



汉川机床厂生产的HCD300K型精密数控电火花工机床是一种中等规格的高精密特种加工机床,采用紫铜、石墨、钢、铜钨合金等电极材料,能对碳素钢、工具钢、合金钢、淬火钢、硬质合金及其他高硬度金属材料进行放电加工,可加工冲压模(落料模、复合模、级进模等)、型腔模(精锻模、压注模、压延模、注塑模等)及各种零件的坐标孔及复杂的异形曲面,还可以加工0.1mm以上的小孔和0.2mm的窄缝,广泛应用于电动机、仪表、仪器、汽车、航空、航天、轻工、军工、模具等行业。
1.机床主要装置
(1)床身和立柱 床身和立柱是一个基础结构,由它确保电极与工作台、工件之间的相互位置。它们精度的高低对加工有直接的影响。因此,不但床身和立柱的结构应该合理,有较高的刚度,能承受主轴负重和运动部件突然加速运动的惯性力,还应能减小温度变化引起的变形,经过时效处理消除内应力,使其日久不会变形。
HCD300K机床的床身为刚性很高的箱形结构,采用三点主支撑,保证导轨精度不受地基的影响。为了提高床身导轨精度的保持性,在床身下还有两个辅助支撑。床身是整个机床的基础,其上面安装鞍座和工作台,用于支撑工作台的纵、横运动。立柱固定在床身的结合面上,在立柱的前端面安装着主轴箱,如图3-97所示。
图3-97 HCD300K型精密数控电火花加工机床
(2)工作台 工作台主要用来支撑和装夹工件。在实际加工中,通过转动纵横向丝杆来改变电极与工作台的相对位置。工作台上还装有工作液箱,用以容纳工作液,使电极和被加工件浸泡在工作液里,起到冷却、排屑作用。工作台是操作者在装夹找正时经常移动的部件,以手动方式移动上下拖板,改变工作台纵横向位置,达到电极与被加工件间所要求的相对位置。工作台的种类可分为普通工作台、精密工作台。目前在国内已应用精密滚珠丝杠、滚动直线导轨和高性能伺服电动机等结构,以满足精密模具的加工。
