



数控雕铣机是数控技术与雕刻、铣削工艺相结合的产物,是一种多用的数控机床,与普通数控机床类似,数控雕铣机通过数控系统根据加工程序代码控制雕铣机动作,实现雕刻、铣削加工的自动化。
机床本体采用三轴联动、精密丝杠滑台、高速变频电主轴、光栅尺反馈等,符合有关安全标准。控制软件是基于PC或IPC+固高GE300SV运动控制卡组成的硬件平台和WinXP+VC6.0组成的软件平台构建的,该软件采用模块化和面向对象的设计思想,具有良好的开放性、可操作性和易维护性,实现了对NCUT-ME30型数控雕铣机的实际控制操作。
1.雕铣机的硬件结构
机床有关参数如表3-24所示。
2.雕铣机电气结构
雕铣机电气结构简图如图3-100所示。
本机电源采用三相AC~220V供电,首先通过NFB(非熔丝断路器)来保护电源线,过电流时切断电路;接着要用NF(噪声滤波器)防止外部杂波进入电源线,并减轻伺服电动机产生的杂波对外界的干扰;MC(磁力接触器)用来接通/断开伺服电动机的主电源,一般磁力接触器应于浪涌吸收器联用;还要用L(电抗器)来减少主电源中的谐波。
表3-24 机床主要参数
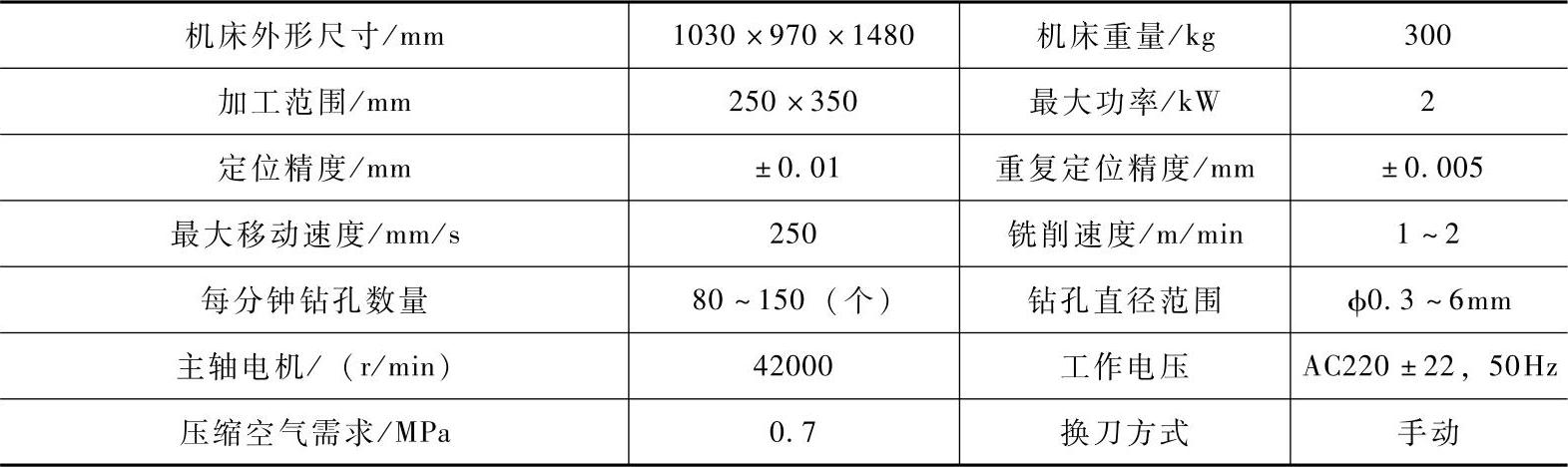
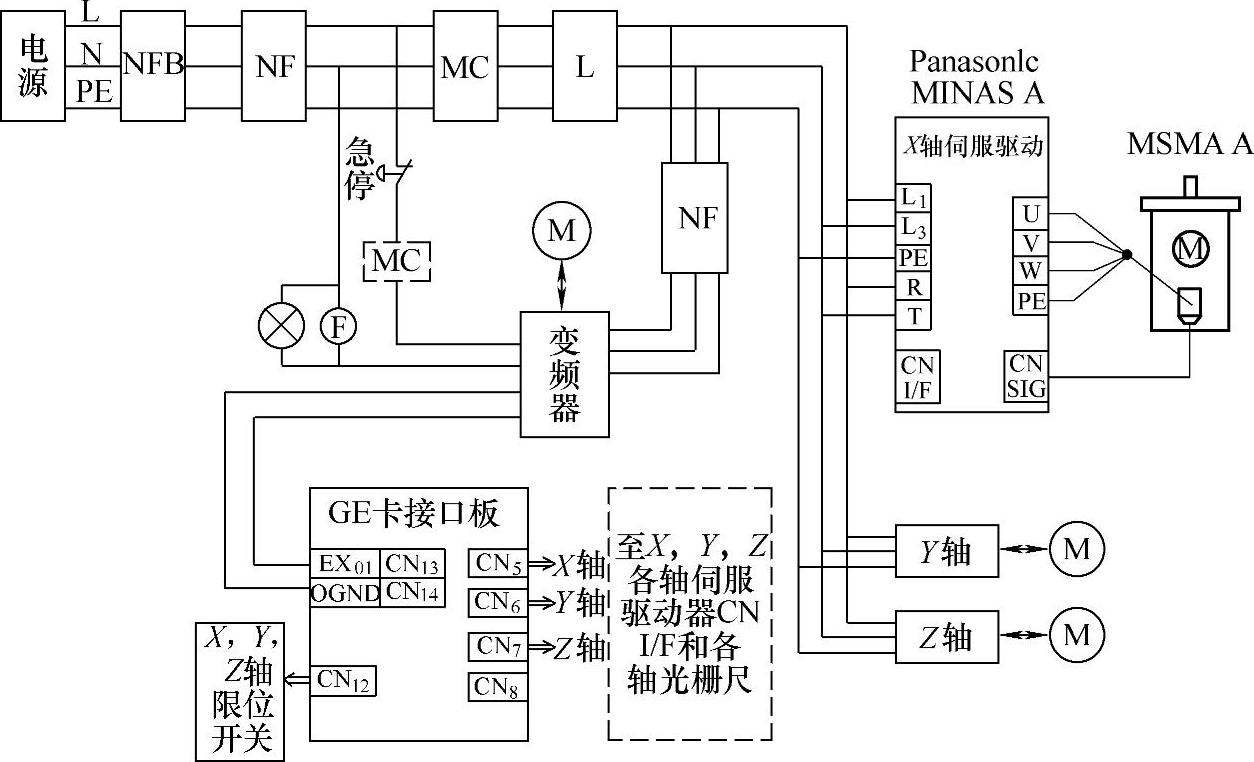
图3-100 雕刻机电气结构简图
