



板料的塑性弯曲总是伴有弹性变形,制件卸载后弹性变形部分会立即恢复,使工件的角度和圆角半径发生变化,而与模具的相应形状尺寸不一致的现象,称为弯曲件的回弹(又称弹复),如图2-3-5所示。回弹将直接影响弯曲件的质量,通常用角度的回弹值和弯曲半径的回弹值来衡量。其回弹角为
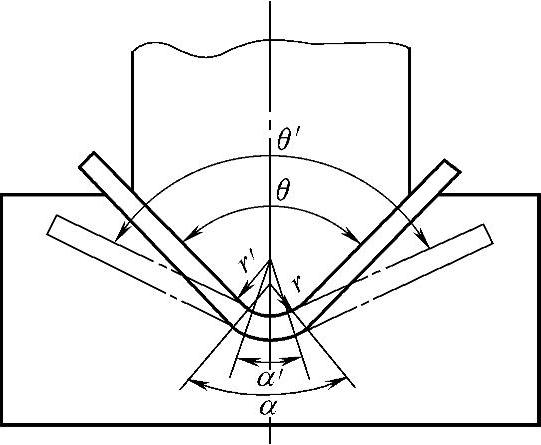
图2-3-5 板料的弯曲回弹
Δα=α-α′或Δθ=θ′-θ
式中 α——卸载前弯曲中心角;
α′——卸载后弯曲中心角;
θ′——弯曲后制件的实际角度;
θ——弯曲模具的角度。
在弯曲半径较大时(r≥10t),不仅回弹角相当大,而且圆角半径也有较大的变化,称为回弹半径,即
Δr=r′-r
式中 r′——弯曲后制件的实际半径;
r——弯曲模具的圆角半径。
影响回弹的因素很多,有材料的力学性能、板材的厚度、弯曲件形状复杂程度、工件的相对弯曲半径r/t、弯曲方式、弯曲时校正力的大小、模具间隙等。