



【摘要】:为了能测得断面上多个R值,三角形ABC的基线边AB必须绕垂直于测量断面作θ角的扫描旋转。测量精度主要取决于α的测量精度。图4-11 测量原理图测量角α的计量和跟踪过程利用激光器单色性强、光密度高、发散角小的特点,使其在A点发射,在隧道壁上C点形成光斑。α角的计量利用固定在伺服传动轴上的光电计数盘和可逆计数电路,其正反转的计数脉冲被单片机系统采集。这样,测量角和复位角分辨率高达36″。
在系统中采用了光电三角交会极坐标测量原理,利用直角三角形已知一边一角推算另一边长的方法来测量断面尺寸,如图4-11所示,测量半径为
R=b×tanα
式中 b——仪器基线边长,b=600mm;
α——跟踪测量角。
为了能测得断面上多个R值,三角形ABC的基线边AB必须绕垂直于测量断面作θ角的扫描旋转。在扫描过程中可以连续测量,也可以间隔测量。测量精度主要取决于α的测量精度。(https://www.xing528.com)
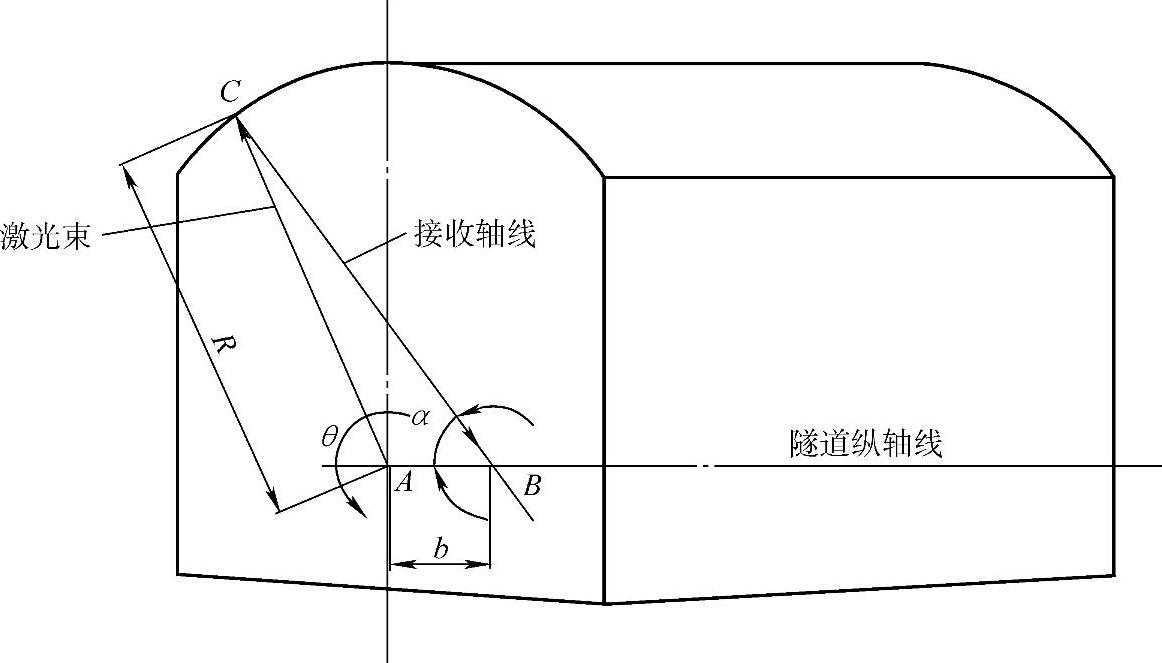
图4-11 测量原理图
测量角α的计量和跟踪过程利用激光器单色性强、光密度高、发散角小的特点,使其在A点发射,在隧道壁上C点形成光斑。在B点设光电瞄准跟踪接收头,在光电接收头里,C点的漫散射光被透镜聚焦,干涉滤光片滤光后被光电倍增管接收,其光电信号经放大滤波后,送入单片机系统内部A/D转换器进行采集处理,从单片机二个PWM输出口输出正转或逆转的控制信号,经π型滤波器,得到相应的正转或逆转直流控制电压,经功率放大驱动伺服电动机动作,经i=12000的二级齿轮和一级蜗杆传动后,使光电接收头自动严格地对准C点。α角跟踪范围为68°~87°,其跟踪灵敏度小于或等于5″。α角的计量利用固定在伺服传动轴上的光电计数盘和可逆计数电路,其正反转的计数脉冲被单片机系统采集。α角的计量从接收到光电接头初始位置68°的三级复位信号开始。这样,测量角和复位角分辨率高达36″。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。