



图3-57所示为方形型芯,材料为CrWMn钢,热处理后硬度达到54~58HRC,22.47mm段以下端为基准,开制10′的脱模斜度。合理选用机床设备,编写其加工工艺路线,保证各尺寸、几何公差等符合图样的要求。
1.工艺分析
(1)零件组成表面 型芯的工作表面,49.98mm×49.98mm的固定端配合面,台阶面,八处推杆导向孔配合面。
(2)主要表面分析 板类零件,上下表面及相邻两侧面作为工艺基准。
(3)主要技术条件 型芯工作表面的表面粗糙度Ra值为0.8μm,尺寸精度为IT7。49.98mm×49.98mm的固定端配合面的表面粗糙度Ra值为1.6μm,尺寸精度为IT8。八处推杆导向孔需要保证位置精度,并且与推杆固定板一致。保证上下表面的平行度要求,零件需要经过热处理,保证硬度为54~58HRC。
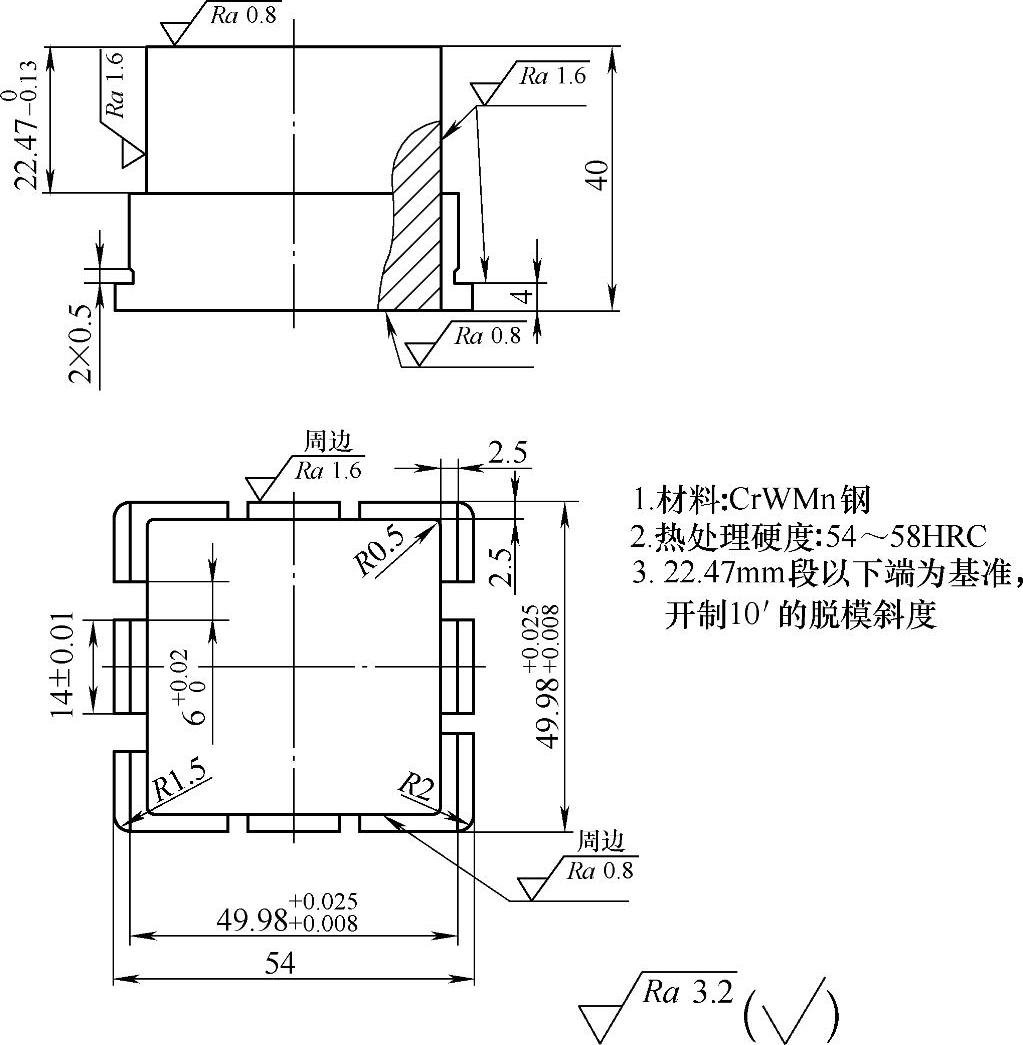
图3-57 方形型芯
2.毛坯选择
零件材料CrWMn钢为冷作模具钢。淬火及回火后,可以获得高耐磨性,基体有较高的强度和硬度,淬透性好,能够满足型芯实际工作的力学性能要求,但切削加工性较差。
根据零件特点以及型芯高硬度、高耐磨性、足够的强度和韧性的力学性能要求,零件毛坯选用锻件。
3.知识讲解
应用于模具加工与制造的表面工程技术非常广泛,不仅包括传统的表面淬火技术(如感应淬火、火焰淬火等)、热扩渗技术(如渗碳、渗氮、碳氮共渗、渗金属等)、堆焊技术和电镀硬铬技术,还有近20年来迅速发展起来的激光表面强化技术、物理气相沉积技术(PVD)、化学气相沉积技术(CVD)、离子注入技术、热喷涂技术、电刷镀技术和化学镀技术等。而且,传统的表面工程技术也在不断完善与发展之中。如热扩渗技术正由渗单一元素向多元共渗的方向发展,而熔盐渗金属法的出现与完善,为模具表面强化提供了廉价而优质的工艺途径。又如,传统的电镀技术已发展到复合电镀工艺,不仅可以完成高硬度的金属陶瓷涂层的电镀,而且可以电镀自润滑涂层,将其镀于模具内腔表面,可大大改善模具的脱模性能。
