



【摘要】:在保证毛坯最外层纤维不发生破裂的前提下,所能获得的弯曲件内表面最小圆角半径与弯曲材料厚度的比值rmin/t称为最小相对弯曲半径。表2-3-3 最小相对弯曲半径 注:1.表中t为板料厚度。表2-3-4 最小弯曲半径修正系数注:本表用于板材厚t<10mm,弯曲角大于90°,剪切断面良好的情况。
在保证毛坯最外层纤维不发生破裂的前提下,所能获得的弯曲件内表面最小圆角半径与弯曲材料厚度的比值rmin/t称为最小相对弯曲半径。此时的弯曲半径即为最小弯曲半径rmin,生产中用它来表示弯曲时的成形极限,各种常用材料90°弯曲的最小弯曲半径数值见表2-3-2。弯曲角大于90°弯曲的最小弯曲半径数值见表2-3-3。表2-3-4为最小弯曲半径修正系数。表2-3-5为型材、管材最小相对弯曲半径的计算公式。
表2-3-2 常用材料最小相对弯曲半径 (摘JB/T5109—1991)

(续)

注:1.表中t为板料厚度。
2.表中数值适用于下列条件:原材料为供货状态.90°角V形校正弯曲,毛坯板小于20mm,宽度大于3倍板厚,毛坯剪切断面的光亮带在弯曲外侧。
① 铝及铝合金的牌号,按GB/T3190—2008标出,括号中则为相应的旧牌号。
表2-3-3 最小相对弯曲半径 (单位:mm)

