



XK5025数控立式升降台铣床是三坐标数控铣床,配有FANUC 0-MD数控系统,采用全数宇交流伺服驱动。加工时,按照待加工零件的尺寸及工艺要求,编制成数控加工程序,通过控制面板上的操作键盘输入计算机,计算机经过处理发出脉冲信号,该信号经过驱动单元放大后驱动伺服电动机,实现铣床的X、Y、Z三坐标联动功能,完成各种复杂形状的加工。
该机床适用于多品种小批量零件的加工,对各种复杂曲线上的凸轮、样板、弧形槽等零件的加工效能尤为显著。机床驱动采用精度高、可靠性好的全数宇交流伺服电动机,输出力矩大,高速和低速性能均好,巨系统具备手动回机械零点功能,机床的定位精度和重复定位精度较高,不需要模具就能确保零件的加工精度,同时机床所配系统具备刀具半径补偿和长度补偿功能,降低了编程复杂性,提高了加工效率。本系统还具备零点偏置量功能,相当于可以建立多工件坐标系,实现多工件的同时加工,空行程可采用快速方式,以减少辅助时间,进一步提高劳动生产率。
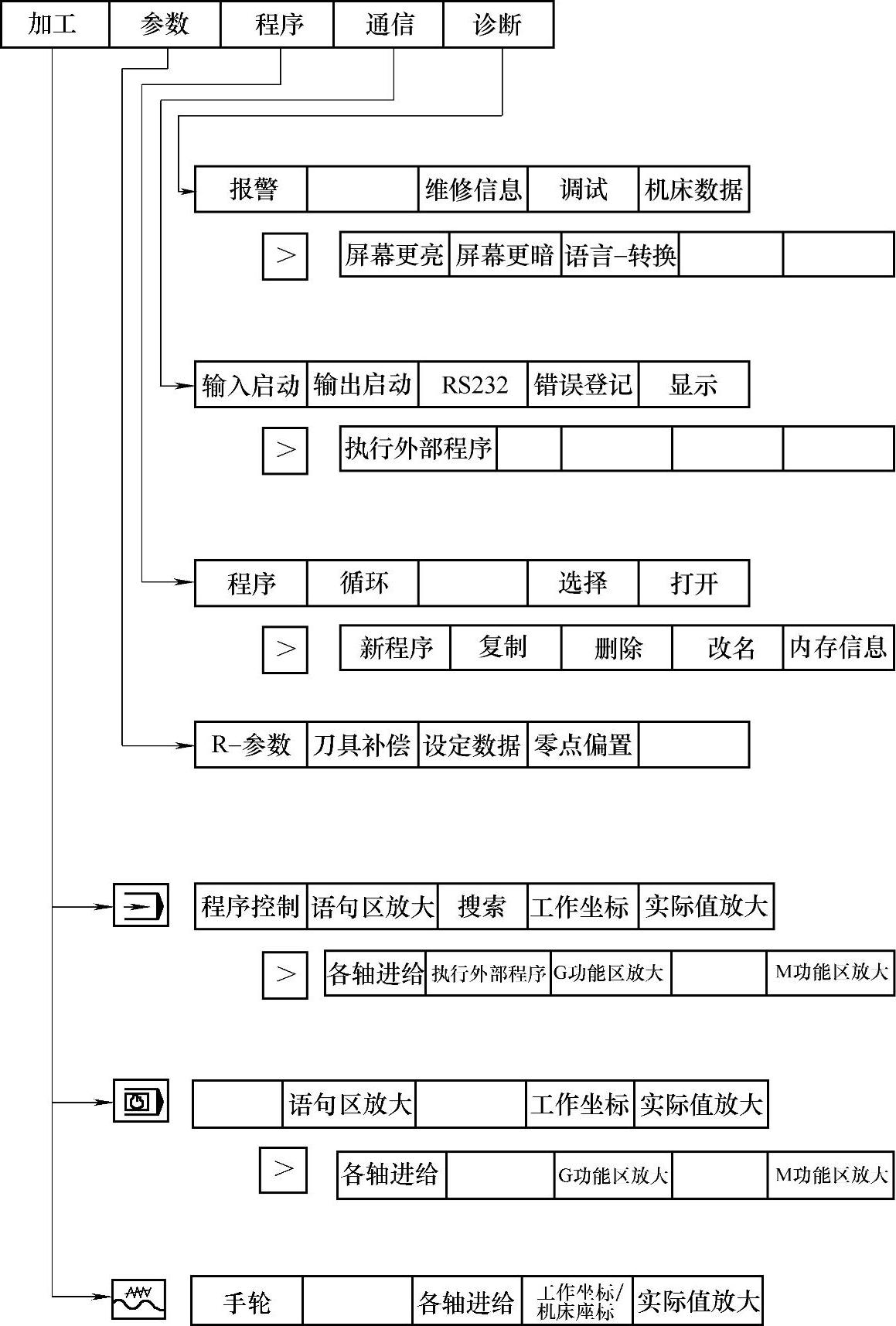
图3-74 SINUMERIK 802S软件功能
1.机床组成
图3-75为数控铣床的结构布局,机床的主轴电动机为双速电动机。