表面工程技术应用于模具表面可提高模具的表面硬度、耐磨性、耐蚀性和抗高温氧化性能,大幅度提高模具的使用寿命,提高模具表面的抗擦伤能力和脱模能力,提高生产率。采用碳素工具钢或低合金钢,表面增加涂层或经合金化处理后,可达到甚至超过高合金化模具材料乃至硬质合金的性能指标。这不仅可大幅度降低材料成本,而且可以简化模具制造加工工艺和热处理工艺,降低生产成本,可用于模具的修复。尤其是电刷镀技术可在不拆卸模具的前提下完成对模具表面的修复,且能保证修复后的工作面仍有足够小的表面粗糙度值,因而备受工程技术人员的重视。可用于模具表面的纹饰,以提高塑料制品的档次和附加值。
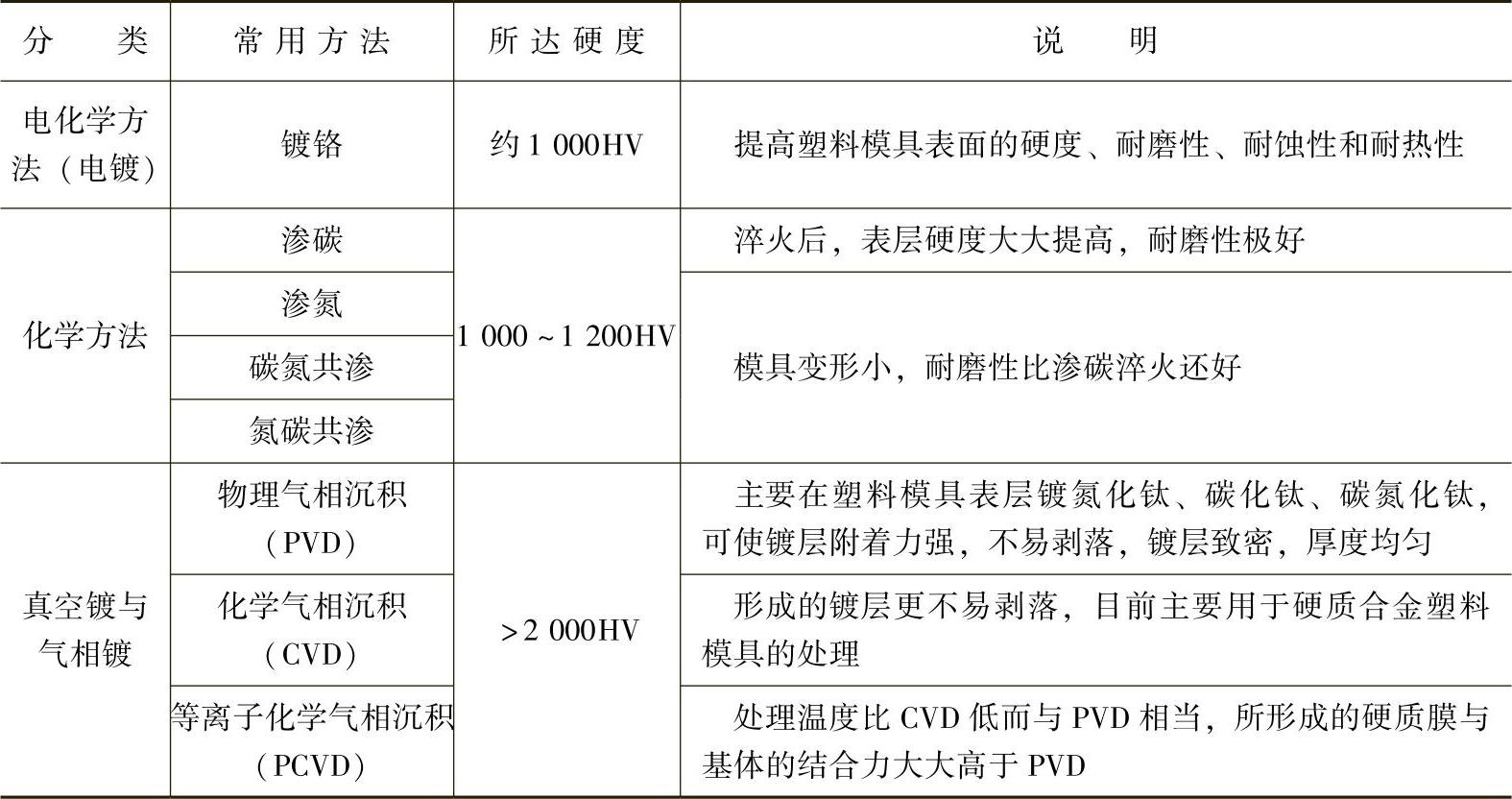
塑料模具成形零件的常用表面处理方法见表3-10。
表3-10 塑料模具成形零件的常用表面处理方法
(1)塑料模具型腔的电镀 塑料模具型腔电镀是指镀硬铬。目前镀铬分两种:一种以美观为主要目的,称为装饰镀铬;另一种以提高工件的表面硬度和耐磨性以及光亮度为主要目的,称为工业镀铬,工业镀铬又称为镀硬铬。装饰镀铬与镀硬铬的区别是:装饰镀铬的坯件需要在材料的表面先镀上一层铜膜,其镀铬层深度一般为0.25~1μm;镀硬铬时可不镀铜膜,而将铬直接镀在材料的表面上,其镀铬层深度一般为8~1000μm。
电镀前对型腔的要求:型腔表面应进行去污清洁处理;型腔表面不允许有损伤,表面粗糙度Ra值不大于0.8μm;型腔表面如有通孔,应用铅等导电材料将其填塞;非镀铬表面应绝缘,涂以绝缘漆。
镀铬工艺过程如下:
1)去污清洁。用丙酮等物质擦去型腔表面的脏物,表面有氧化皮时应进行酸洗。
2)非镀铬表面绝缘。用聚氯乙烯胶布或绝缘清漆涂刷非镀铬表面,为保证绝缘性能应涂2~3次。
3)装挂型腔。将型腔用铅丝装挂在吊具上,装挂时应利用非镀表面的螺孔,如没有孔可利用可制作工艺孔。
4)电解去油。将型腔放入电解去油槽内进行电解去油。电解去油槽内的液体介质由水、氢氧化钠(NaOH)、碳酸钠(Na2CO3)、磷酸钠(Na3PO4·12H2O)、硅酸钠(Na3SiO3·5H2O)等组成。
5)热水清洗去油物质。
6)冷水清洗。弱腐蚀前,型腔表面应保持润湿,否则不能转入弱腐蚀工序,而且要重新进行去油工序。