3.雕铣机数控系统
本机数控系统采用PC机为硬件平台的数控系统,由开放体系结构运动控制器加上PC机构成,即“PC+NC”型结构,能够充分保证系统性能,软件的通用性强,编程处理灵活。PC为通用个人计算机,作上位机,由最终用户通过人机交互界面进行操作控制。运动控制卡采用的是基于数宇信号处理器DSP和大规模逻辑可编程器件FPGA为基础的固高GE300SVPCI卡,作下位机。基于PC总线的运动控制器是整个控制系统的核心,它接受来自上位PC机的应用程序指令,按照设定的运动模式,完成相应的实时运动规划(多轴插补协调运动)和向驱动器发出相应的运动指令。这样将PC机的信息处理能力和开放式的特点与运动控制卡的运动轨迹控制能力有机地结合在一起,具有信息处理能力强、开放程度高、运动轨迹控制准确、通用性好的特点,而巨还可以利用第三方软件资源完成用户应用程序的开发,将生成的应用程序指令通过PC总线传输给运动控制器。所有这些还很大程度上提高了现有加工制造的精度、柔性,缩短新产品的研发周期和应付市场需求的能力。雕铣机数控系统的原理结构框图如图3-101所示。
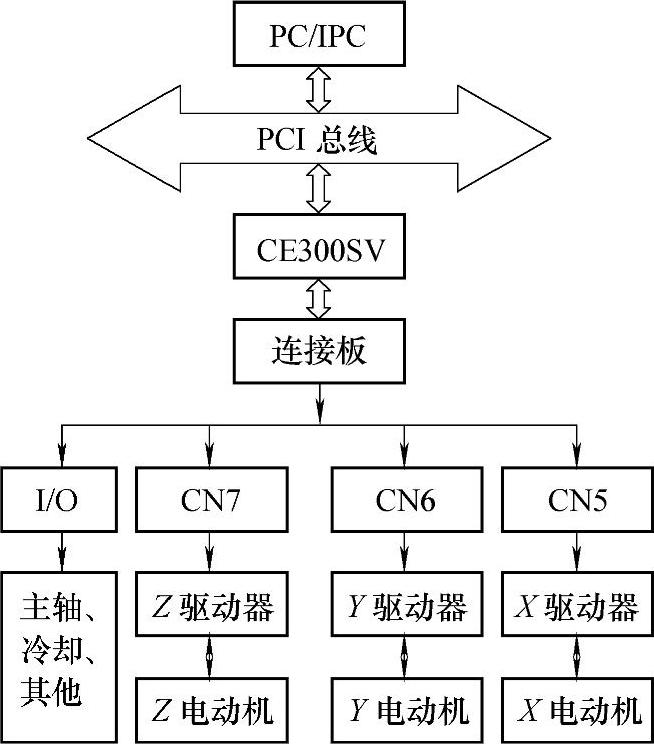
图3-101 数控系统原理框图(https://www.xing528.com)