通过双速开关可实现主轴正转和反转的高、低速四挡功能,而每一种功能状态下,又可通过机械齿轮变速达到调速的目的。
机床分为6个主要部分,即床身部分、铣头部分、工作台部分、横进给部件、升降台部分、冷却与润滑部分。
(1)床身 床身内部布筋合理,具有良好的刚性,底座上设有4个调节螺栓,便于机床调整水平,冷却液储液池设在机床座内部。
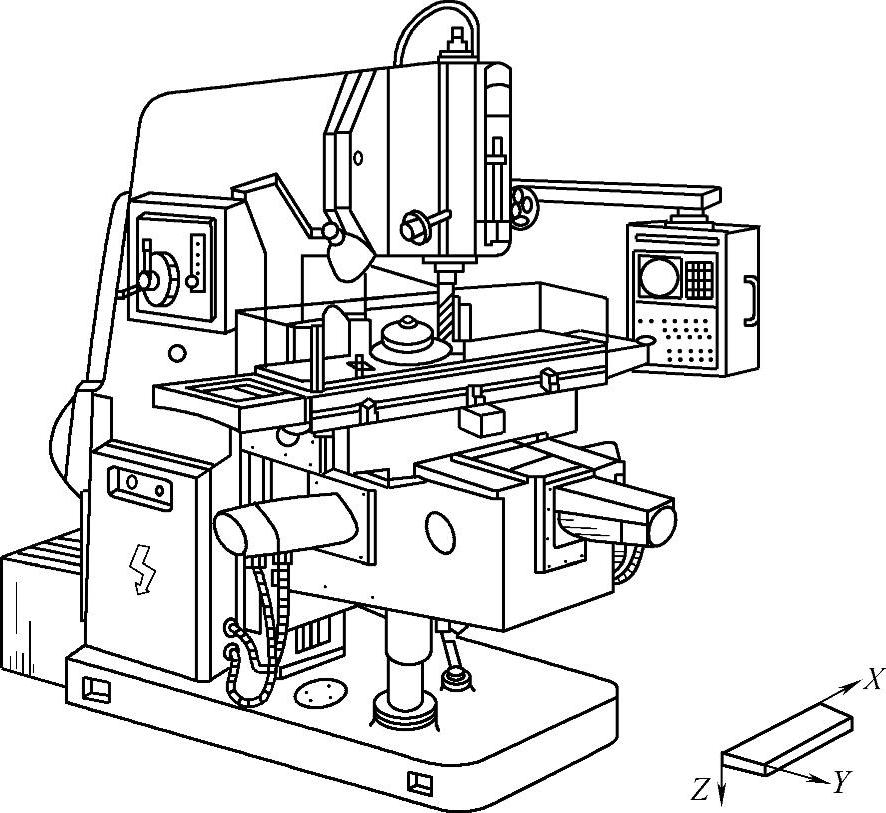
图3-75 XK5025型数控铣床的布局
(2)铣头部分 铣头部分由有级(或无级)变速箱和铣头二个部件组成。