在设计、制造弯曲模时,如果能够准确地掌握弯曲件的回弹,就能在模具的工作部分及模具的结构上采取措施,但由于影响因素多,要在理论上用精确的计算方法得出回弹值的大小是有困难的。在生产中,一般是根据试验总结的数据表格或图表来选用,经试冲后再对模具工作部分加以修正。
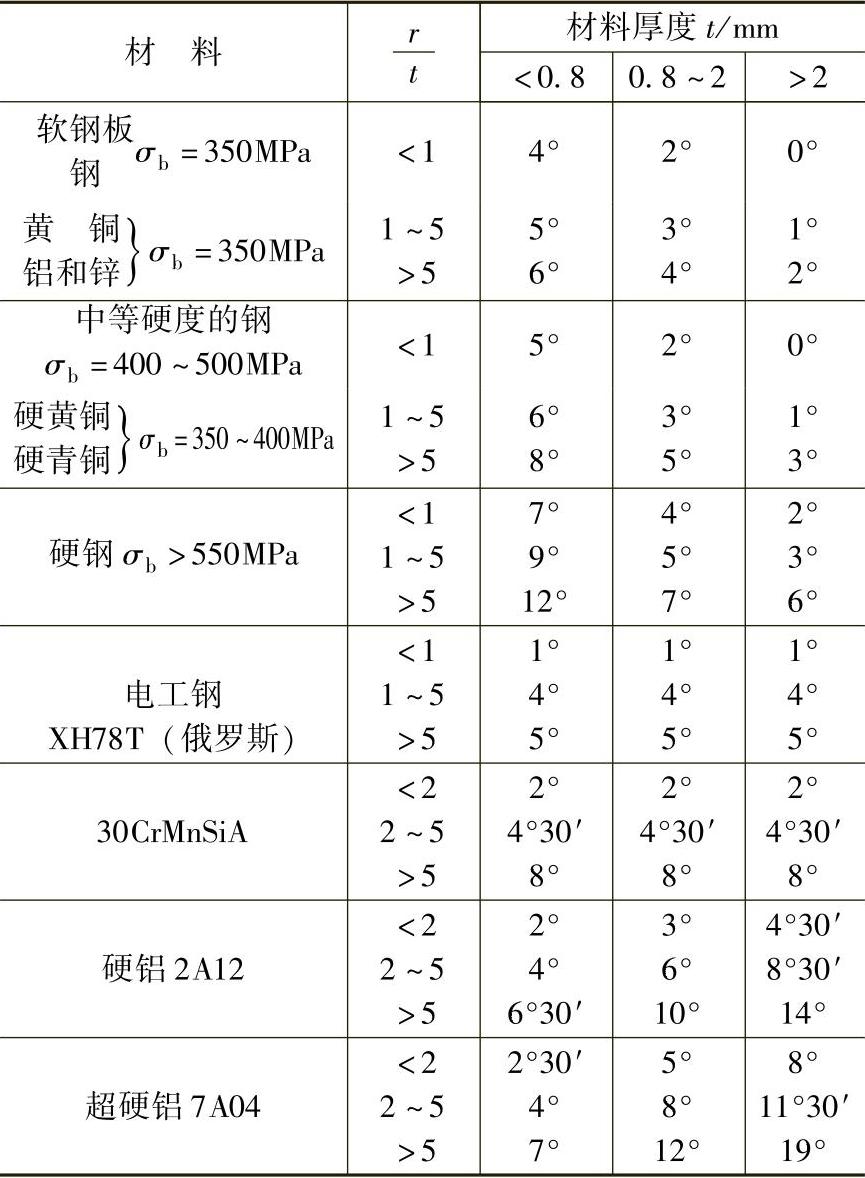
当r/t<5~8时,弯曲半径的变化不大,可只考虑角度的回弹。表2-3-6是自由弯曲V形件,弯曲角为90°时材料的回弹角。当制件的弯曲角中心α不是90°时,其回弹角Δα′应作如下修正:
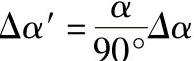
式中 Δα′——弯曲中心角为α时的回弹角;
α——弯曲件中心角;
Δα——弯曲中心角为90°时的回弹角(°),可查表2-3-6。
表2-3-6 单角自由弯曲90°时的回弹角
当弯曲件进行校正弯曲时,回弹角Δα′还要作如下修正:
Δα′=KΔα
式中 K——修正系数,其值分别为:
r/t=3 K=0.4~0.7
r/t=5 K=0.3~0.4
r/t=10 K=0.15~0.2
