



某不锈钢设备厂生产的食品饮料不锈钢设备,在某饮料厂安装后投产,为了安全卫生,在正式生产前必须用含氯杀菌清毒剂喷刷一遍,但后来发现不锈钢设备及管道的表面,局部产生黄锈,由于锈蚀的产生从而影响饮料的质量及卫生。经试验研究后采用阳极氧化法对设备及管道进行防护处理,防止了在杀菌消毒后发生锈蚀,取得了明显的效果。
(1)阳极氧化工艺流程 不锈钢设备及管道阳极氧化处理的工艺流程如下:
不锈钢制件→脱脂→热水洗→水洗→酸浸洗→水洗→阳极氧化→水洗→封闭→水洗→热风吹干→成品。
(2)阳极氧化预处理 阳极氧化预处理如下:
1)化学脱脂。不锈钢表面的油污很轻、只用较简单的碱液脱脂即可清除干净。脱脂工艺见表2⁃97。
表2⁃97 脱脂工艺

2)酸洗除膜。不锈钢表面有一层较薄的氧化膜,在加工过程中已有局部破损,所以必须把这层残旧的膜清除,才能重新生成致密、均匀的氧化膜,保证氧化膜的质量并具有较高的耐蚀性。酸洗工艺见表2⁃98。
表2⁃98 酸洗工艺

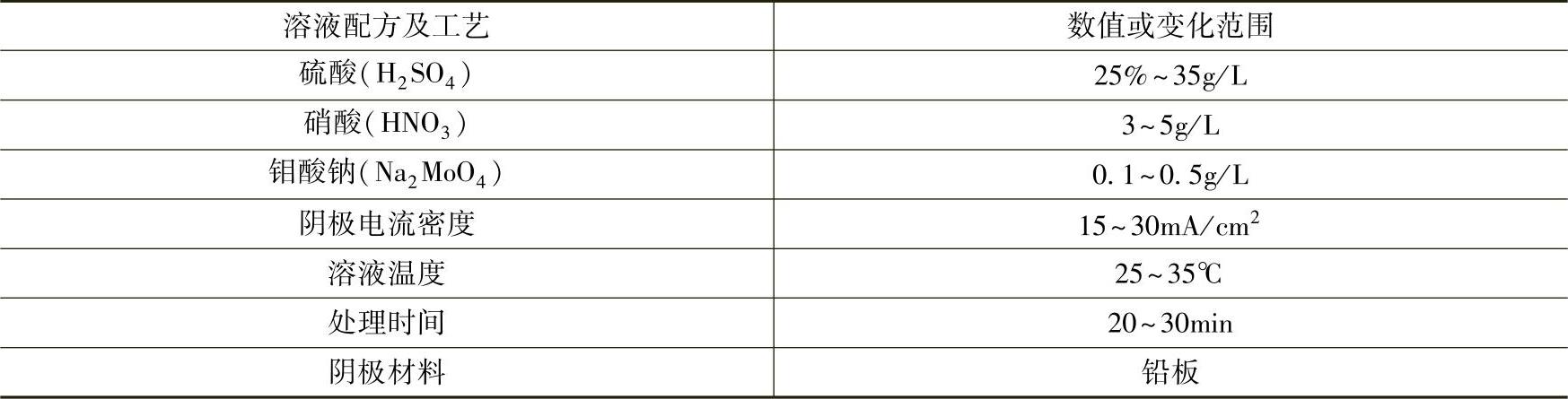
(3)阳极氧化工艺 食品及饮料不锈钢设备的阳极氧化处理,由于从安全卫生考虑。其溶液成分不宜用有毒的铬盐、砷盐等物质。但为了保证膜的质量,采用钼盐代替铬盐。不锈钢设备的阳极氧化工艺见表2⁃99。(https://www.xing528.com)
表2⁃99 不锈钢设备的阳极氧化工艺
(4)氧化膜的封闭 不锈钢设备经过阳极氧化处理后,水洗干净后放在常温封闭溶液中进行封闭,以便提高膜的耐蚀性。封闭溶液同样采用不含铬的钝化液,溶液配方及工艺见表2⁃100。
表2⁃100 溶液配方及工艺

(5)不锈钢阳极氧化膜的耐蚀性 将经过阳极氧化处理后的不锈钢试样和未经阳极氧化处理的试样分别放在不同浓度的NaCl溶液中测定各自的点蚀电位,测定的结果见表2⁃101。
表2⁃101 阳极氧化前后不锈钢的临界点蚀电位 (单位:mV)

从表可看出,不锈钢经过含有MoO24-的硫酸溶液阳极氧化处理后,由于重新生成了比较厚而且含有钼元素的钝化膜,其耐Cl-的点蚀电位得到提高,也即提高了不锈钢膜层在含氯介质中的耐蚀性。用含氯的杀菌消毒剂处理不锈钢表面时,不容易受氯侵蚀而生锈。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。