



1.概述
前面介绍的常温氧化(发黑、发蓝)工艺都是用硒盐、铜盐的发黑剂体系。但是硒盐价格贵且有毒,使废液处理困难,且膜层性能仍然存在许多不足,因此国内外都在不断地研究和开发新的无硒常温氧化体系,企图寻找一种新的溶液来取代硒⁃铜体系的溶液。目前有钼系发黑液、铜硫系发黑液、锰系发黑液、黑磷化系发黑液等。虽然这些发黑液各有特点,但与硒铜系发黑液一样,同样存在发黑前处理要求严格甚至苛刻、膜层光泽差、耐蚀性不够好、发黑液不稳定等问题。几种新的常温无硒氧化发黑工艺见表3⁃10。
表3⁃10 常温无硒氧化发黑工艺

(续)

常温无硒氧化成膜机理如下:
(1)催化剂原理 常温发黑是在基体表面覆盖一层黑色物质,尽管不排除基体参与反应,但不是主反应,因为发黑膜的主要成分不是Fe3O4,而是CuO,钢铁件浸入发黑液中,同时存在下列三种反应
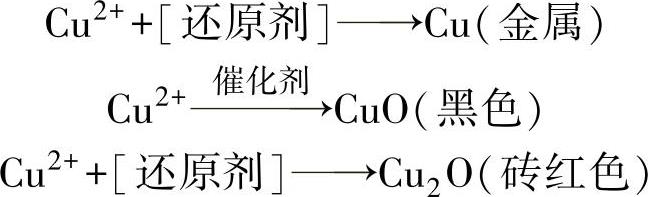
在催化剂的作用下,黑色的CuO生成反应得到加速,而Cu和Cu2O的生成反应则被抑制。因此,在钢铁表面形成CuO的发黑膜,其含量决定了膜层的黑度。
(2)电化学反应机理 钢铁表面常温发黑膜的形成,本质上是钢铁在特定介质中处于自腐蚀电位下的电化学反应,即共轭的局部阳极氧化反应和局部阴极还原反应的综合结果。在发黑体系中,主成膜剂是硫酸铜和黑化剂。黑化剂在电化学反应体系中,作为一种在局部阴极发生还原反应的氧化剂,必须与CuSO4按适当比例配比后,才能形成合格的发黑膜。CuSO4的作用是提供Cu2+,使其在钢铁表面还原,并沉淀出具有催化活性的微铜粒子,作用于局部阴极促使黑化剂还原,以及自身在局部阴极形成黑色的CuO,沉积于钢铁表面参与成膜,从而和黑化剂的还原反应一起,在短时间内形成黑色氧化膜。
2.钼⁃铜⁃硫体系常温发黑工艺
(1)发黑机理 一般认为钢铁表面发黑是因为发生复杂的氧化还原反应和沉淀反应,也就是在氧化剂的作用下,钢铁表面被溶解,在铁和溶液的界面处形成氧化铁的过饱和溶液。在促进剂的作用下,在金属表面活性点上生成氧化物晶须,并逐渐生长形成一层连续的氧化膜。钼⁃铜⁃硫体系溶液发黑的机理是在氧化剂钼磷酸铵作用下,铁基体被氧化生成FeO、Fe3O4、Fe2+,Cu在还原剂Na2S2O3作用下生成CuO、CuS,Fe在催化剂作用下生成FePO4、Fe3(PO4)2,Zn3(PO4)2、Cu3(PO4)2参与成膜,使膜层变得更致密,黑色更深。发黑膜成分比较复杂,大约为CuO、CuS、FeS、MoS2、Fe3(PO4)2,Zn3(PO4)2、Cu3(PO4)2等。