HCD300K机床的工作台和鞍座的导轨均采用高品质直线滚动导轨,工作台的纵横向运动采用交流伺服电动机通过联轴节直接驱动滚珠丝杠副来完成。工作台上有三条T形槽,用于夹紧副工作台或工件。
(3)主轴头 主轴头是电火花穿孔成形加工机床的一个关键部件,它的结构是由伺服进给机构、导向和防扭机构、辅助机构三部分组成。它控制工件与工具电极之间的放电间隙。
主轴头的结构和工作性能直接影响加工的工艺指标,如生产率、几何精度及表面粗糙度,因此主轴头应具有一定的轴向和侧向刚度及精度,足够的进给和回升速度;主轴运动的直线性和防扭转性能好,灵敏度要高,无爬行现象;不同的机床要具备合理的承载电极质量的能力。
图3-98所示为HCD300K机床的主轴重锤平衡系统。该平衡系统的重锤1经钢丝绳2、滑轮6与主轴3的上端相连接,滑轮轴4和7及单列向心球轴承5是用来安装滑轮的支承件。主轴重锤平衡系统用于调整主轴的下垂重力,有利于提高主轴的运动精度,克服主轴头重力对进给精度的影响。
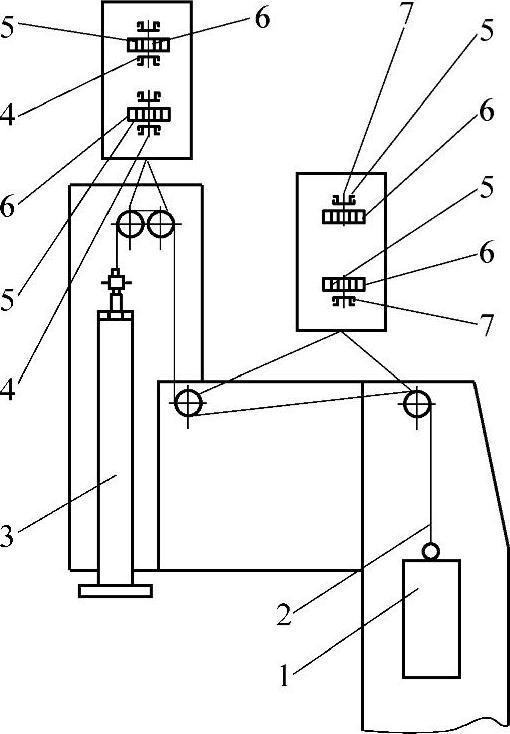
图3-98 HCD300K机床的主轴重锤平衡系统
1—重锤 2—钢丝绳 3—主轴 4,7—滑轮轴 5—单列向心球轴承 6—滑轮
2.主要技术参数
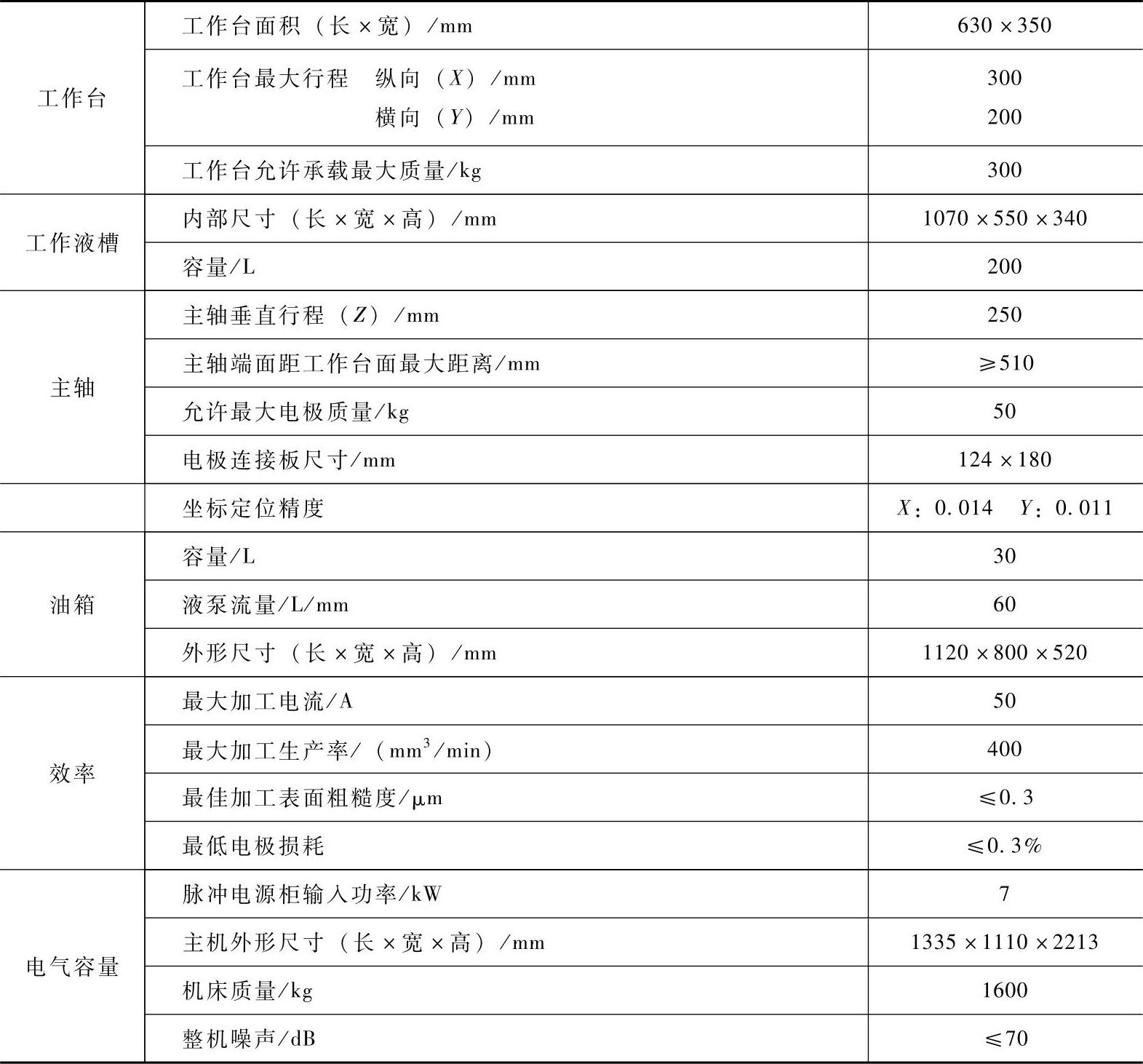
主要规格及技术参数见表3-23。(https://www.xing528.com)
表3-23 HCD300K机床的主要规格及技术参数
3.主轴头伺服进给系统
HCD300K机床的主轴伺服系统采用交流伺服电动机,通过圆弧同步齿形带减速及滚珠丝杠副传动,驱动主轴作上下伺服运动。主轴箱整体固定在立柱上,使主轴的精度保持性好,拆装运输方便。当切断伺服主回路电源时,电磁制动器将同时断电,使得与电磁制动器直联的滚珠丝杠副停转。