注:本表用于板材厚t<10mm,弯曲角大于90°,剪切断面良好的情况。
表2-3-4 最小弯曲半径修正系数
 (https://www.xing528.com)
(https://www.xing528.com)
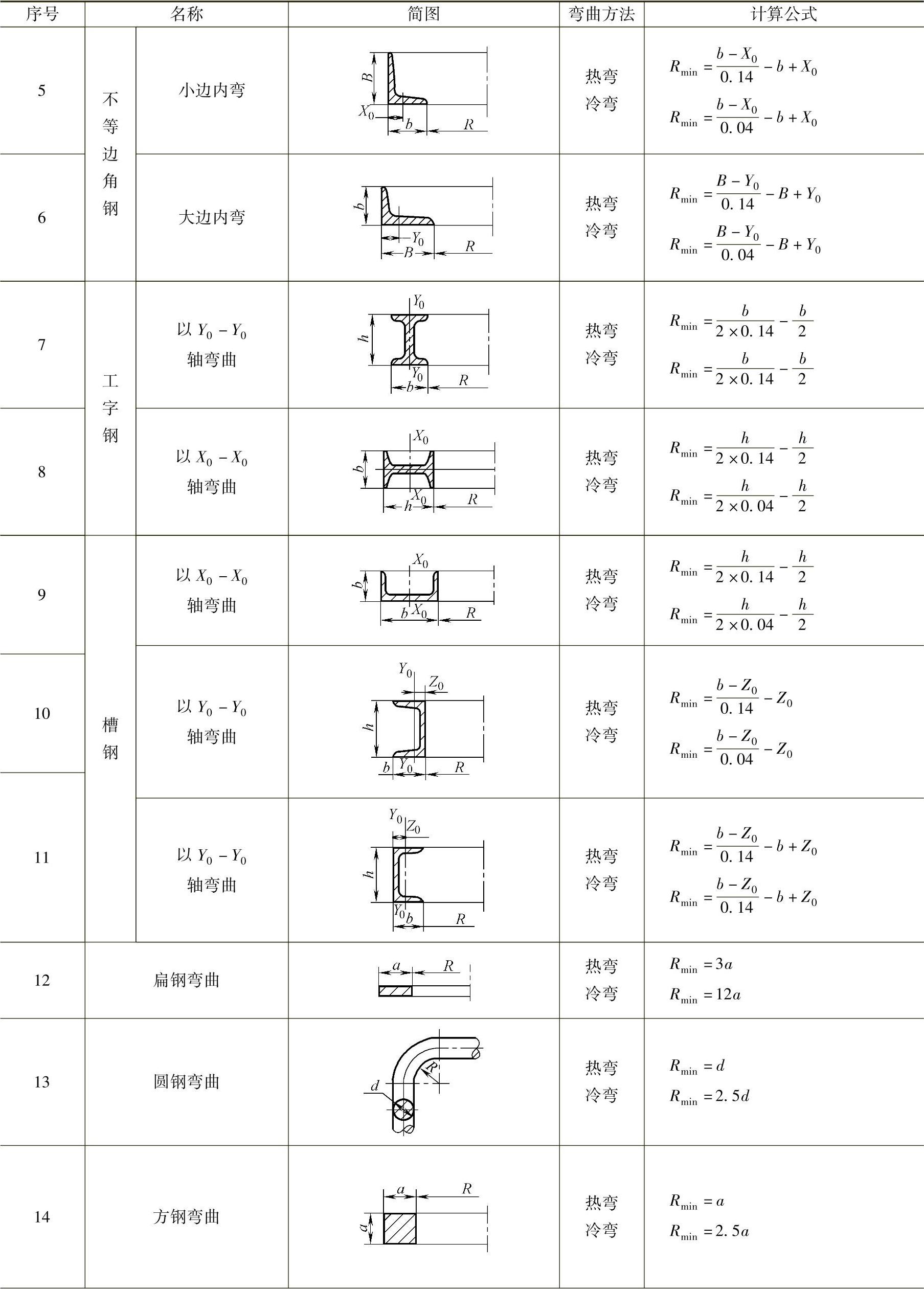
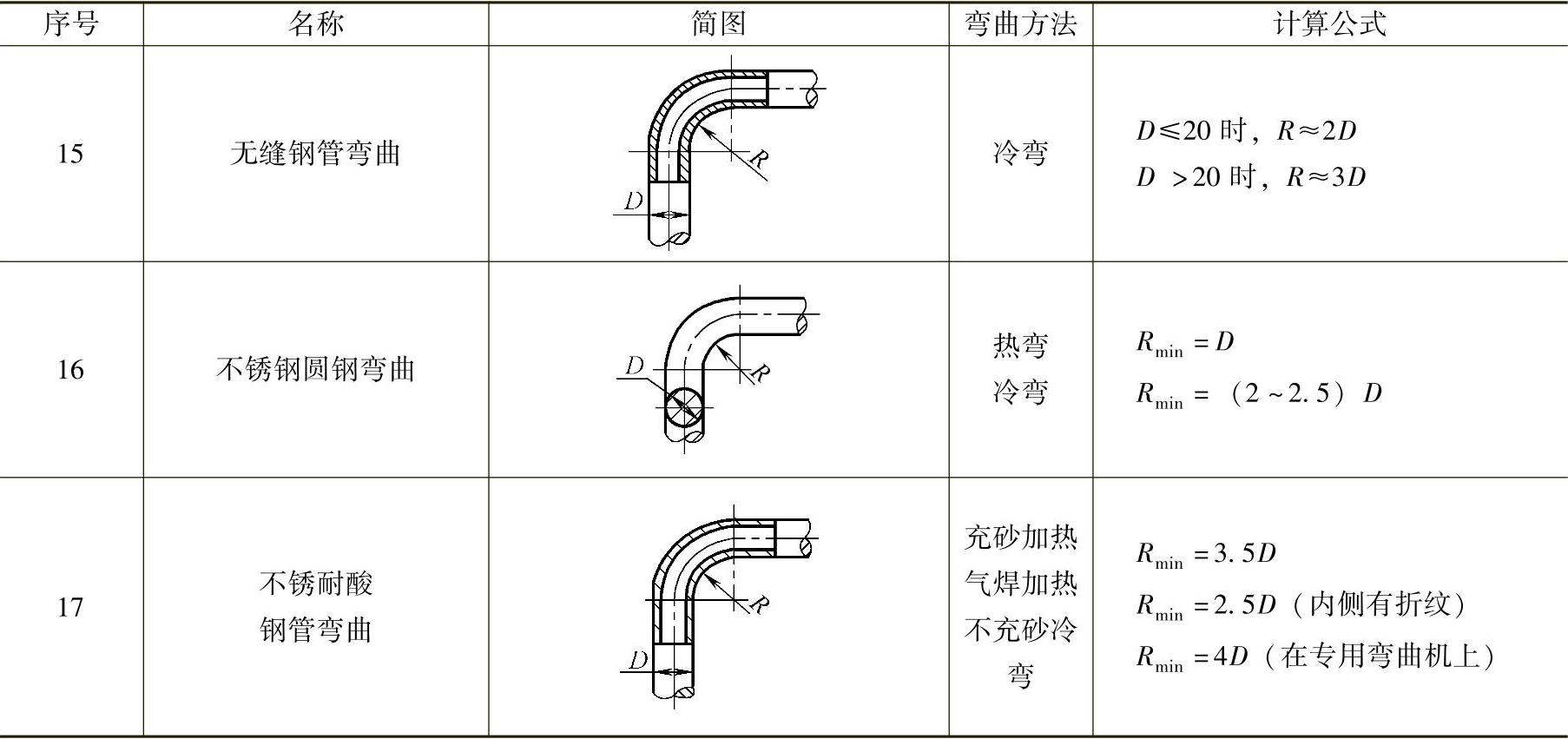
表2-3-5 型材、管材最小相对弯曲半径计算公式

(续)
(续)
注:1.式中X0、Y0、Z0为角钢与槽钢的重心距(见图2-3-4)。
2.热弯方法为采用灌砂加热弯曲,冷弯为常温下弯曲,可灌铅或穿芯弯曲。

图2-3-4 角钢与槽钢重心距位置近似值
a)等边角钢 b)不等边角钢 c)槽钢
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。