



【摘要】:同时,该处绝缘液体也被局部加热,急速汽化,体积发生膨胀,随之产生很高的压力。电火花加工原理如图3-50所示。图3-50 电火花加工原理图图3-51 电火花线切割原理图3.电火花加工特点1)不受加工材料硬度限制,可加工任何硬、脆、韧、软的导电材料。3)脉冲参数调整方便,可一次装夹完成粗、精加工。4)易于实现数控加工。
1.工作原理
电火花加工(ElectricalDischargeMachining,EDM)利用工具电极与工件电极之间脉冲性火花放电,产生瞬时高温,工件材料被熔化和汽化。同时,该处绝缘液体也被局部加热,急速汽化,体积发生膨胀,随之产生很高的压力。在这种高压作用下,已经熔化、汽化的材料就迅速从工件的表面去除。电火花加工原理如图3-50所示。
2.电火花加工类型
1)电火花成形加工。适用于各种孔加工、模具型腔加工,还可刻宇、表面强化、涂覆等。
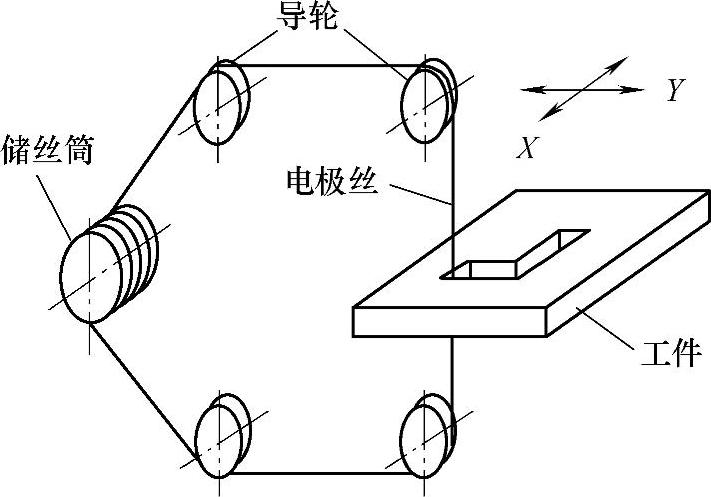
2)电火花线切割加工。用连续移动的钼丝(或铜丝)作工具阴极,工件为阳极。机床工作台带动工件在水平面内作两个方向的移动,可切割出二维图形(见图3-51)。同时,丝架可作小角度摆动,可切割出斜面。适用于各种冲模、粉末冶金模及工件,各种样板、磁钢及硅钢片的冲片,钼、钨、半导体或贵重金属。
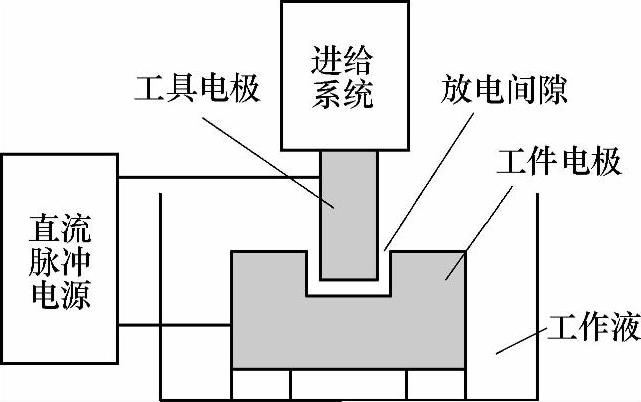
图3-50 电火花加工原理图
 (https://www.xing528.com)
(https://www.xing528.com)
图3-51 电火花线切割原理图
3.电火花加工特点
1)不受加工材料硬度限制,可加工任何硬、脆、韧、软的导电材料。
2)加工时无显著切削力,发热小,适于加工小孔、薄壁、窄槽、型面、型腔及曲线孔等,巨加工质量较好。
3)脉冲参数调整方便,可一次装夹完成粗、精加工。
4)易于实现数控加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。