铣头主轴支承在高精度轴承上,保证主轴具有高回转精度和良好的刚性,主轴装有快速换刀螺母,前端锥孔采用ISO#30锥度。主轴采用机械无级变速,调节范围宽,传动平稳,操作方便。刹车机构能使主轴迅速制动,节约辅助时间,刹车时通过制动手柄撑开止动环使主轴立即制动。启动主电动机时,应注意松开主轴制动手柄。铣头部件还装有伺服电动机、内齿带轮、滚珠丝杆副及主轴套筒,它们形成铅垂向(Z向)进给传动链,使主轴作铅垂向直线运动。
(3)工作台 工作台与床鞍支承在升降台较宽的水平导轨上,工作台的纵向进给是由安装在工作台右端的伺服电动机驱动的。通过内齿带轮带动精密滚珠丝杠副,从而使工作台获得纵向进给。工作台左端装有手轮和刻度盘,以便进行手动操作。床鞍的纵横向导轨面均采用了TURCTTE-B贴塑面,提高了导轨的耐磨性、运动的平稳性和精度的保持性,消除了低速爬行现象。
(4)升降台(横向进给部分) 升降台前方装有交流伺服电动机,驱动床鞍作横向进给运动,其传动原理与工作台的纵向进给相同。此外,在横向滚珠丝杠前端还装有进给手轮,可实现手动进给。升降台左侧装有锁紧手柄,轴的前端装有长手柄,可带动锥齿轮及升降台丝杆旋转,从而获得升降台的升降运动。
(5)冷却与润滑装置 机床冷却系统是由冷却泵、出水管、回水管、开关及喷嘴等组成。