7)弱腐蚀。将型腔放入体积分数为10%~20%的硫酸溶液中腐蚀0.5~1min。
8)冷水清洗弱腐蚀溶液。
9)预热。将型腔放入配制好的镀铬槽内不通电预热3~10min。
10)阳极处理。将型腔接电源阳极通电0.5~1min,提高镀层的结合力,以免型腔在使用后不久,出现镀层起皮剥落现象。
11)镀铬。将型腔接阴极,置于电解液内通直流电源。在预先配好的镀液中控制温度、电流密度和时间进行电镀。
(2)热扩渗技术。用加热扩散的方式使欲渗金属或非金属元素渗入金属材料或工件的表面,形成表面合金层的工艺,称为热扩渗技术,所获得的涂层称为扩渗层。其突出的特点是扩渗层与基材之间是靠形成合金来结合的(即所谓的冶金结合),具有很高的结合强度,这是其他涂层方法如电镀、喷镀、包镀或化学镀甚至物理气相沉积技术所无法比拟的。热扩渗技术又称为热渗镀技术或化学热处理技术。
热扩渗技术所用扩渗材料的选择范围很广。常用于热扩渗的合金元素包括碳、氮、硅、硼、锌、铝、钒、钛、钨、铌和硫等。上述元素除了锌外,都已在不同程度上应用于各类模具表面强化。而且,随着热扩渗技术的不断发展,二元乃至多元共渗工艺正在模具及其他工具的表面强化或改性中发挥越来越大的作用。
(3)气相沉积技术 气相沉积技术是一种发展迅速、应用广泛的表面涂覆技术,它不仅可以用来制备各种特殊力学性能(如超硬、高耐蚀、耐热和抗氧化等)的涂层,而且还可用来制备各种功能材料涂层和装饰涂层。
气相沉积技术按照成膜机理,可分为化学气相沉积(CVD)和物理气相沉积(PVD)两大类。
1)化学气相沉积(CVD)是在高于800℃的温度下通过化学反应在气态下产生固体沉积的方法。
在CVD处理中,碳化物、金属、氮化物、硼化物、硅化物或氧化物在800~1100℃之间可以沉积到被加热的模具表面上。根据在模具上的位置和模具类型的不同,可以形成厚6~30μm,强度4000MPa的沉积层,例如,可沉积厚10μm的碳化钛镀层。沉积层能完全真实的复制模具表面,但表面机械加工的轨迹、刮痕和凹槽不会被CVD处理所掩盖。因此,模具表面在镀层前必须光滑,这也正是精加工时应完成的工作。
