



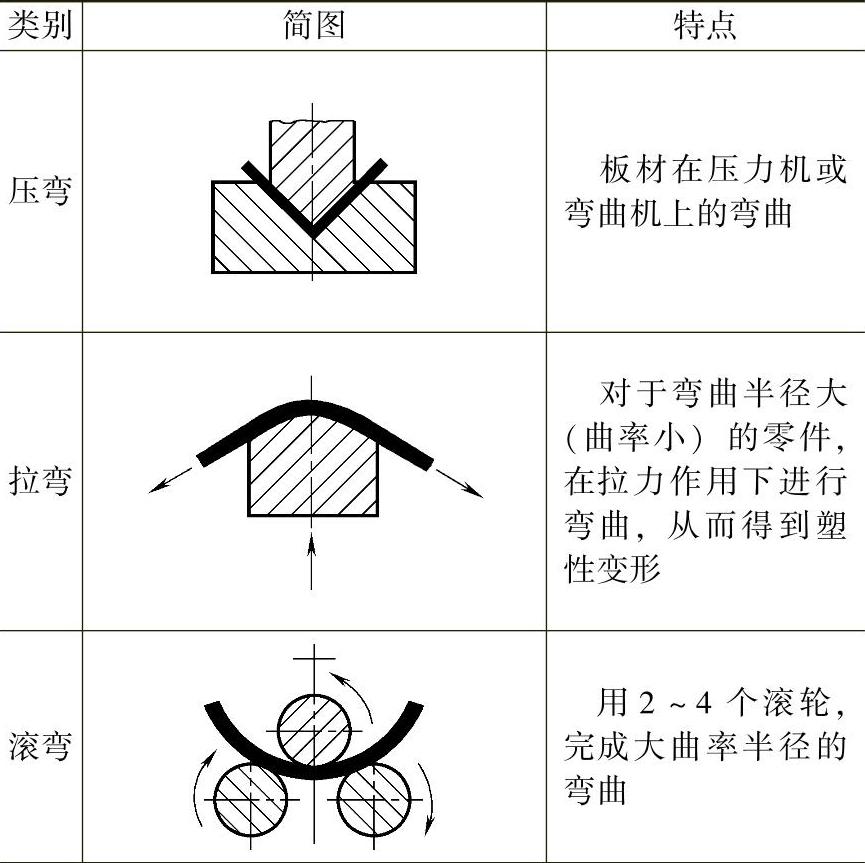
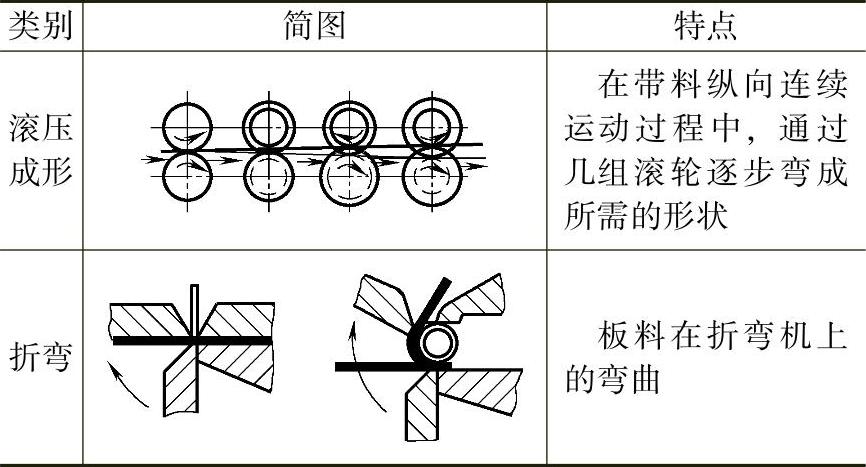
弯曲是冲压基本工序之一,是利用压力将板料、型材、棒料或管材沿着一直线轴弯成具有一定曲率、一定角度和形状的成形方法。根据所使用工具与设备的不同,弯曲方法可分为在压力机上利用模具进行的压弯以及在专用弯曲设备上进行的折弯、滚弯、拉弯等。各种弯曲加工形式见表2-3-1。
表2-3-1 板材弯曲形式
(续)
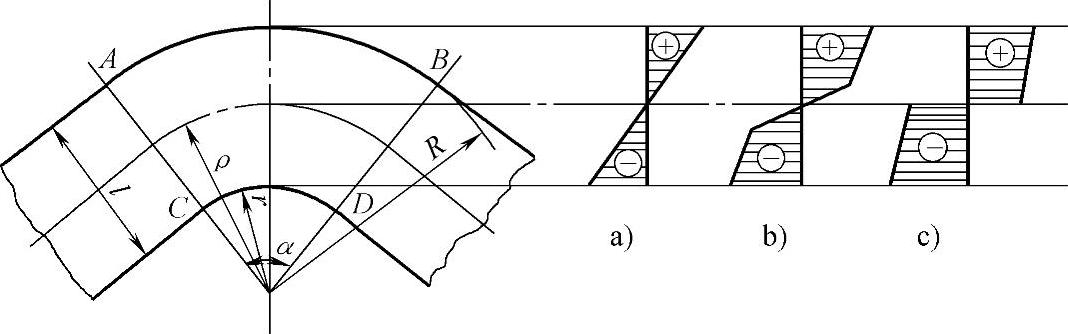
板料的V形与U形弯曲是最基本的弯曲变形,变形区切向应力分布如图2-3-1所示。
观察弯曲前后工件侧面的坐标网格变化(图2-3-2)和横断面形状的变化(图2-3-3)可以看到:
1)弯曲件圆角部分的正方形网格发生了显著的变化,成为扇形,靠近圆角处的直边有少量的变形,而在远离圆角的直边部分则没有变形。由此可知,弯曲的变形区主要在弯曲件的圆角部分。
2)变形区内,内侧材料纵向纤维受到压缩而缩短,外侧材料纵向纤维受到拉伸而伸长。压缩和拉伸的程度从板料内、外表面到中间逐渐减小,从缩短的内侧到伸长的外侧之间存在一层纤维,在弯曲变形前后的长度不变,此层称为应变中性层,见图2-3-2中OO层。