



弯曲过程中,中性层并不都在板料厚度的中间,随变形程度的大小而有所不同。从理论上分析,中性层的位置可由弯曲前后材料体积相等的条件来决定。实际生产中,因弯曲变薄规律比较复杂,弯曲区内变化也不是均匀一致的。
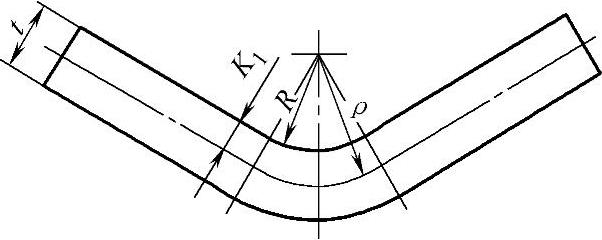
图2-3-11 中性层位置
对宽板弯曲,设应变中性层曲率半径为ρ,由弯曲前后体积不变条件可以推出(图2-3-11):
ρ=R+xt
式中 ρ——应变中性层曲率半径(mm);
R——弯曲件内半径(mm);
x——中性层位移系数,其值可由表2-3-9查
得;
t——材料厚度(mm)。
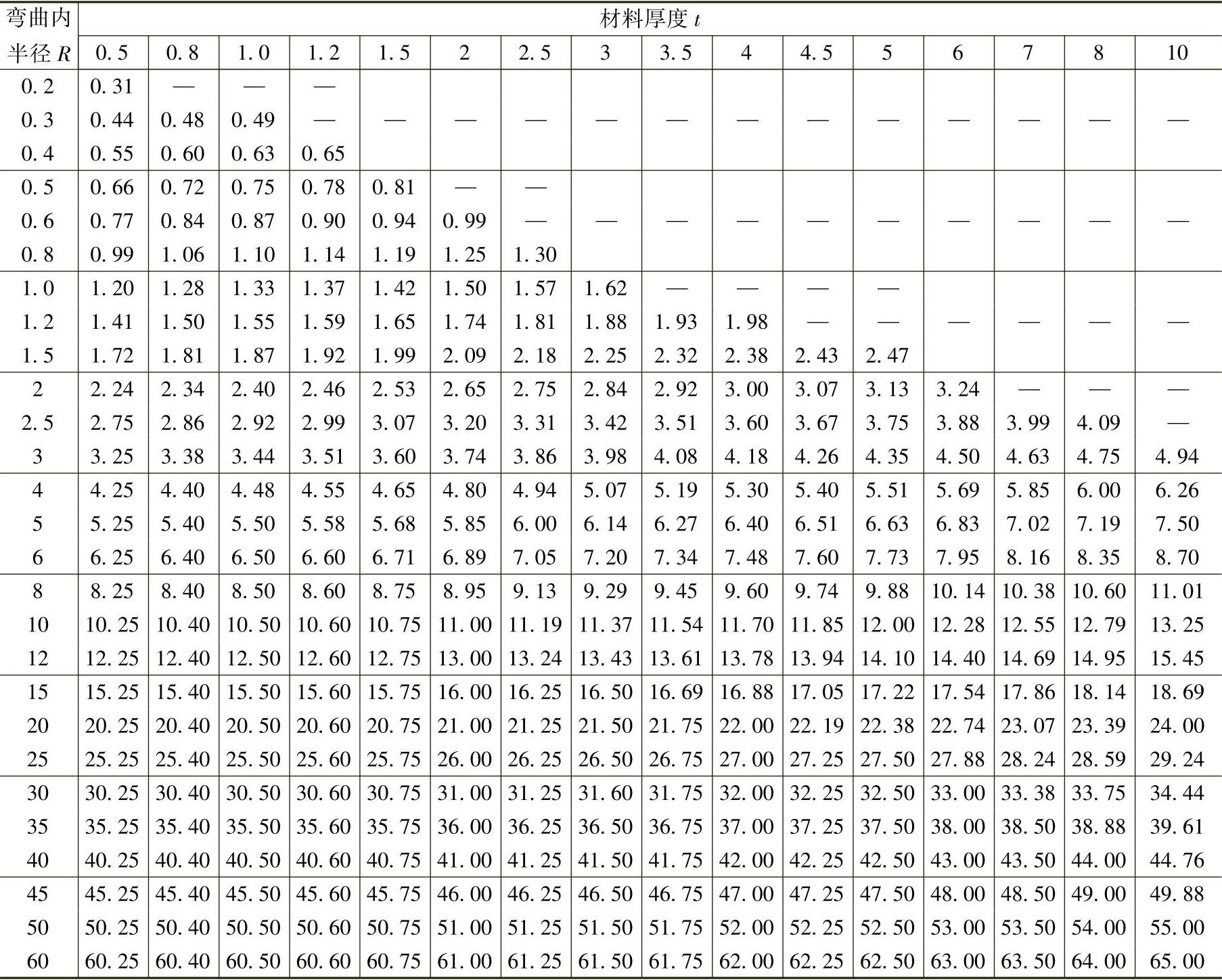