冷却泵安装在机床底座的内腔里,冷却泵将冷却液从底座内储液池打至出水管,然后经喷嘴喷出,对切削区进行冷却。机床润滑系统是由手动润滑液压泵、分油器、节流阀、油管等组成。机床采用周期润滑方式,用手动润滑液压泵,通过分油器对主轴套筒、纵横向导轨及三向滚珠丝杆进行润滑,以提高机床的使用寿命。
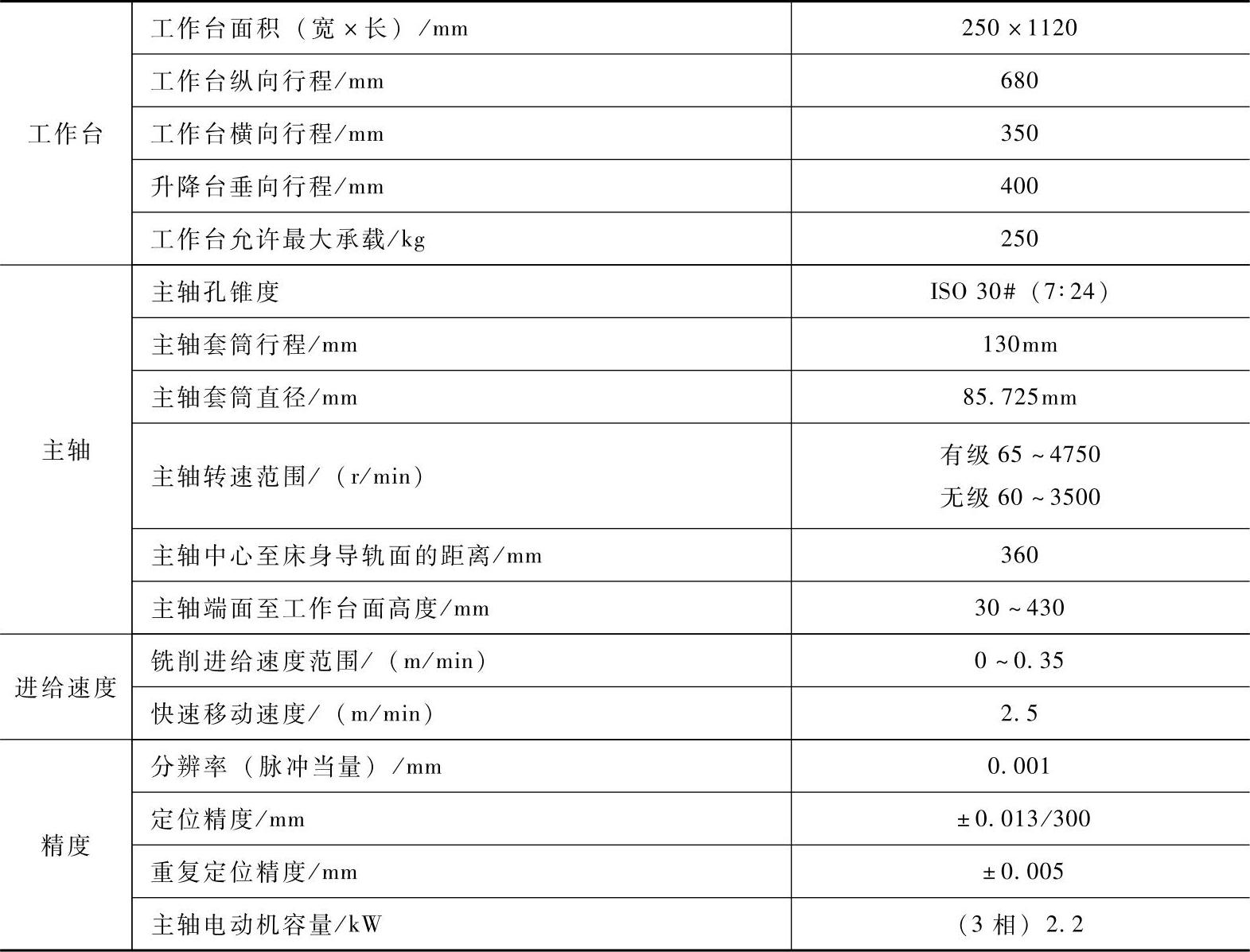
2.技术参数
机床主要技术参数见表3-14。
表3-14 机床主要技术参数
3.操作设备(https://www.xing528.com)
