



随着微米加工技术的发展,特别是在微电子学领域,越来越小的元器件需求日益增长。例如,很多元器件要求制造10~20μm的小孔和窄缝,其边缘清晰度为几μm,一般的加工方法是很难实现的,而电子束加工可以实现。
1.加工原理
电子束(Electron Beam)加工是在真空条件下,利用聚焦后能量密度极高(106~109W/cm2)的电子束,以极高的速度(光速的1/2~1/3)冲击到工件表面极小的面积上,在几分之一μs的时间内,其能量的大部分转变为热能,使被冲击部分的工件材料瞬时达到几千℃以上的高温,热量来不及传导扩散,从而引起材料的局部熔化和汽化。电子束加工的加工原理如图3-43所示。
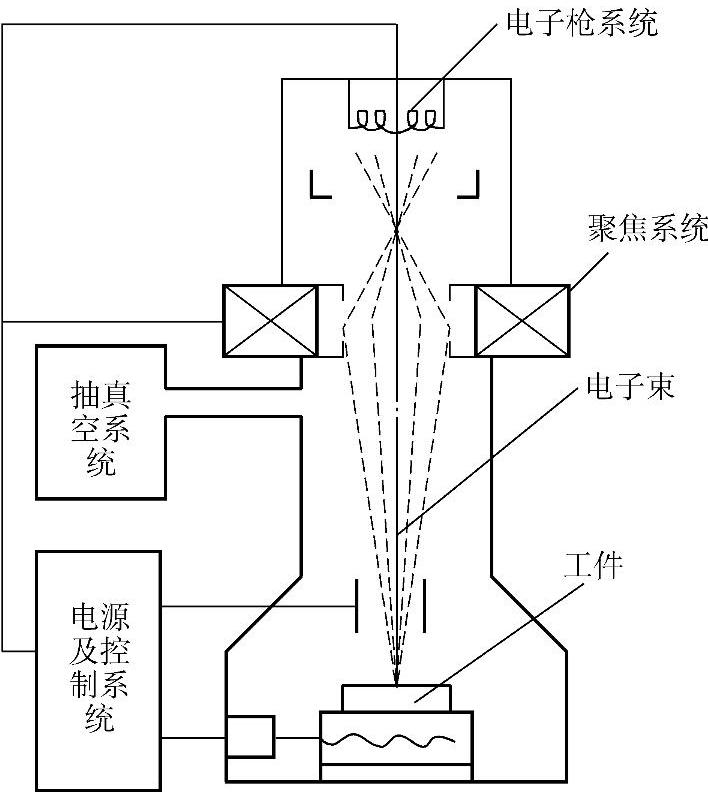
图3-43 电子束加工的加工原理
2.电子束加工工艺
利用电子束的热效应可以对材料进行表面热处理、焊接、刻蚀、钻孔、熔炼,或直接使材料升华。控制电子束能量密度的大小和能量注入时间,就可达到不同的加工目的。如只使材料局部加热就可进行电子束热处理;使材料局部熔化就可进行电子束焊接;提高电子束能量密度,使材料熔化和汽化,就可进行打孔、切割等加工;利用较低能量密度的电子束轰击高分子材料时产生化学变化的原理,即可进行电子束光刻加工。图3-44给出了各种电子束加工的功率密度和作用时间。
(1)电子束焊接 电子束功率密度达105~106W/cm2时,电子束轰击处的材料即局部熔化;当电子束相对工件移动,熔化的金属即不断固化,利用这个现象可以进行材料的焊接。电子束焊具有深熔的特点,焊缝的深宽比可达20:1,甚至50:1。这是因为当电子束功率密度较大时,电子束给予焊接区的功率远大于从焊接区导走的功率。利用电子束焊接的这一特点可实现多种特殊焊接方式。电子束几乎可以焊接任何材料,包括难熔金属(W、Mo、Ta、Nb)、活泼金属(Be、Ti、Zr、U)、超合金和陶瓷等。此外,电子束焊接的焊缝位置精确可控、焊接质量高、速度快,在航空、火箭、电子、汽车等工业中可用作精密焊接。在重工业中,电子束焊接的功率已达100kW,可平焊厚度为200mm的不锈钢板。对大工件焊接时须采用大体积真空室,或在焊接处形成可移动的局部真空。
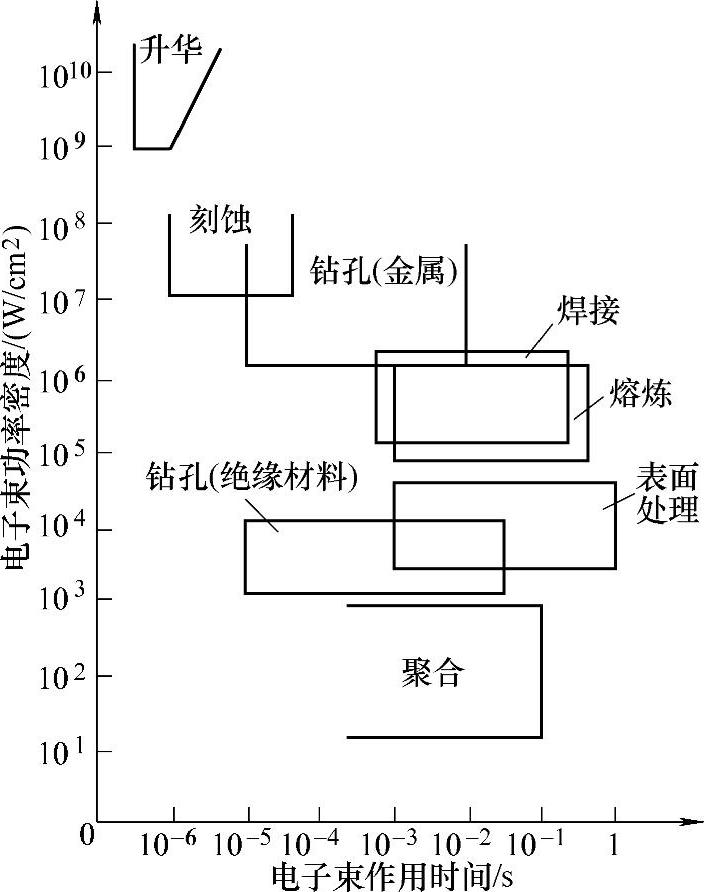