r/t=15 K=0.05~0.1
r/t=20 K=0~0.05
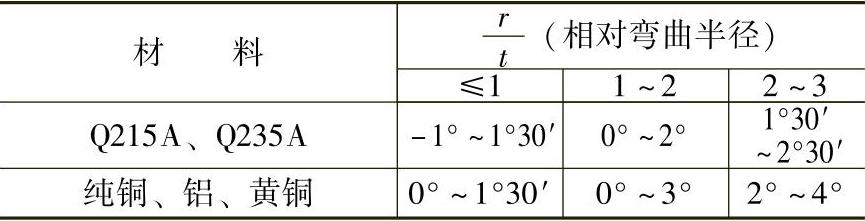
表2-3-7所列为部分材料单角90°校正弯曲时回弹角的工厂数据。(https://www.xing528.com)
表2-3-7 单角90°校正弯曲时的回弹角
V形件校正弯曲的回弹角还可分别据图2-3-6~图2-3-9选取。
对于U形件的弯曲,回弹角还与凸模和凹模的间隙C成正比。回弹角数值可按表2-3-8选取。
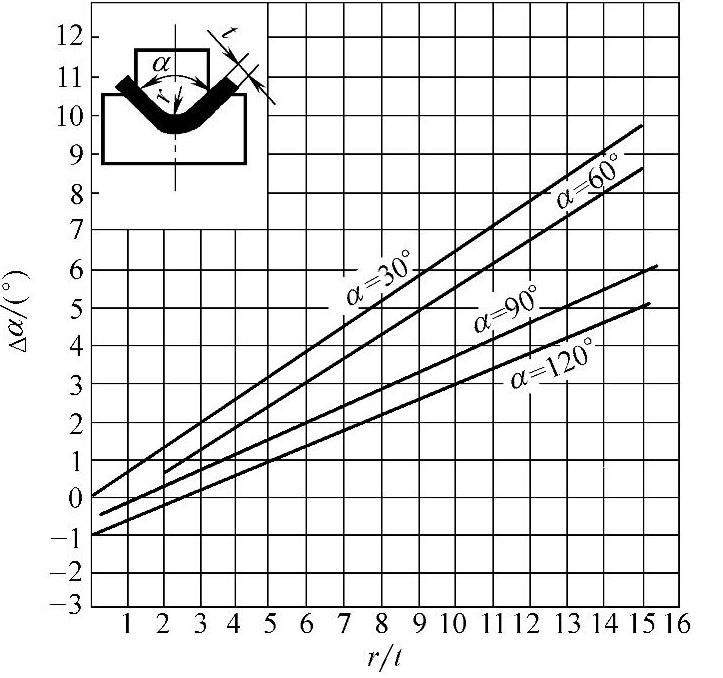
图2-3-6 08、10及Q195钢V形弯曲时的回弹角
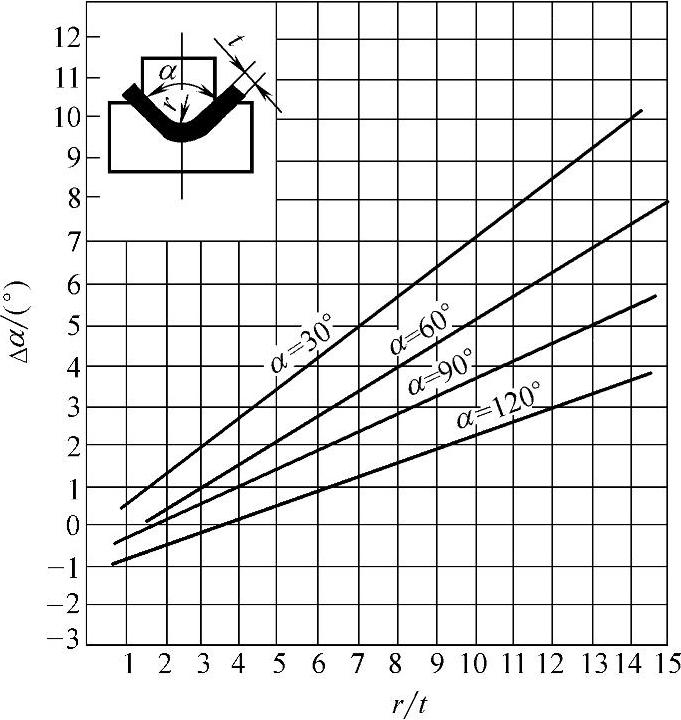
图2-3-7 15、20及Q215-A、Q235-A钢V形弯曲时的回弹角
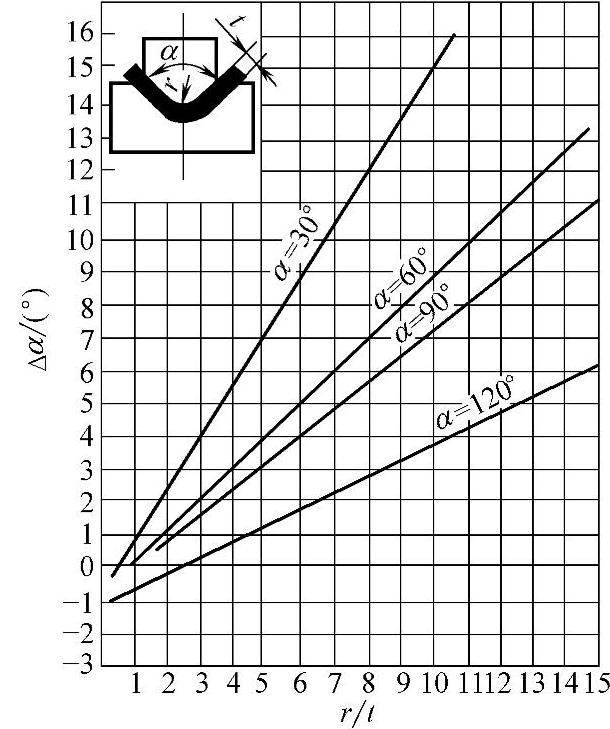
图2-3-8 25、30及Q255-A钢V形弯曲时的回弹角
表2-3-8 U形件弯曲时的回弹角