CVD处理所需的高温使基体材料降低了硬度和强度,该缺点必须通过另外的热处理和基体材料的硬化措施来补偿。
2)在真空条件下,以各种物理方法产生的原子或分子沉积在基材上,形成薄膜或涂层的过程称为物理气相沉积(PVD)。(https://www.xing528.com)
按照沉积时物理机制的差别,物理气相沉积可分为三种类型:真空蒸镀(VE)、真空溅射(VS)(又称阴极溅射)和离子镀(IP)。其中真空蒸镀是比较早的PVD工艺,涂层(膜)结合力低,在机械零件上的应用目前已不多;而真空溅射和离子镀所得的涂层(膜)结合力较高,目前正广泛应用。
与CVD技术相比,模具的PVD涂覆过程在550~800℃之间进行。在很多情况下低于基体材料的回火温度,因此涂覆后不再需要进一步的热处理。此工艺适用于所有的工具钢。采用PVD技术时,涂覆前的模具表面质量和清洁度直接影响涂覆后的表面质量。
PVD技术既能达到涂覆目的又能与表面轮廓保持相对独立,既不影响模具形状,也不影响模具尺寸。在正常情况下,一般只有小于5μm的尺寸变化和0.5μm的表面粗糙度值变化。
PVD层的使用大大减少了污迹的形成,在某些情况下能极大地延长模具的使用寿命。
(4)表面纹饰技术 随着塑料加工工艺的不断提高,塑料制品已越来越广泛地应用于社会生活的各个方面。塑料制品表面装饰的多样性及逼真性对扩大其应用范围和提高其附加值有着重要的作用。
塑料制品表面纹饰的加工方法很多,总体上可分为成形后装饰和型腔内装饰两大类。成形后装饰的方法主要包括各种印制、镀层、热压、粘贴和镶嵌等。型腔内装饰主要有模具刻花、模内贴标签、镶嵌铭牌和二次注射成形等。表面纹饰技术的不断提高使它的应用范围已扩大到家电、汽车、制革、造纸、橡胶、玻璃、建筑装饰、包装和服装等多个领域。
型腔内成形的塑料制品表面纹饰,主要包括各种文字、图案、不同粒度的亚光砂面和各种纹理花纹(木纹、皮革纹、桔皮纹等)。这些型腔内的纹饰随着塑料制品应用范围的扩大,经历了由简到繁的过程。其加工方法也由单一到多种,并与现代科技相关联,使纹饰的美观及逼真程度均达到了很高的水平。