电火花加工机床主轴伺服进给系统的工作原理图如图3-99所示。该伺服进给系统由DC(或AC)伺服电动机,经离合器和滚珠丝杠螺母副,驱动主轴箱沿立柱导轨作垂直方向的升降移动,以改变工具电极和工件之间的间隙。伺服控制单元主回路通电后,电磁制动器松开,伺服电动机旋转,主轴上下移动,从而实现放电加工的伺服过程。主轴处在任何位置当切断伺服主回路电源时,伺服电动机和电磁制动器将同时断电,在弹簧力的作用下,制动器内的摩擦片压紧,使得滚珠丝杠不能自由转动,主轴箱不会因自重而下降。
从图3-99中可见,主轴伺服进给系统为闭环控制系统。用光栅尺直接测量主轴的直线位移唯一,将测量到的主轴头实际位移值反馈到数控装置中,与输入的指令位移值进行比较,用差值对主轴头进行控制,最终实现主轴头的精确运动与定位。
4.机床性能特点
1)三轴数控。
2)机床主轴采用方形结构,具有刚性好,抗扭转性能高的特点,主轴用精密直线滚动导轨块,精密滚珠丝杠传动,灵敏度高,伺服性能好,加工稳定。
3)机床伺服坐标采用精密滚珠丝杠副作为坐标定位元件,配以高品质的直线滚动导轨,定位精度高。
4)机床除了具有电极夹头及安装工件用的必备附件外,还备有用户选用附件及用户特殊选用附件,增强了机床的使用功能,扩大了机床的使用范围。
5)机床的工作液槽采用双开门结构,操作空间大,方便工件的装卸;简捷的管路可快速地上油或放油,节约辅助时问,提高工作效率。
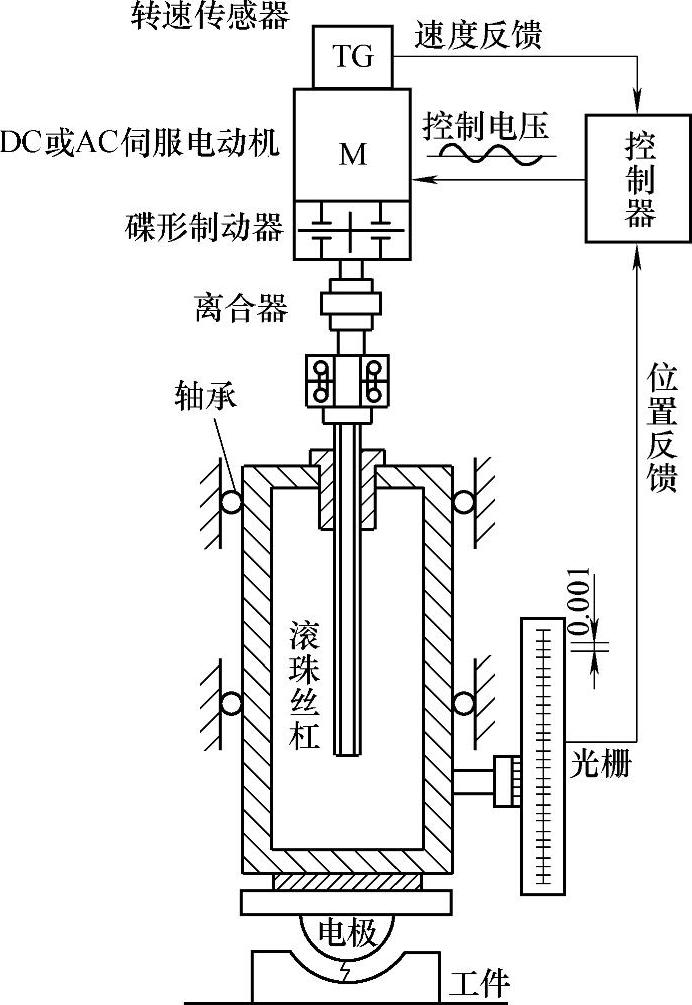
图3-99 电火花加工机床主轴伺服进给系统原理图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。