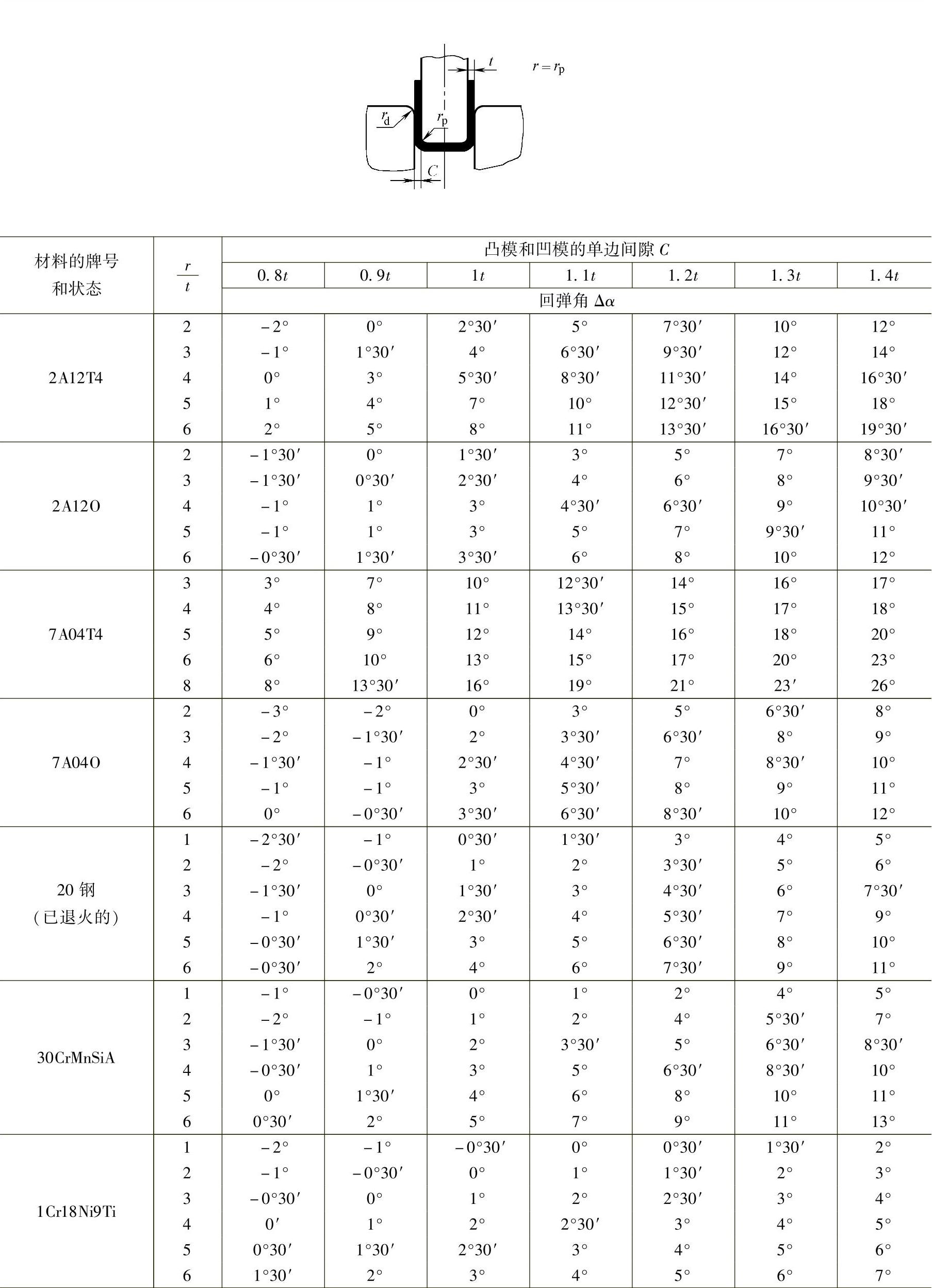
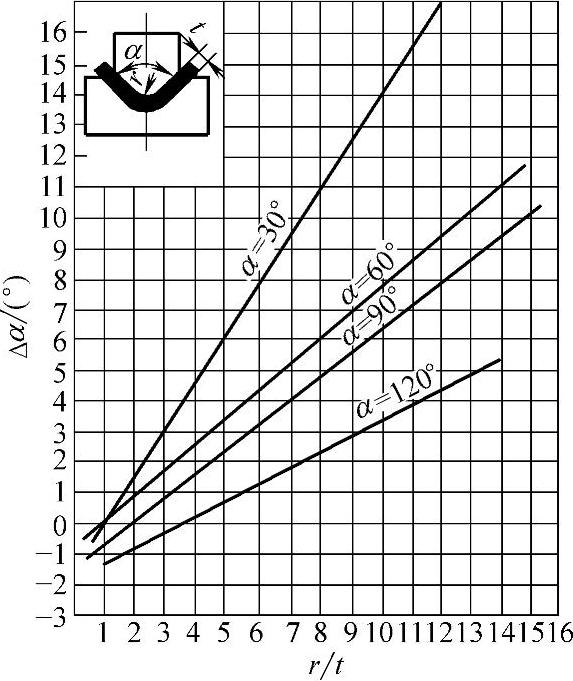
图2-3-9 35及Q275钢V形弯曲时的回弹角
r/t>10时的弯曲件回弹值很大,弯曲圆角半径和弯曲角均有较大的变化,都需进行计算。此时的回弹角主要决定于材料的力学性能,可分别计算如下:
凸模圆角半径为
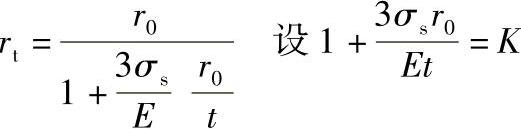
所以
因为回弹角很小,所以αtrt≈α0r0,凸模中心角αt=Kα0。
式中 rt——考虑回弹后应作的凸模圆角半径(mm);
r0——工件要求的圆角半径(mm);
α0——工件要求的角度(°);
αt——考虑回弹后应作的凸模角度(°);
σs——材料的屈服点(MPa);
图2-3-10 简化系数K的线图
E——弹性模量;
K——简化系数,常用材料简化系数见图2-3-10。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。