(1)伺服系统 伺服系统采用Panasonic(松下)MINAS A系列MSDA043A1A 2型交流伺服驱动器和与其匹配的MSMA042A型伺服电动机,增量式编码器2500P/r,11线。机床还采用了高性能的变频器来控制主轴电动机,速度最高可以达42000r/min,大大提高其切削性能。每轴都配有正负限位开关和精密光栅尺,用以提高机床的控制精度和安全性。图3-102为Panasonic MSDA043A1A 2型伺服驱动器与固高GE卡接口板的连接图和有关限位信号的连接图。
(2)运动控制器 深圳固高公司生产的GT&GE系列运动控制器,其核心由ADSP2181数宇信号处理器和FPGA组成,可以实现多轴协调运动、高速点位运动和高性能的控制计算。它应用领域广泛,适用于机器人、数控机床、木工机械、印刷机械、装配生产线、电子加工设备、激光加工设备及PCB钻铣设备等。
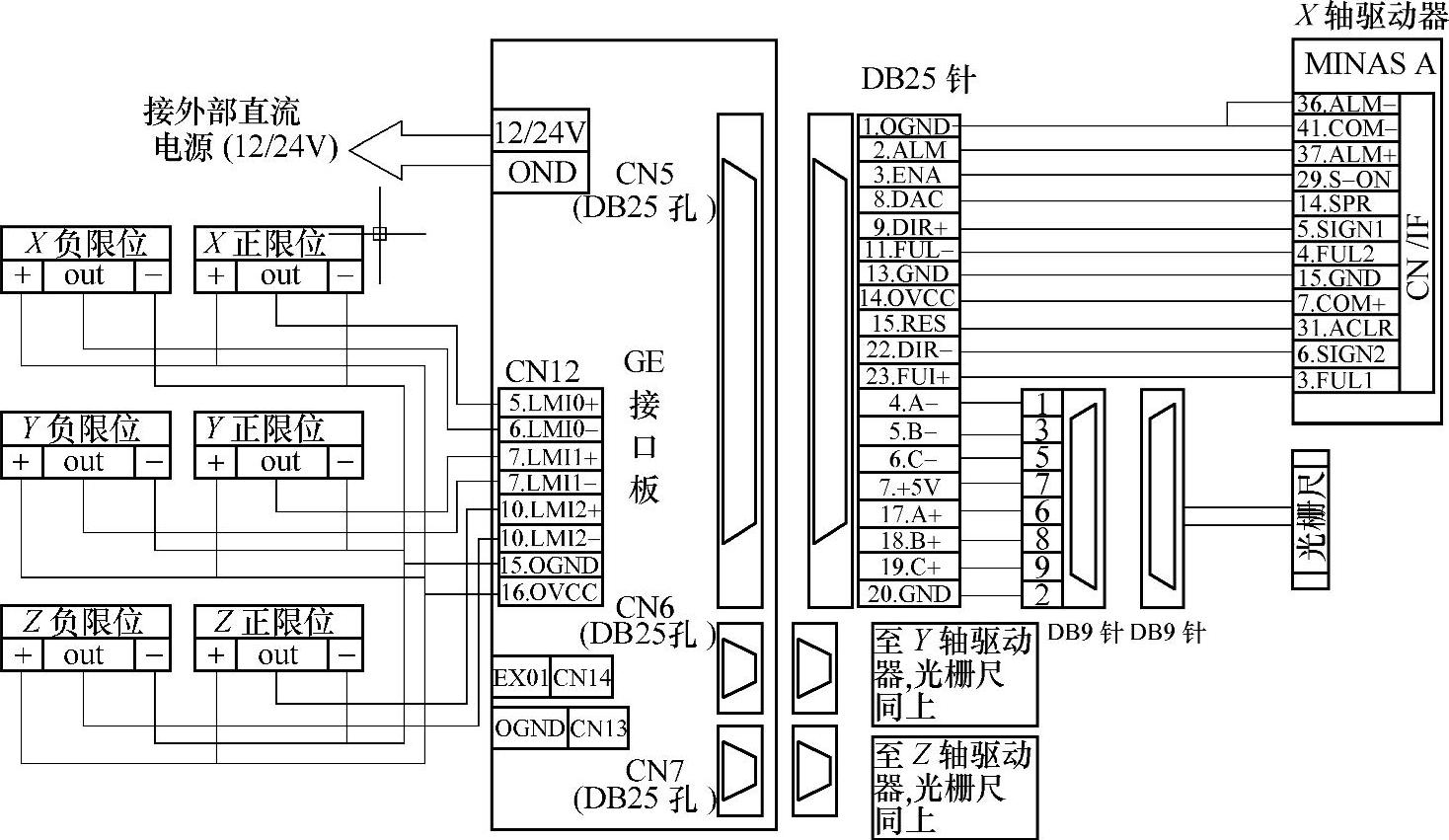
图3-102 伺服驱动器和限位信号与接口板连线图
GT&GE系列运功控制器以IBM-PC及其兼容机为主机,提供标准的ISA总线和PCI总线两个系列的产品。作为选件,在任何一款产品上可以提供RS-232串行通信和PC104通信接口,方便用户配置系统。运动控制器提供C语言函数库和Windows动态链接库,实现复杂的控制功能。用户能够将这些控制函数与自己控制系统所需的数据处理、界面显示、用户接口等应用程序模块集成在一齐,建造符合特定应用要求的控制系统,以适应各种应用领域的要求。
