



提要:接合的划分
•可拆卸接合,如螺接、插接、端子连接等。
•不可拆卸接合,如焊接、粘接、铆接等。
通过接合可以实现可拆卸连接和不可拆卸接合(见提要)。不可拆卸接合可通过破坏连接剂进行分离。
16.2.3.1 电工学中的可拆卸接合
在电工学中可以用螺钉连接汇流排、壳体和盖板以及把导线固定到旋钮、开关及端子上。
图16-19所示的端子分为螺钉接线端子和无螺钉接线端子。通过螺钉或弹簧力达到必需的接触压力。
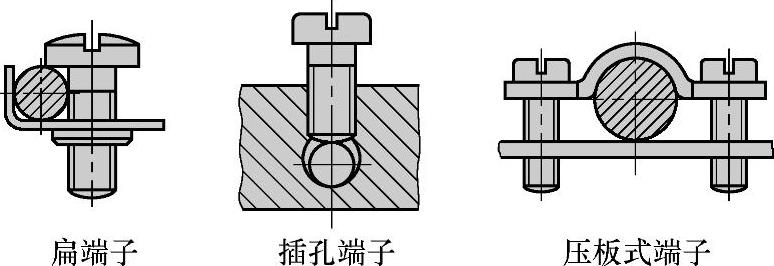
图16-19 端子类型

图16-20 鼠笼张力弹簧接线装置
弹簧端子接合是用于截面为0.08~35mm2的单芯线和多芯线铜导线的通用接合装置,而且常使用的是图16-20所示的鼠笼张力弹簧接线装置。在接合导线时,应压下鼠笼张力弹簧并把导线应处在端子上的部分除去绝缘,然后按图16-20所示用鼠笼张力弹簧把导线与汇流排接合在一起。鼠笼张力弹簧接合可拆卸、耐振动和无需维护。
如图16-21所示,用于电路板上印制电路的插接装置是由刀条和夹条组成。刀条安装在电路板上,夹条安装在框上。
16.2.3.2 电工学中的不可拆卸接合
不可拆卸接合有:
1)挤压。
2)焊接。
3)粘接。
(1)挤压 图16-22所示为挤压接合,是去掉绝缘的多芯导线或细线导线放进多芯电缆端套中或线鼻中。并用图16-23所示的挤压钳制成导电接合。实践中,挤压常采用压力机。

图16-21 电路板用插接装置
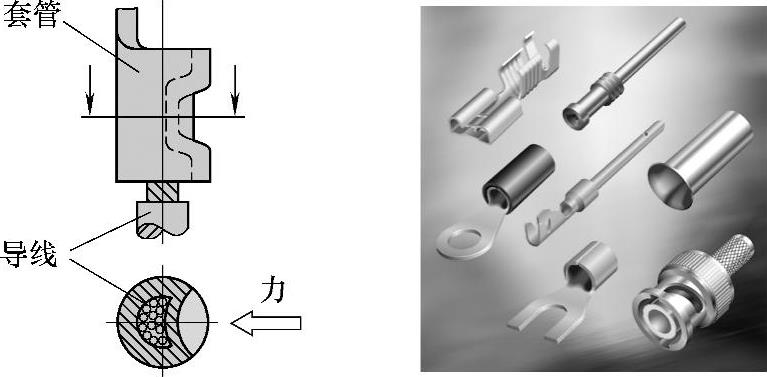
图16-22 挤压接合
(2)焊接
提要:焊接的专业概念
•软焊接 <450℃
•硬焊接 >450℃
•高温焊接 >900℃
•工作温度:焊接所用温度

图16-23 挤压钳
焊接(见提要)是金属材料使用焊剂的接合。材料与焊剂形成合金。通过焊接形成一个不可拆卸接合。
焊接时,液态焊剂浸润焊接处。如果焊接处的纯金属和材料及焊剂有足够的热量便实现了接合。当工作温度太低时,则形成高电阻(冷焊位置);当工作温度太高时,焊剂组分蒸发,焊接处发脆。一个完好的焊接应有一个光滑并有金属光泽的表面。应注意要焊接零件之间的距离(焊缝)。液态焊剂通过毛细管作用进入焊缝中。焊缝最宽为0.2mm。
焊剂是电工学的辅助材料,分为软焊剂和硬焊剂。软焊剂是一种铅锡合金。焊剂成分决定了其工作温度,如S-Sn63Pb38焊剂的工作温度为183℃。在电工学中采用有填充有助熔剂的线材焊剂。如图16-24所示,软焊剂的标记按国际标准在开头有一个字母S。因为软焊剂有良好的导电性,所以现在在电工学中得到广泛使用,其缺点是所使用的锡铅焊剂强度很低。若接合高机械负荷的零件则应使用硬焊剂,如银B-Ag63CuZn-690/730的硬焊剂。(https://www.xing528.com)
熔剂能溶解氧化物、杂质或阻止化合及继续氧化以及促使焊剂流动。熔剂的选择应按焊接方法和工件材料进行。为了软焊,在实践中常以松香作为熔剂。松香熔剂以粉末状态使用。因此,使用回声探测器时应在无熔剂焊接位置处使用。如图16-25所示,熔剂的标记是按DINEN29454由3个数字协助来实现。
焊接方法可以按工作温度和加热类型进行划分。按加热方式分类,软焊分为焊烙铁焊、感应焊、波峰焊及浸焊等。用电烙铁焊接时,是用电烙铁的烙铁头加热。在焊接场效晶体管等对温度敏感的部件时,应使用图16-26所示的调温焊接台。如图16-27所示,工业上用的焊接方法是拖焊、波峰焊和感应焊。SMD部件应采用软溶方法。
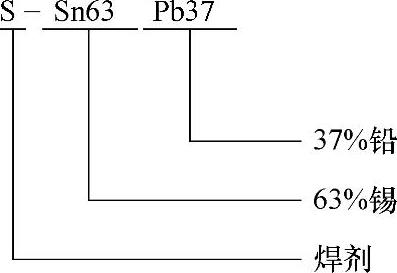
图16-24 电工学重要的软焊剂

