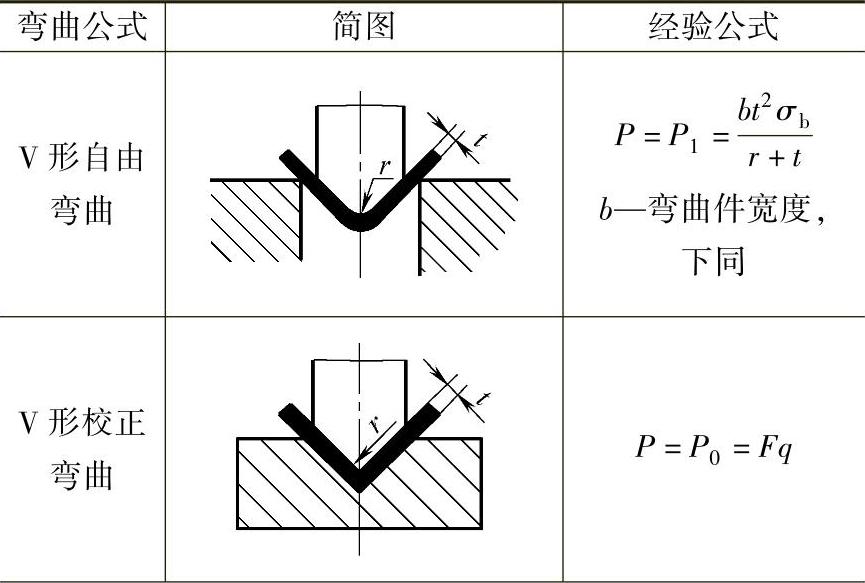
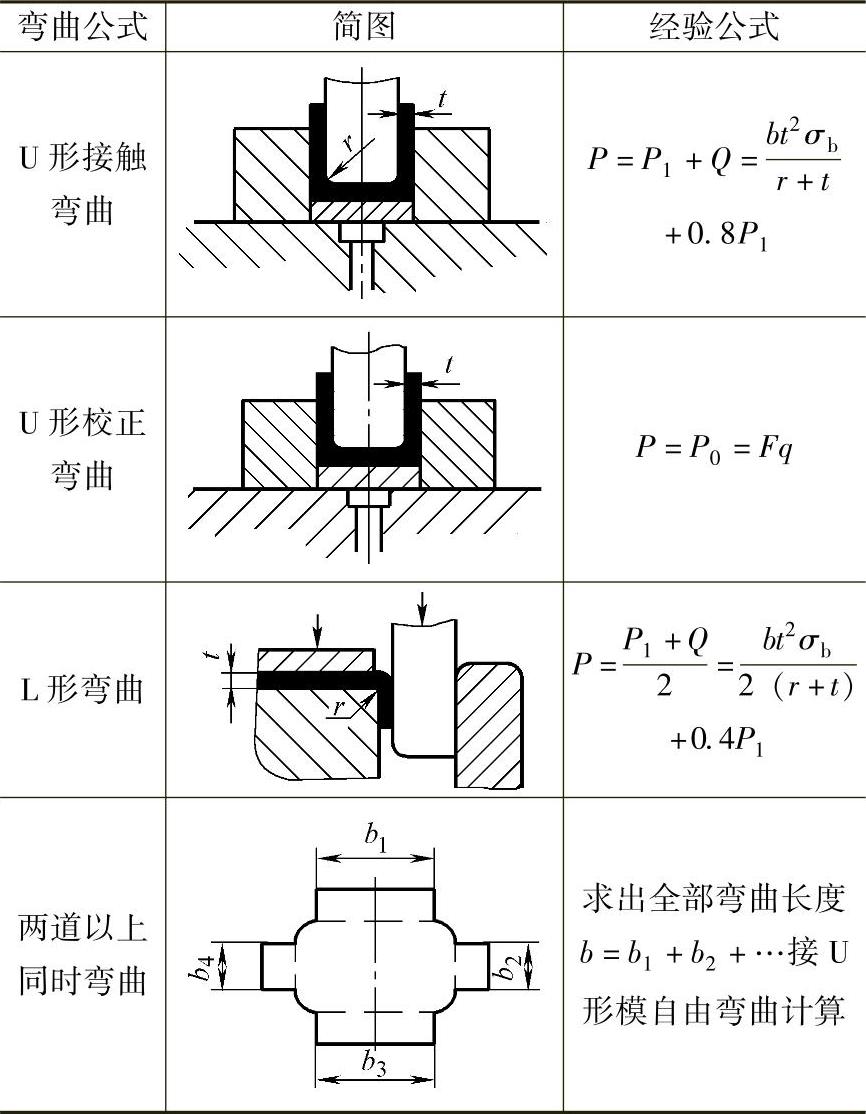
表2-3-26列出了几种形式弯曲的弯曲力计算经验公式,供查阅。
表2-3-26 求弯曲力的经验公式
(续)
(3)顶件力或压料力 对于设有顶件装置或压料装置的弯曲模,其顶件力或压料力Q可近似取弯曲力的30%~80%,即
Q=(0.3~0.8)Fj
(4)弯曲时压力机吨位的确定 对于有压料的自由弯曲:
F≥Fz+Q
对于校正弯曲,由于校正力与自由弯曲力不是同时存在,且校正力比自由弯曲力、压料力或顶件力大得多,所以仅以校正弯曲力作为选择设备的依据,即F≥Fj。
需要指出的是,在一般的机械压力机上,校正力的大小和校模深度(即压力机闭合高度的调整)及制件材料厚度的变化有很大关系,它们的微小变化会大量改变校正力的数值,表2-3-25所列数据仅供参考。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。