表2-3-9根据常见的弯曲内半径R和材料厚度t,并列了R/t的分数和小数值,以便于应用。中性层半径ρ也可从表2-3-10直接查得。
表2-3-9 中性层位置系数x
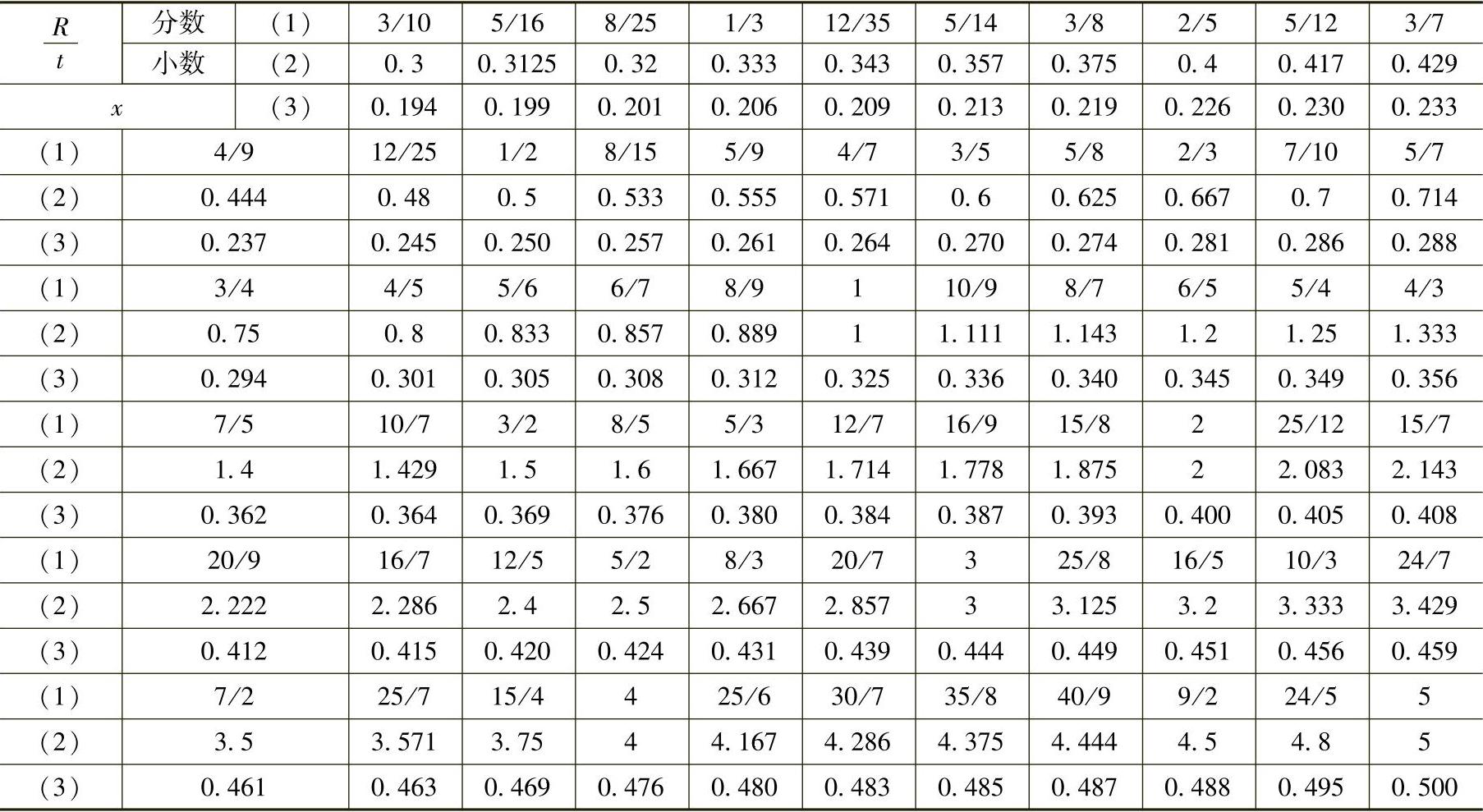
表2-3-10 中性层半径ρ值 (单位:mm)(https://www.xing528.com)
由于材料性能差异、材料厚度偏差、弯曲角的大小、弯曲方式以及模具结构的影响,即使处于同一r/t的比值,系数x也不是一个定值,因此对于精度要求高的弯曲零件,最后还得通过试弯求得其精确的展开尺寸。
铰链类的工件(图2-3-12)弯曲时,常用推卷的方法成形。这时材料同时受到挤压和弯曲作用而变厚,因此中性层位移系数x1≥0.5,具体数值见表2-3-11。