1)普通的机械加工主要用于型腔单一平面上的铣刻。它是应用历史较长的型腔加工技术,通常是铣刻凹下的简单几何线条和文字。铣刻前需要制作所设计的线条图案和文字的放大仿形靠模。通过操作靠模头在仿形样板上的轨迹,在型腔平面上加工出缩小的图案或文字。加工质量取决于机床结构、靠模精度和操作者的技术水平。这种方法的加工局限性较大,不能加工比较复杂的图形和自然纹理,不能在曲面和相邻的侧面上进行加工,是早期用于代替手工雕刻的一种工艺方法。
2)电火花加工在型腔纹饰加工中的应用,主要在于亚光砂面、凹下的平面图案和凸起的文字和线条等。电火花加工可用于各种硬度和不同材质的金属材料。调整加工参数,可获得不同粒度的亚光砂面。平面图案和文字的加工质量取决于工具电极的铣刻精度和电规准参数。
3)精密铸造和电铸加工均是通过在母模表面包铸金属材料形成模具型腔的加工方法。在型腔纹饰加工方面两者都具有如下特点:
①复映性能好,可逼真地复映出母模表面的细微状态。所铸出的型腔表面一般不需要进行修正加工,因而可以直接从母模铸出型腔表面的木纹、皮革纹、布纹、桔皮纹等自然纹理。
②可以用一个非破坏性的标准母模制出多个形状一致的模具型腔,适应规模化生产。
③如直接采用零件样品作为母模,则可使型腔制造过程脱离机械加工而变得简洁,缩短了制模周期,降低了生产成本。
电铸加工和精密铸造相比,具有复制精度高的特点。但这两种工艺都较复杂,易出现铸造缺陷,其应用受到一定的局限。
4)随着计算机数控加工技术的发展,用它来加工模具型腔表面的纹饰有很大的优越性。
利用计算机可以方便地设计出各种美观、复杂的图案,并可随时调整和修改,还可以设计出各种有规律的或随机性的自然纹理。
通过计算机与加工设备的结合,对型腔表面的纹饰进行加工,可实现全面控制,提高了加工精度,并可在复杂的曲面上直接进行图形纹饰加工。这样可以缩短加工周期和降低成本。
5)对模具型腔表面进行腐蚀处理来得到所需的表面纹饰是型腔表面纹饰加工的主要方法。其加工原理是把所需要的图形按一定比例放大绘制成原图,并用照相法精确地缩到照相底片上。底片上的图案经过曝光、显影的光化学反应,复制到涂有感光胶的型腔表面上。经过坚膜固化等处理,使感光胶的相应部分具有较高的抗蚀能力,再进行化学腐蚀,即可获得所需的型腔表面图案。蚀刻技术在模具型腔纹饰加工中的应用十分广泛。其最突出的优点是可以使纹饰图案在各种曲面上一次成形,并且仿真性较好。
