



锌基合金是指以锌为基体的Zn、Al、Cu三种元素加入微量Mg组成的合金。采取熔化浇注的方式制造模具,其熔点为380℃,密度为6.7g/cm3,性能相当于低碳钢,加工性质类似于青铜铸件。
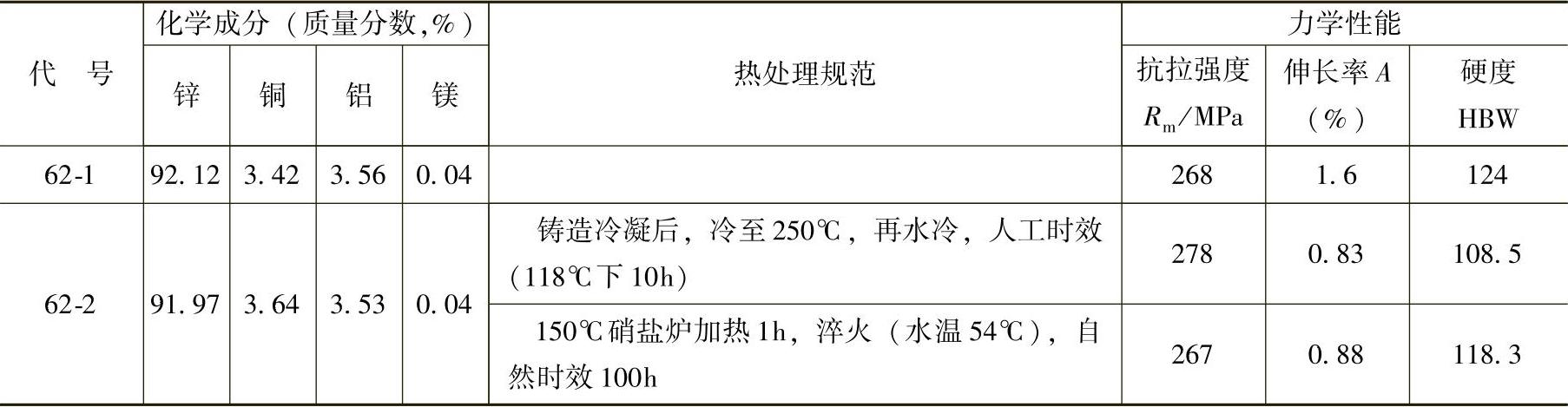
一般模具用锌基合金是采用wZn=99.995%、wAl=99.7%、wCu=99.95%的电解铜和wMg=99.95%按比例配制而成的。使用这样高纯度的材料,对提高锌基合金的力学性能起到了良好的作用。锌基合金的化学成分及力学性能见表1-2-66。
锌基合金的熔炼工艺有两种:直接熔炼法与中间合金熔炼法。直接熔炼法是将Zn、Al、Cu按比例倒入坩埚直接进行熔炼的方法。中间合金熔炼法是先将铜、铝熔炼成中间合金,然后将锌与中间合金配制成锌合金。此方法可减少合金元素的氧化、烧损和金属熔液过热,便于控制合金化学成分,节约能源,缩短熔炼周期。
表1-2-66 锌基合金的化学成分及力学性能
 (https://www.xing528.com)
(https://www.xing528.com)
模具用锌基合金的特点有:①熔点低,为380℃,可用简单设备和一般技术进行熔化,浇注温度为420~450℃,可用砂型、金属型进行铸造;②模具复制性好;③强度接近于低碳钢;④切削性能好,易于机械加工和修饰加工;⑤铸件气孔、针孔少,且可用气焊修补;⑥具有独特的润滑性和耐烧结性,用锌基合金(如拉深)冲压工件表而不易出现缺陷;⑦锌基合金可重熔再用,节约原材料,降低成本;⑧可用经过修整的凸模作型芯直接铸出精度高的凹模;⑨冷固时产生收缩,铸造时可将需要镶入的钢制件直接铸入。
由于锌基合金具有上述特点,使锌基合金模的设计简单、制造容易,不需要专门的模具加工设备,省工、省料、节省模具的储存面积,适用于制造中小批冲裁模、成形模、拉深模及弯曲模。作冲裁模时,凸模采用淬硬的工具钢。
锌基合金硬度低,为弥补不足可采用渗铬后再使用,可大大提高模具寿命。使用锌基合金模具时要考虑坯料的种类和尺寸,在轻合金薄板拉深或成形时寿命可达万件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。