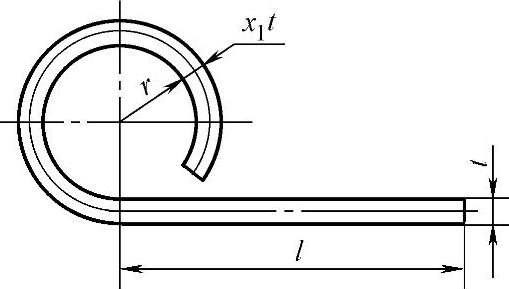
图2-3-12 铰链弯曲件
表2-3-11 卷边时中性层位移系数x1值
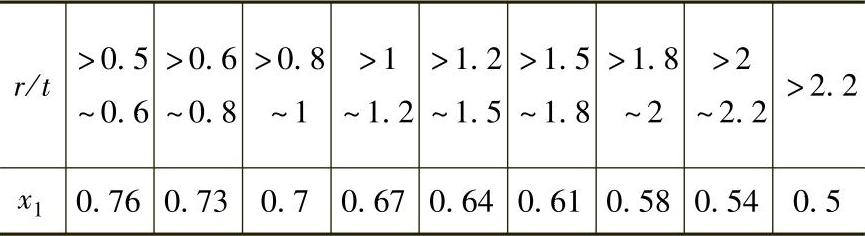
圆杆形件进行弯曲时(图2-3-13),当弯曲半径r等于或大于材料直径d的1.5倍时,断面几乎没有变化,中性层系数x值近似于0.5;若r<1.5d时,弯曲后断面发生畸变,中性层外移,中性层位移系数见表2-3-12。
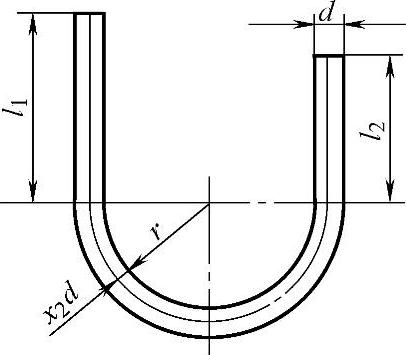
图2-3-13 圆杆弯曲件
表2-3-12 圆杆料弯曲时中性层位移系数x2值

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。