本机采用的GE300SVPCI卡是经济型运动控制器,主要应用于高速高精连续轨迹运动场合。该卡可控制3个伺服/步进轴,实现三轴联动的连续轨迹插补运动。伺服采样周期为200μs(用于管理速度规划,不影响插补精度)。运动方式有直线插补、圆弧插补、手脉输入跟随(可指定任意轴跟随手脉速度和位置变化),插补速度可稳定工作在256kHz,圆弧插补的径向误差在±0.5pulse之内;用户存储区(64KB ROM,512KB SRAM),底层循环程序缓冲区(8KB)用以提高通讯效率。PID(比例—积分—微分)数宇滤波器,带速度和加速度前馈,带积分限值、偏差补偿和低通滤波器。多段预处理功能,合理协调轨迹运动的速度和精度,硬件捕获原点开关和编码器Index信号,实现高精高速位置锁存,具有良好的重复定位精度。控制输入输出:输出有3路16位分辨率模拟电压输出信号(±10V)或3路脉冲输出信号(256kHz);输入有4路编码器输入,包括3路轴编码器、1路辅助编码器,采样频率4MHz。光电隔离的16路通用数宇输入和16路通用数宇输出。GE300SV卡的所有功能能够满足本雕铣机所要达到的设计要求。
4.雕铣机的数控系统软件
