



激光焊接技术在制造领域的应用正稳步增长,由脉冲到连续,由小功率到大功率,由薄板到厚件,由简单单缝到复杂形状,激光焊接在不断的演化过程中已经逐步成为一种成熟的现代加工工艺技术。随着激光输出功率的提高,特别是高功率CO2激光器的出现,激光深穿透技术在国内外都得到了迅速发展,最大的焊接深宽比已经达到了12:1,激光焊接材料也由一般低碳钢发展到了今天的焊接镀锌板、铝板、钛板、铜板和陶瓷材料,激光焊接速度也达到了每分钟几十米。激光焊接技术日益成熟,并大量应用到生产线上。在汽车生产线上,如齿轮焊接、汽车底板及结构件(包括车门车身)的高速拼焊已取得了巨大的经济效益和社会效益。
激光焊接技术对传统的汽车焊接工艺带来了冲击。激光焊接技术在焊接铝材、用焊接件代替铸件以及全车身构架结构焊接的应用前途最大。目前,激光焊接在汽车工业中已成为标准工艺。激光用于车身面板的焊接,可将不同厚度和具有不同表面涂镀层的金属板焊在一起,然后再进行冲压,这样制成的面板结构能达到最合理的金属组合。激光焊接的速度约为4.5m/min,而巨很少变形,省去了二次加工。激光焊接加速了用冲压零件代替锻造零件的进程。车身装配中的大量点焊,把两个焊头夹在工件边缘上进行焊接,凸缘宽度需要16mm;而激光焊接是单边焊接,只需要5mm。把点焊改为激光焊,每辆车就可以节省钢材40kg。用传统点焊焊接两片0.8mm的钢板冲压件,平均速度为20点/min,焊距为25mm,即速度为0.5m/min。用激光焊速度可以达到5m/min以上。图3-23为上海大众汽车公司的焊接生产线的车身焊接。