图3-44 各种电子束加工的功率密度和作用时间(https://www.xing528.com)
(2)电子束刻蚀和电子束钻孔 用聚焦方法得到很细的、功率密度为106~108W/cm2的电子束,周期地轰击材料表面的固定点,适当控制电子束轰击时间和休止时间的比例,可使被轰击处的材料迅速蒸发而避免周围材料的熔化,这样就可以实现电子束刻蚀、钻孔或切割。同电子束焊接相比,电子束刻蚀、钻孔、切割所用的电子束功率密度更大而作用时间较短。电子束可在厚度为0.1~6mm的任何材料的薄片上钻直径为1至几百微米的孔,能获得很大的深度/孔径比。例如,在厚度为0.3mm的宝石轴承上钻直径为25μm的孔。电子束还适合在薄片(如燃气轮机叶片)上高速大量地钻孔。
(3)电子束熔炼 电子束加热可使材料在真空中维持熔化状态并保持很长时间,实现材料的去气和杂质的选择性蒸发,可用来制备高纯材料。电子束加热是电能转为热能的有效方式之一,大约有50%功率用于熔化和维持液态。功率在60kW以下的电子束熔炼机可用直热式钨丝作为电子枪的阴极。60kW以上的熔炼机的电子枪则用间热式块状钽阴极,它由背后的钨丝所发射的电子轰击加热到2700K,可有每平方厘米为几安的发射电流密度。电子枪加速电压约30kV,这样容易防止电击穿和减弱X射线辐射。电子束用磁聚焦和磁偏转。电子枪和熔炼室用不同的真空泵抽气,真空度分别维持在10-3Pa和10-1Pa左右。
3.电子束加工特点
1)电子束能聚焦成很小的斑点(直径一般为0.01~0.05mm),适合于加工微小的圆孔、异形孔或槽,可用于薄材料的穿孔和切割。穿孔直径一般为0.03~1.0mm,最小孔径可达0.002mm。切割0.2mm厚的硅片,切缝仅为0.04mm,因此可节省材料。
2)功率密度高,能加工高熔点和难加工材料,如钨、钼、不锈钢、金刚石、蓝宝石、水晶、玻璃、陶瓷和半导体材料等。
3)无机械接触作用,无工具损耗问题。
4)加工速度快,例如,在0.1mm厚的不锈钢板上穿微小孔,每秒可达3000个;切割1mm厚的钢板速度可达240mm/min。
5)由于使用高电压,会产生较强X射线,必须采取相应的安全措施。
6)需要在真空装置中进行加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。