(2)发黑的工艺流程 钢铁工件→脱脂→热水洗→冷水洗→酸洗除锈→冷水洗→二道冷水洗→活化→冷水洗→发黑→漂洗→中和→冷水洗→热水洗→吹干→浸油。
(3)发黑预处理 工件预处理的质量对发黑膜的质量影响极大。如果表面残留有油、锈或氧化皮,就会造成工件表面不发黑或局部不发黑或发黑不均匀、颜色不深等缺陷,因此必须认真处理。
1)脱脂溶液配方及工艺:NaOH80g/L,Na2CO350g/L,洗衣粉3g/L,在80℃下,处理6~10min。
2)除锈溶液配方及工艺:HCl300g/L,H2SO4200g/L,OP⁃104g/L,十二烷基磺酸钠0.04g/L,硫脲适量,以除锈干净为止,防止过蚀。
3)活化:质量分数为36%的盐酸,处理时间1~3min。
(4)发黑溶液配方及工艺 钼⁃铜⁃硫体系常温发黑工艺包括以下4个方面。
1)发黑工艺见表3⁃11。
表3⁃11 发黑工艺

2)发黑溶液的配制。按配方量配制成溶液,加入H2SO4、H3PO4调节酸度使pH在1.5~2.5之间,溶液由黄绿色浑浊逐渐变清。发黑过程应抖动工件数次,以便使着色成膜均匀。
3)发黑溶液中成分的影响。溶液中硫酸铜和磷钼酸铵是发黑的主要组分,硫酸铜量增多,膜的颜色偏红,而磷钼酸铵量增大,则使膜的颜色偏蓝。反应速度加快。而结合力不变。硫酸镍可以提高黑膜的致密性,但不能直接成膜。乙二胺四乙酸二钠起络合作用,若含量过高,作用也不明显;含量过低,则使溶液在使用与贮存过程中产生沉淀。磷酸盐参与成膜,能提高膜的耐蚀性,也使发黑液保持一定的酸度。
4)工艺对黑膜的影响。溶液的pH在1.5~2.5变化时,对发黑时间及结合力均无影响,摩擦次数大于50次,超出此范围则膜的质量下降。
溶液的温度应控制在15~35℃,在此范围内对发黑时间及结合力均无影响,膜的耐摩擦次数大于50次,温度过低或过高膜的质量都会下降。