(1)CRT/MDI操作面板 图3-76为FANUC 0-MD系统的CRT/MDI操作面板,其主功能如表3-15所示,其他键的用途见表3-16。
表3-15 CRT/MDI面板主功能
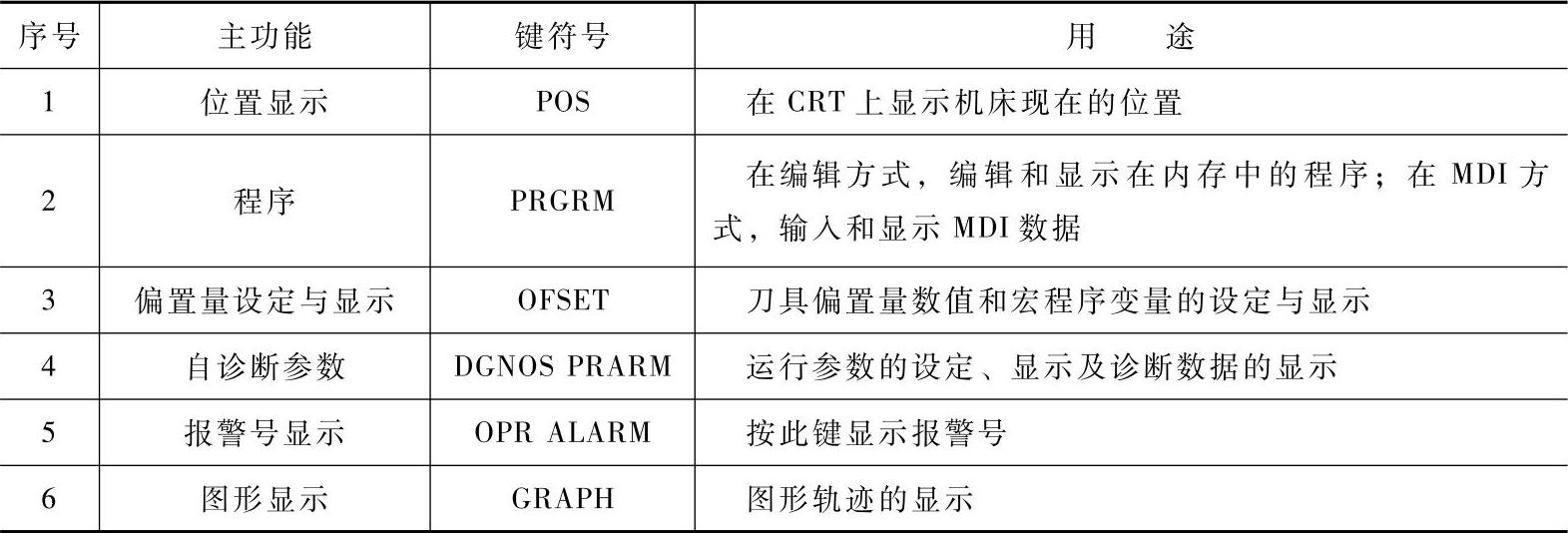
表3-16 CRT/MDI面板其他键的用途

(续)
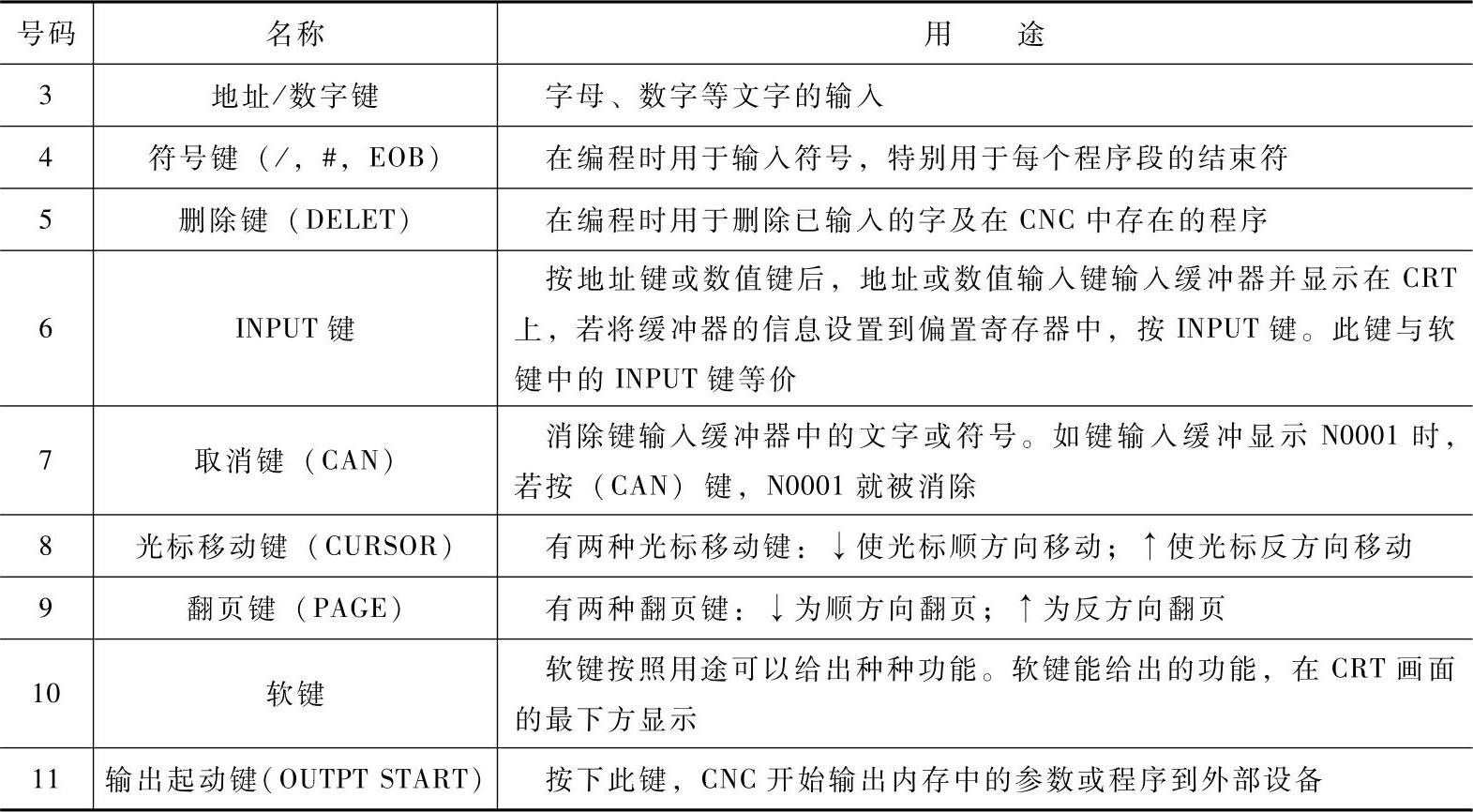
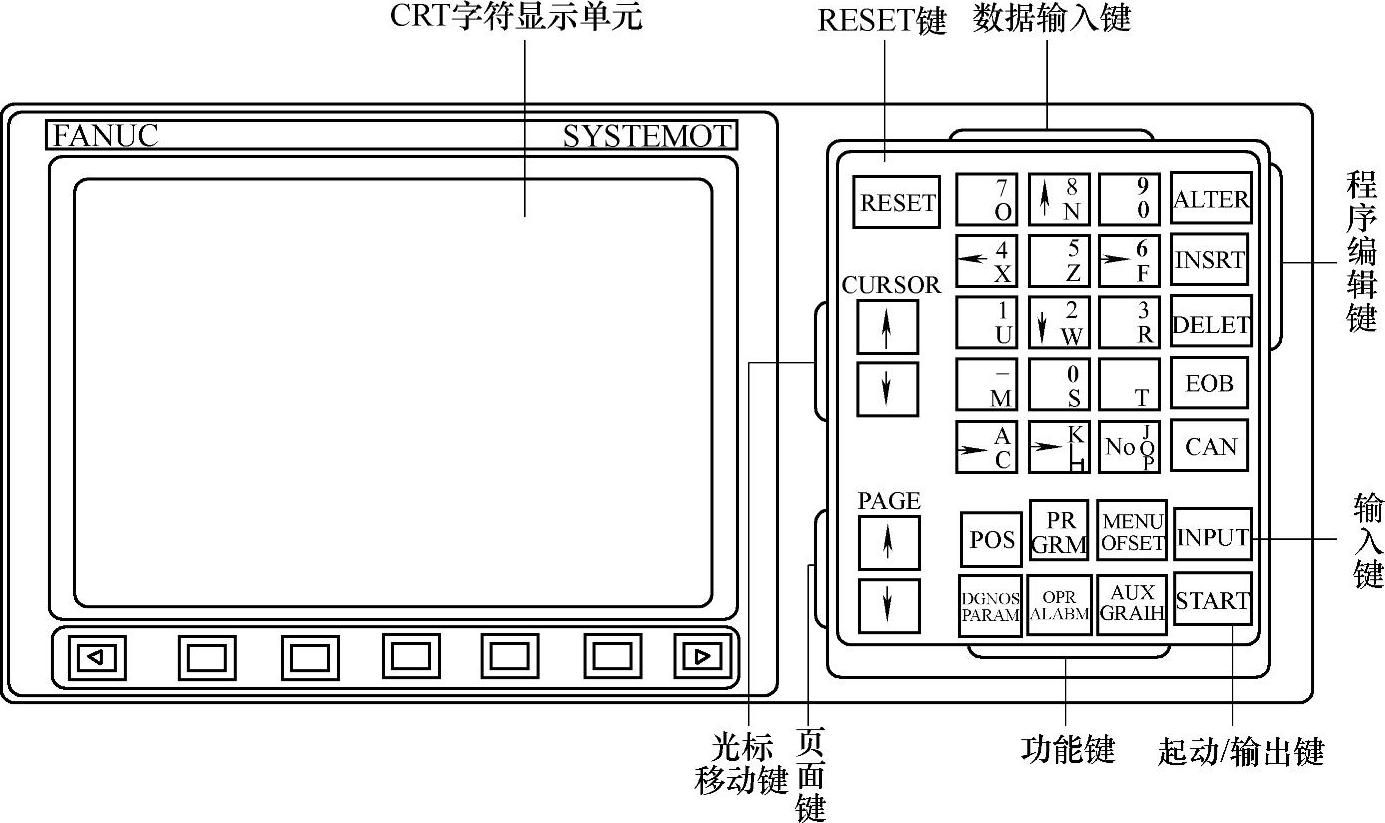
图3-76 CRT/MDI操作面板