本系统软件在Windows XP环境下基于VC++6.0 MFC和GE系列运动控制器提供的Windows下动态链接库进行开发,软件采用模块化和面向对象的程序设计思想,应用SDI(单文档视图)结构,构建了一个界面友好的功能强大的数控系统软件。所建立的数控系统的基本框架结构和基本功能模块划分如图3-103所示。
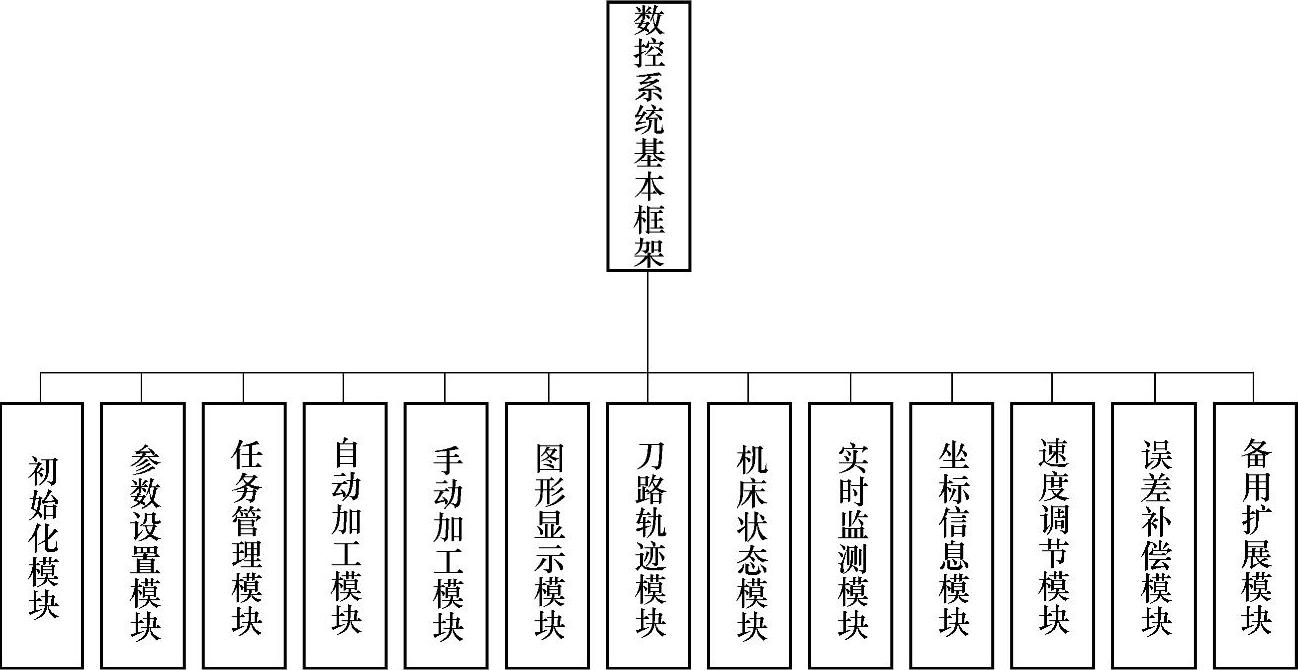
图3-103 数控系统的基本框架结构和基本功能模块划分
具体实现的功能包括:①系统的初始化预处理,包括卡的初始化和各运动轴的初始化;②工作方式的选择,包括自动加工、手动加工和模拟加工;③机械坐标、工件坐标、进给速度、加工时间和执行数控程序段号等实时显示;④刀路轨迹图形跟踪显示与三维预览,数控加工程序的分步显示与译码等;⑤机床和控制卡的状态监控,⑥系统在线诊断和PID参数设置等功能。
5.应用
该雕铣机整机速度快,精度高、噪声小、稳定性好。标配数控系统控制软件为简体中文版,人机界面友好,操作简单,适用于工业模具制造、艺术浮雕加工、个性印章铭牌制作、装饰业、PCB加工等要求较高的场合。另外,针对高校的教学需求,采用开放的控制系统,通过不同的控制连线和软件控制,可构成半闭环控制、全闭环控制系统,以满足科研、教学和学生实习的要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。