发黑时间对膜层质量的影响很大,时间短膜不发黑,时间过长又影响膜的颜色,且结合力下降。因此时间应控制在6~8min,此时生成的膜,耐摩擦次数大于50次,点滴31~32s,膜厚为3.5~5.0μm。(https://www.xing528.com)
(5)发黑后处理 钢铁工件在发黑液中发黑以后,从溶液中取出,先在空气中放置1~2min,水洗后再放入3%碳酸钠溶液里中和,经水洗后甩干,浸入热防锈油(80~90℃)后捞起。
因此,经发黑处理的钢铁工件必须经水洗、中和、风干后进行封闭,这样得到的发黑膜耐蚀性及光泽能满足产品质量的要求。
这种发黑溶液及工艺在能满足膜层质量要求的同时,还具有无硒毒害、高效节能、操作简单方便、生产成本低及适用的范围比较广的特点。虽然发黑的废液处理比较简便,但是溶液的使用周期短及其他问题尚要进一步解决。
3.钼盐⁃铜盐常温发黑
(1)发黑机理 采用钼酸铵代替亚硒酸与硫酸铜反应成膜,即形成钼酸盐⁃铜盐常温成膜发黑体系。钼酸盐氧化性较强,能提供活性氧,促进黑色氧化铜的生成,而毒性比较小。另外加入的辅助成膜剂磷酸二氢盐应适当控制,如果加入太高,分解活性氧的速度太快,膜层变得疏松、结合力也不好,如果含量太低,则发黑膜难以形成。
(2)工艺流程 钢铁工件钼酸铵⁃铜盐常温发黑工艺流程如下:
钢铁工件→脱脂→除锈→热水洗→冷水洗→酸活化→冷水洗→常温发黑→冷水洗→干燥→后处理→晾干→成品。
(3)发黑溶液配方及工艺 钢铁工件钼酸盐⁃铜盐常温发黑工艺见表3⁃12。
表3⁃12 钼酸盐⁃铜盐常温发黑工艺
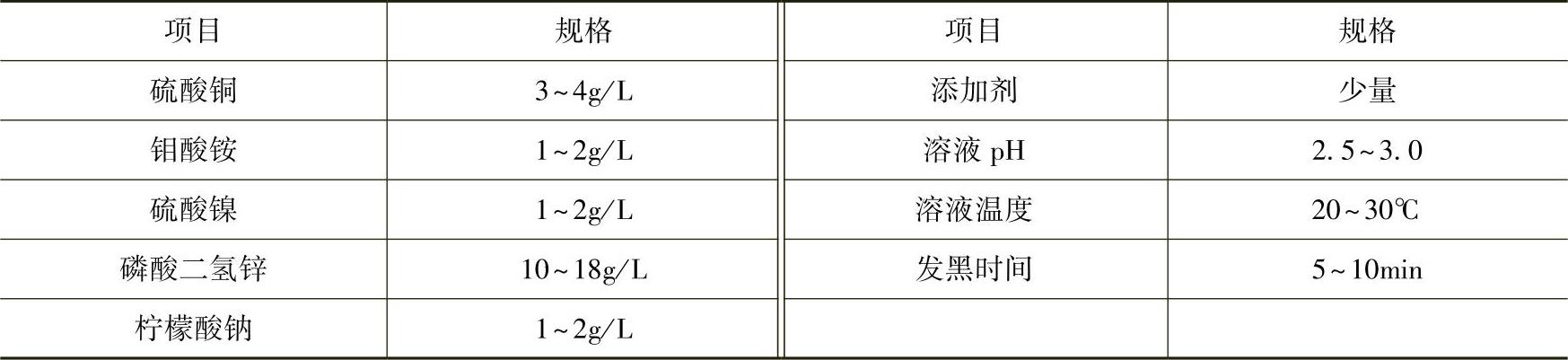
1)溶液的配制。先在发黑槽中加入2/3体积的水,然后把按配方比例称好的药品,将络合剂、主盐硫酸铜、钼酸盐、磷酸二氢锌依次加入槽中溶解,再加水至规定的容积,并搅拌均匀,调节pH至2.5即可。
2)络合剂。溶液中加进一定的络合剂,可以使Cu2+、Fe3+形成稳定的络合物,以便提高膜层的致密性和稳定性。络合剂的种类很多,其中以柠檬酸钠比较好。它的加入不但使膜层发黑,而且结合力也很好,比较牢固。
3)添加剂。常温发黑液中添加适量的添加剂可以改善溶液与钢铁工件表面的性能,其中主要是润湿性、乳化性和分散能力,以便使膜层分布均匀,结合牢固,但又不能加得太多,种类太多及含量过多都会产生不好的效果。