(2)机床操作面板 机床操作面板如图3-77所示。机床的类型不同,其开关的功能及排列顺序有所差异。操作按(旋)钮的功能见表3-17,表3-18为手动操作一览表。
表3-17 操作旋钮的功能说明

(续)
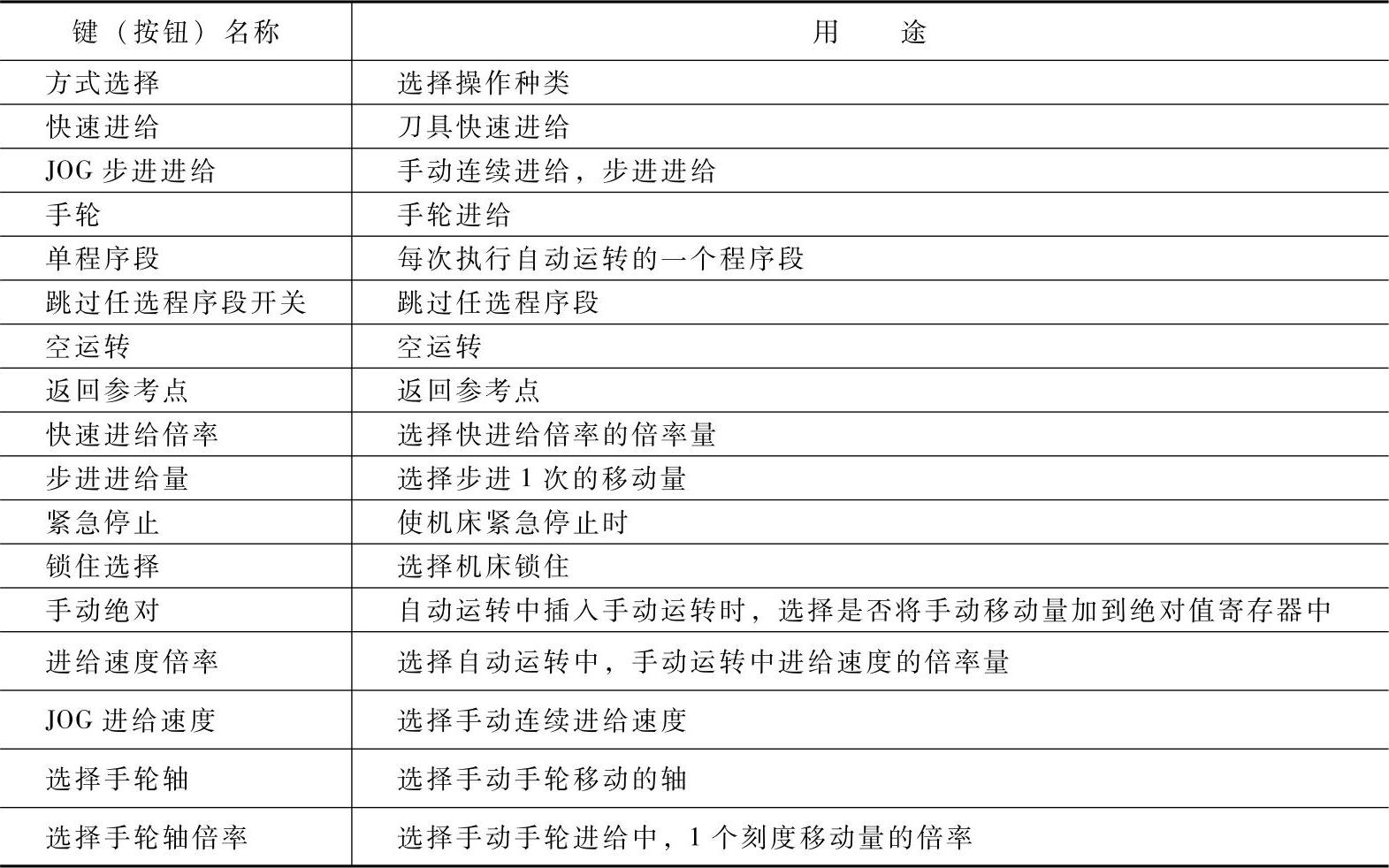
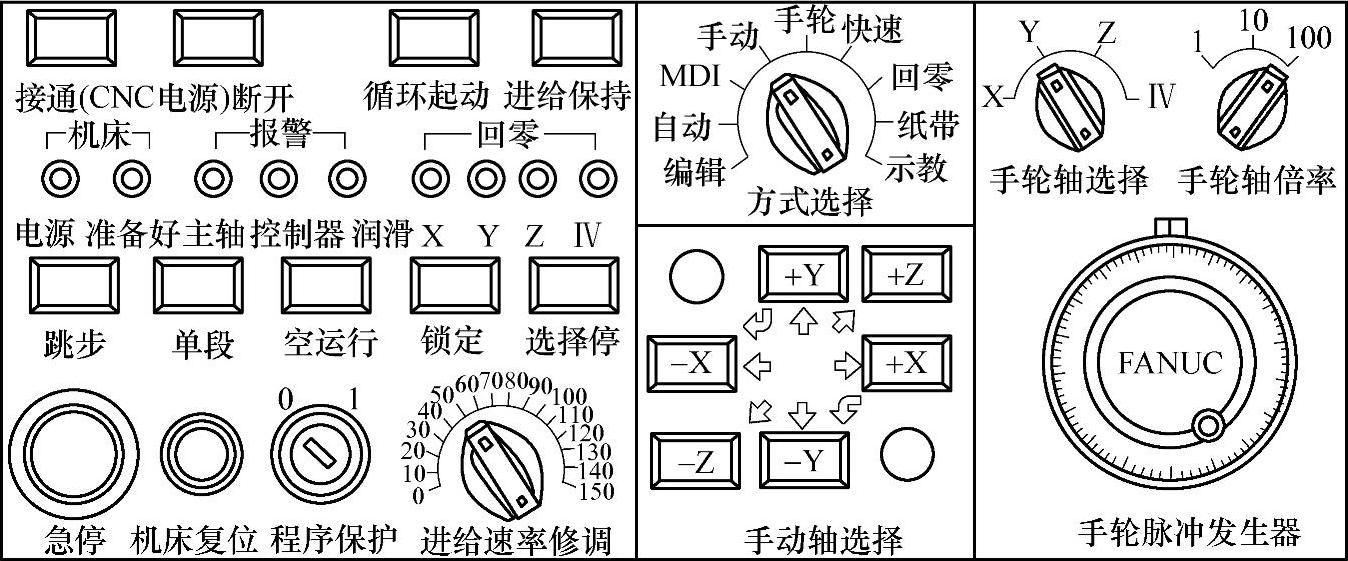
图3-77 机床操作面板
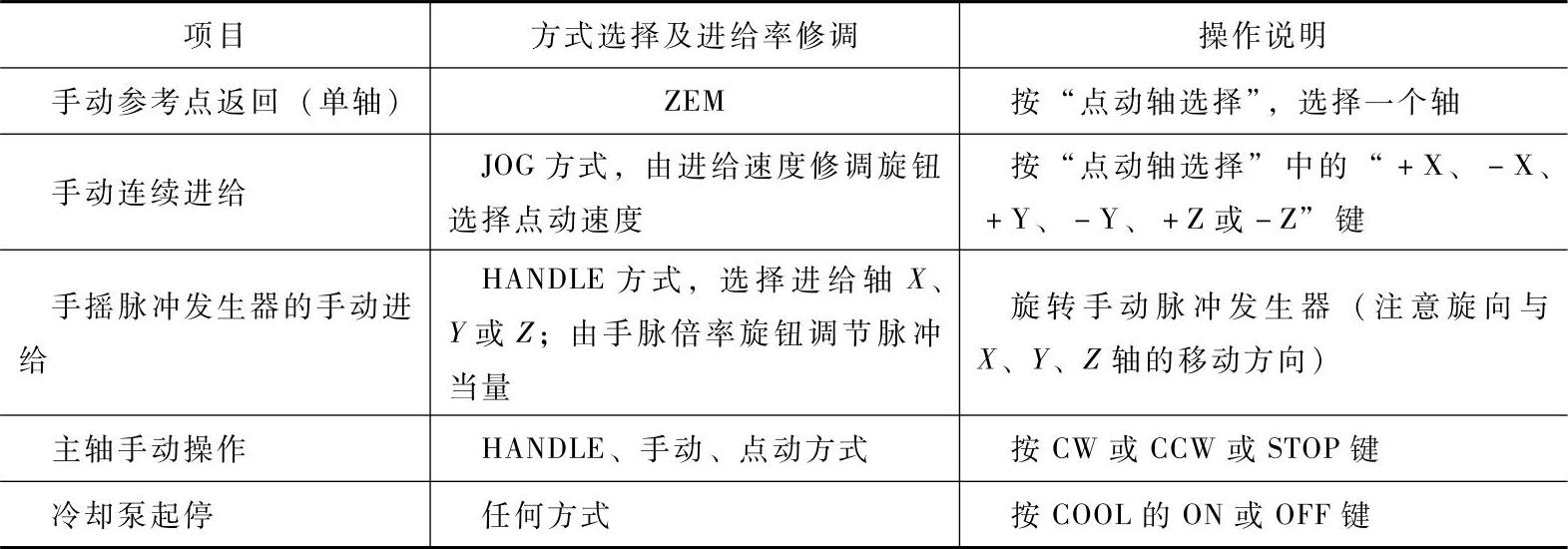
表3-18 手动操作
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。