利用照相腐蚀型腔的花纹图案,方法简单,一般腐蚀深度为0.3mm。但在操作时,一定要注意以下几点:
①感光胶的配方有多种,聚乙烯醇感光胶只是其中的一例。但无论用何种配方配制的感光胶,都应注意避光保存,绝不能见光。
②在感光腐蚀前,图案、文字画稿底片的制作很重要,该图案复制的好坏以及贴附表面的修整情况,将直接影响腐蚀质量。
③在曝光时,应注意使型腔各处感光均匀,其时间长短根据经验而定。
④型腔表面需要腐蚀处一定要清洁,若有余膜,可用刀尖将余膜修除;铁膜可用印刷油墨修补。在不需要腐蚀的地方,为防止酸蚀,应涂以虫胶片或清漆进行保护。
⑤在腐蚀时,应根据被腐蚀型腔材料的不同,选用不同的腐蚀液。其中,塑料模具型腔多为钢材制作,可用三氯化铁溶液腐蚀。
⑥在操作时,一定要注意安全,防止化学试剂伤害身体。
4.主要表面的加工方法
型芯工作表面的表面粗糙度值Ra为0.8μm,尺寸精度为IT7。49.98mm×49.98mm固定端配合面的表面粗糙度值Ra为1.6μm,尺寸精度为IT8。采用粗铣—精铣(Ra=1.6μm)—磨削(Ra=0.8μm)加工。八处推杆导向孔配合面,与动模板合并进行线切割加工。
5.加工工艺路线的拟订
方案一:备料—锻造—退火—铣六面—磨六面—划线—铣台肩、成形面及槽—铣八处导向孔—修圆角—热处理—磨六面—坐标磨导向槽—研圆角。
缺点:八处导向槽的铣削位置精度不能保证。
方案二:备料—锻造—退火—铣六面—磨六面—划线—铣台肩、成形面及槽—修圆角、钻穿丝孔—热处理—磨六面—线切割八处导向孔—研圆角。
与方案一比较,方案二的优点:能精确保证八处导向槽的位置精度。故优先选用方案二。缺点:线切割时工件的装夹困难。
6.工艺实施
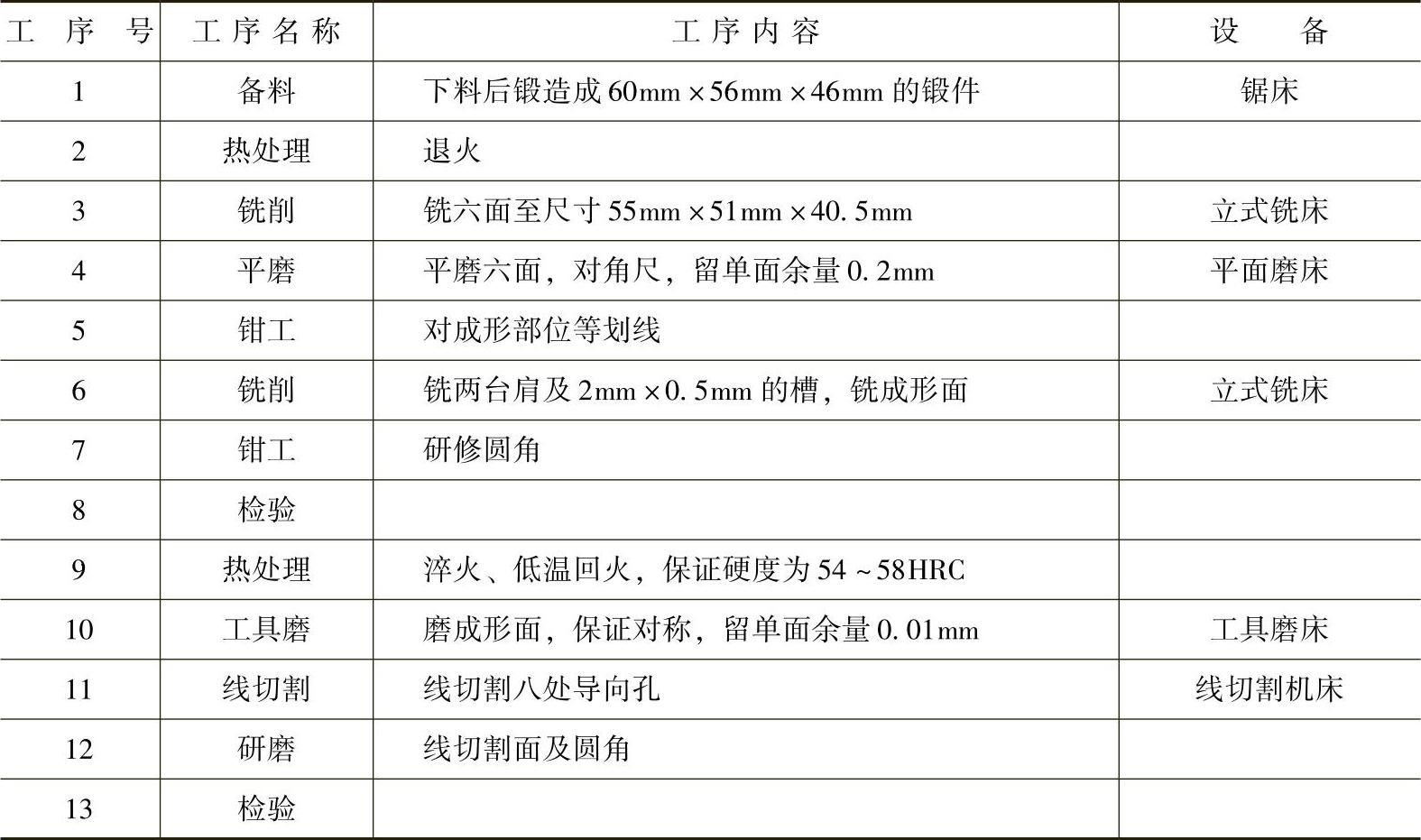
方形型芯的加工工艺路线见表3-11。
表3-11 方形型芯的加工工艺路线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。