4)工艺的影响。溶液的温度最好控制在20~30℃。如果温度升高,反应速度加快,发黑也快,但温度太高,膜层疏松,当温度升到50℃时,钢铁表面即生成一层黑灰,因此温度不宜超过35℃。溶液的酸度也不能太高,太高时钼酸盐的还原速度加快,同样也影响黑膜的结合力,膜层附着不牢,故应控制pH=2.5~3.5为好。
(4)钢铁工件常温发黑膜的技术指标 钢铁工件在常温发黑溶液中发黑处理后,对生成的发黑膜可进行性能测试。测试的项目主要有外观检验、膜层厚度测量、膜层结合力的牢固程度以及膜层的耐蚀性点滴试验及浸泡试验等。检测的方法、结果及标准见表3⁃13。
表3⁃13 钢铁常温发黑膜的检测方法、结果及标准
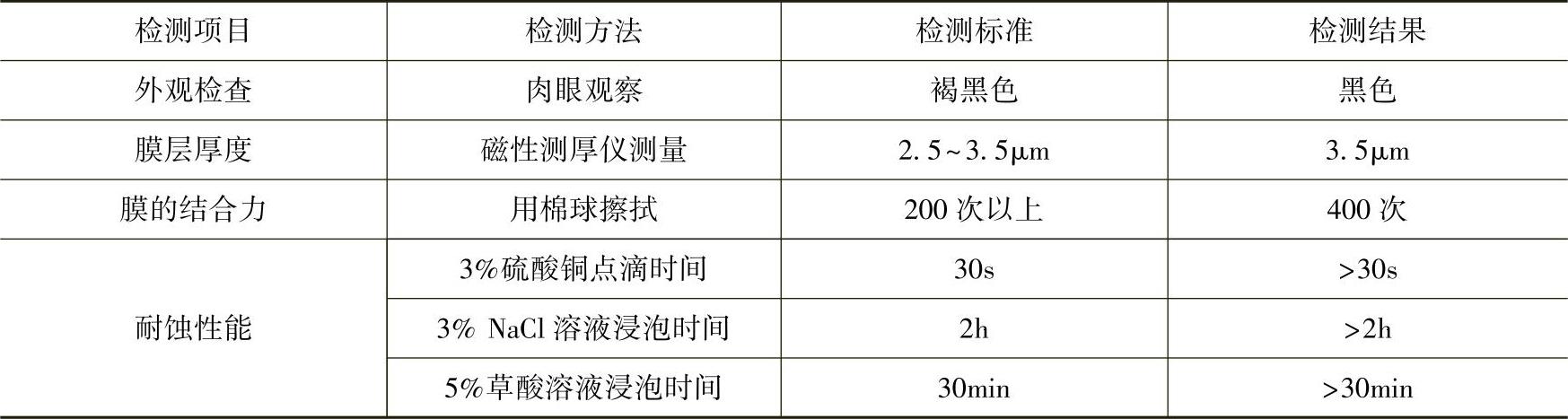
从测试结果看出,该工艺是钢铁在常温进行发黑处理,稳定性较好的工艺。它与传统的碱性发黑工艺比较,有发黑温度低、时间短、速度快、无毒、无味、无气体挥发、无害等特点,能改善劳动环境及操作条件。发黑的膜层具有色泽好、结合力强、耐蚀性好等优点。溶液成分的价格比较便宜,属于常规用药品,各地均可购得,可适用于一般钢铁制品的常温发黑。选用时应根据不同的材料及其表面状况、对产品质量的要求等制定溶液配方、工艺流程及工艺,先进行小型试验、取得经验,再进行批量生产。
4.钢铁的草酸盐氧化处理
钢铁工件放在含草酸盐的溶液中,表面可以生成难溶的草酸盐膜。在普通的钢材上,草酸盐膜主要作为涂装的底层,由于有较好的附着力,可以作为黏结钢材本体及涂层的中间层。在防护作用上可对钢铁起到双重的保护作用。即外表面有涂层保护,一旦涂层破损,则由草酸盐氧化膜起保护作用,直至涂层修复。
钢铁⁃草酸盐氧化处理工艺见表3⁃14。
表3⁃14 草酸盐氧化处理工艺
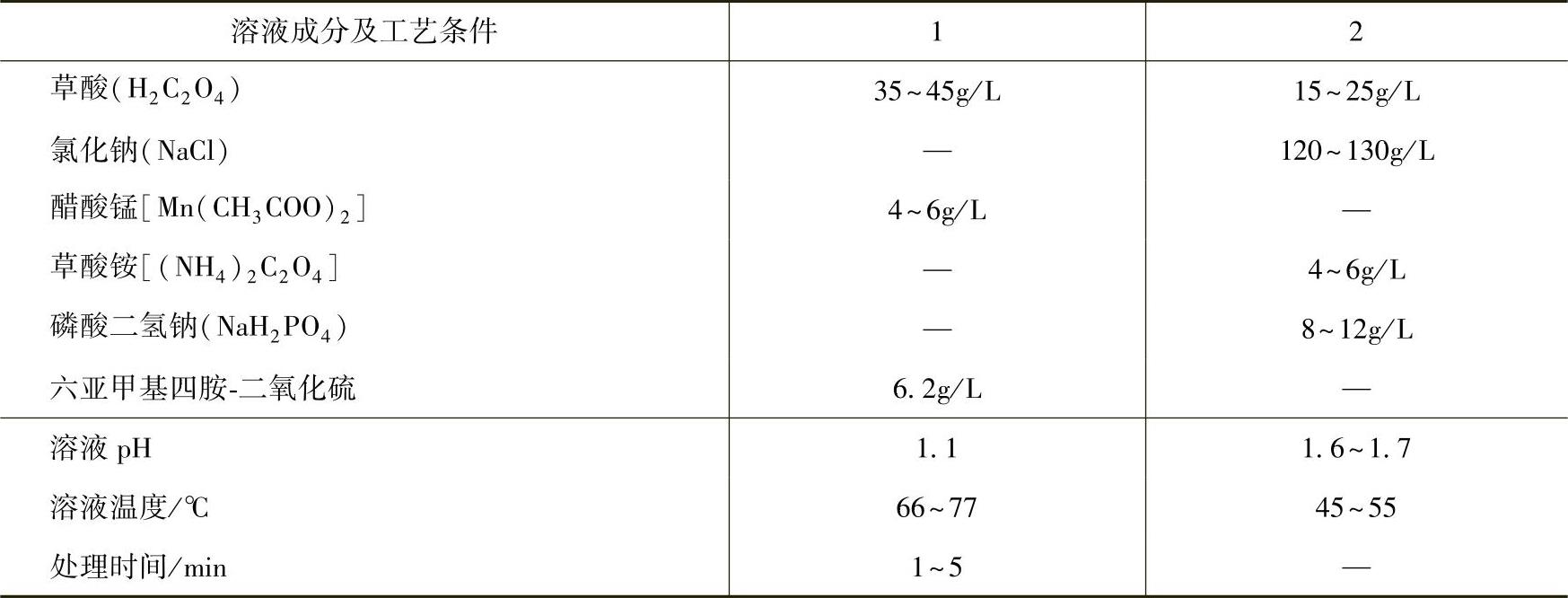
注:在配方1中,六亚甲基四胺⁃二氧化硫是由摩尔比为1∶4的六亚甲基四胺与二氧化硫在一定的温度下,经30h的反应而制得的。
钢铁草酸盐氧化处理前,钢铁表面要进行预处理,预处理的方法及要求与钢铁发黑预处理的一样。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。