图16-25 电工学的重要熔剂

图16-26 焊接台与脱焊台
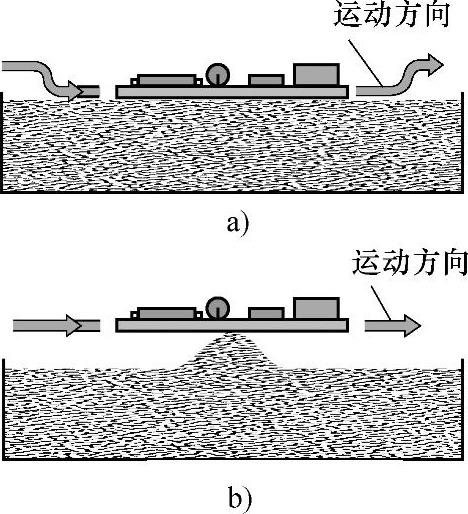
图16-27 焊接方法
a)拖焊 b)波峰焊
为了用烙铁使电子器件脱焊,则应使用脱焊泵或金属编织吸取焊锡。用烙铁的烙铁头把吸焊剂编织物压在焊接处。在加热后编织物通过毛细管作用把熔化了的焊剂吸走。在脱焊时,也可以按图16-26所示用脱焊设备在焊接处产生的真空抽吸是液态焊剂。
(3)粘接
ⓘ粘附力是两种材料之间的接触面的物理附着力。内聚力是物体分子之间相互粘牢的力。
粘接是用粘接材料把接合件粘接成不可拆卸接合的工艺方法。通过粘接也可以把如金属和玻璃等不同材质的材料结合在一起。粘接接合填密接合件之间的缝隙,因而具有防腐蚀和电绝缘的作用。粘接接合的机能与接合件上的粘接材料表面附着现象(粘附力)及粘接材料内部的强度(内聚力)无关。
不牢固粘接接合的常见原因不是粘接材料,而是被粘接件的表面质量差。
提要:粘接材料的类型(举例)
•厌氧粘接材料。
•丙烯酸氰粘接材料。
•丙烯酸盐粘接材料。
•环氧树脂粘接材料。
•光启动粘接材料。
粘接材料按类型划分(见提要)为单成分粘接材料和双成分粘接材料。如丙烯酸氰单成分粘接材料包含有全部粘合用所需的粘合材料成分。如环氧树脂粘接材料的双成分粘接材料是由粘结剂和固化剂两种成分组成。在涂抹前应把两组成分进行混合并在混合后在粘结剂使用期的规定时间,如7min的时间内使用。
厌氧粘接材料在气封下金属触点迅速固化。应用:如螺钉保险的金属对金属接合。
丙烯酸氰粘接材料是通过空气湿度固化。作为空气湿度,在接合件上现存的湿度足以够用。因为固化是在几秒内完成,所以这种粘接材料也称秒粘接材料。应用:塑料对塑料和金属对塑料的接合。图16-28所示为线圈线的固定。
丙烯酸盐粘接材料是由树脂和单独涂在所要粘接的表面上的活化剂(催速剂)组成。当要粘接的两个部件表面接触后便开始固化。
环氧树脂粘接材料可以实现高强度和温度为200℃的部件接合,其固化是在加热炉中完成的。应用:如锯条的硬金属的金属对金属的接合和陶瓷的接合。

图16-28 线圈线固定用丙烯酸氰粘接材料
光启动粘接材料通过紫外线或可见光可以在1s内快速固化。应用:密封、SMD组件的固定。
聚氨酯粘接材料具有高强度并作为电工学中和机器制造中的粘结剂和浇注材料使用。
在工业中粘接材料的涂覆是用配料枪手工或用压缩空气操作。根据接合件的表面可以把粘接材料涂成点状、覆带状或滴状。
在有工业粘接材料的环境中,应戴防护眼镜和手套,应避免皮肤接触,工作场地应通风良好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。