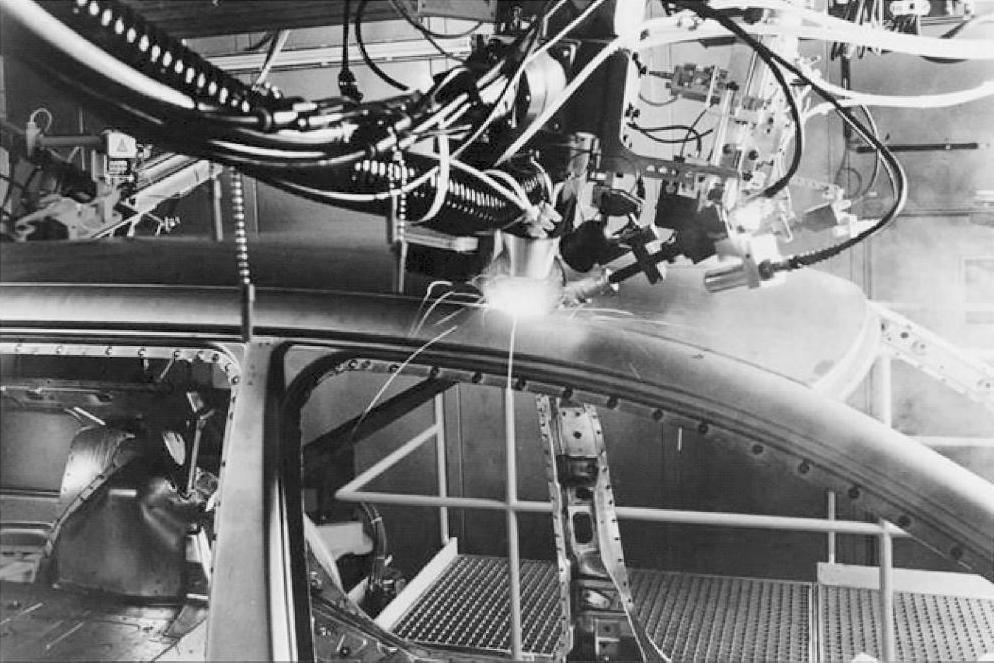
图3-23 上海大众汽车公司的汽车车身焊接
采用激光焊接技术,不仅可降低成本,还大大提高了生产效率。激光焊接用于车顶外壳与框架焊接、传动转换器盖板的焊接,由CNC控制,其循环时间约为16s,实际焊接时间仅为3s,一天可连续运行24h。激光焊接用于焊接小轿车的变速器总成和底盘,激光束的焊接速度快,易于自动化控制,并巨易于归并到一个灵活的制造系统中。激光焊接改进了厂家的产品设计投产周期,降低了成品的废品率。(https://www.xing528.com)
图3-24所示为汽车齿轮的激光焊接。目前世界各大汽车制造厂竞相采用激光焊接齿轮,取代电阻焊、感应焊、电子束焊等工艺方法,以提高产品在国际市场上的竞争力。齿轮焊接既可减少零件数量,又能提高齿轮质量,降低齿轮的制造成本。与传统焊接工艺相比,激光焊接齿轮无需在真空中进行,可避免焊接变形,焊接后的齿轮无需再精加工。激光焊接可使焊缝深宽比高达10:1,巨焊缝处具有相当或优于母材的综合力学性能,保证了齿轮可以传递较大的转矩。
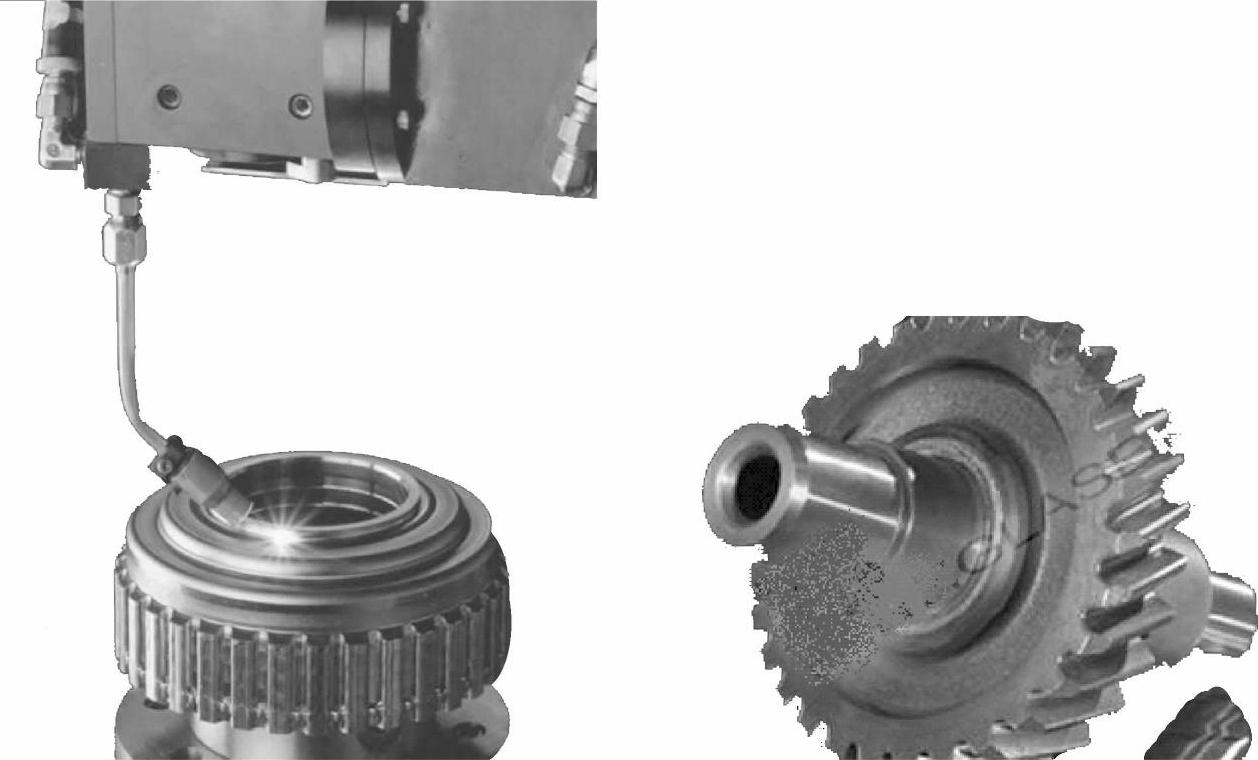
图3-24 汽车齿轮的激光焊接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。