其位置不一定在材料厚度的中心。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-3-1 弯曲坯料变形区切向应力分布
a)弹性弯曲 b)弹-塑性弯曲 c)纯塑性弯曲
3)弯曲变形区中的横断面变化分两种情况。对于窄板(板宽B与板厚t之比小于3),由于内、外层材料的压缩和拉伸,多余材料会向宽度方向移动,材料不足会由宽度及厚度方向来补充,致使弯曲区横断面产生畸变(见图2-3-3a),由矩形变成扇形,为立体应变状态和平面应力状态。对于宽板(B≥3t),由于横向变形阻力较大,其断面形状几乎不变,仍保持矩形,见图2-3-3b,为平面应变状态和立体应力状态。实际生产中,大多数板料属于宽板弯曲。
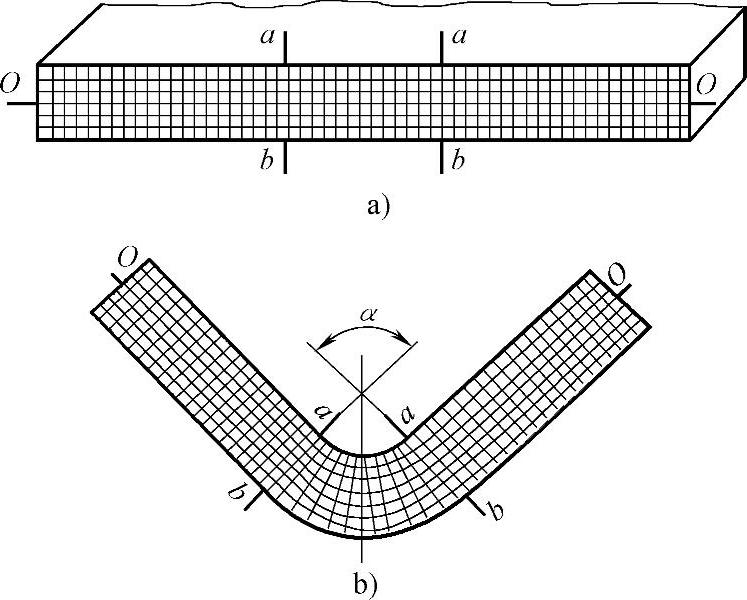
图2-3-2 弯曲变形分析
a)弯曲前 b)弯曲后
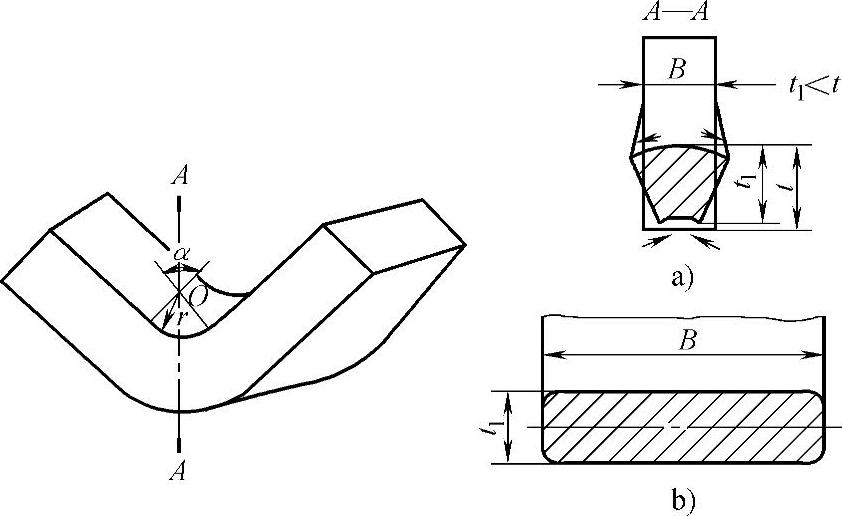
图2-3-3弯曲带横断面的畸变
a)窄板B<3t b)宽板B>3t
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。