



1.圆形冲孔凸模的加工
图3-1所示为圆形冲孔凸模,其材料为Cr12钢,硬度为58~62HRC。合理选用机床设备,编写其加工工艺路线,保证各尺寸、几何公差等符合图样的要求。
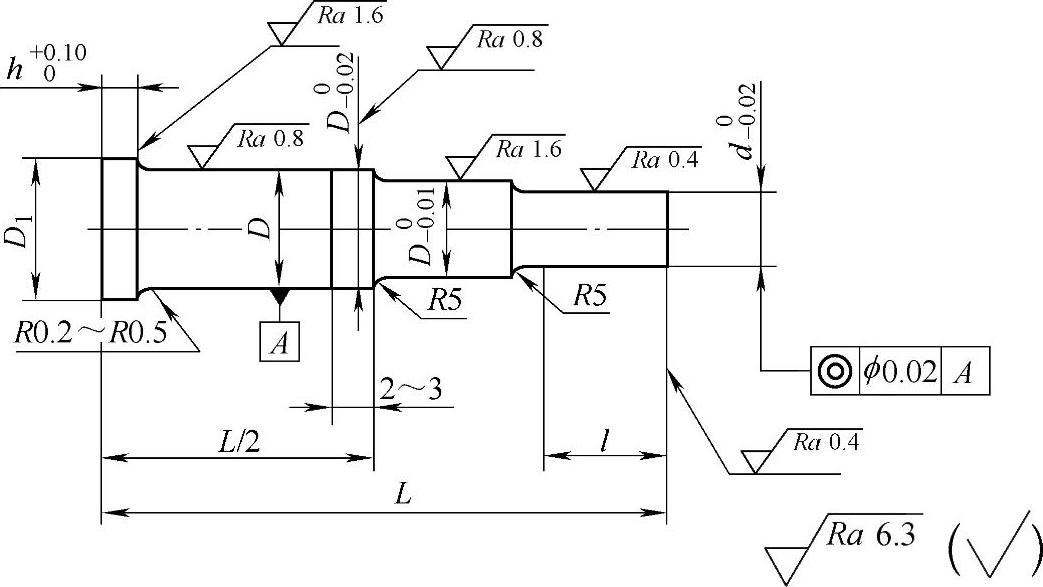
图3-1 圆形冲孔凸模
(1)工艺分析 圆形冲孔凸模属于轴类零件,需要满足同轴度要求;硬度要求高,通过相关热处理工艺来满足。
(2)毛坯选择 Cr12钢是应用广泛的冷作模具钢,具有高强度、较好的淬透性和良好的耐磨性,但冲击韧性差。
热处理工艺:淬火,950~1000℃油冷;淬火,980℃油冷,180℃回火2h。
毛坯选择锻件。
(3)主要表面加工方案的选择 直径为D的圆柱面:粗车—半精车—磨削;直径为d的圆柱面:粗车—半精车—磨削—精磨。
(4)工艺路线的拟订 根据零件特点,考虑两种加工方案。
方案一:双顶尖法,备料—锻造—热处理—车端面、外圆—热处理—研中心孔—磨削。
方案二:工艺夹头法,备料—锻造—热处理—车端面、外圆—热处理—磨削—去除夹头(车端面时留夹头的余量)。
(5)工艺实施 圆形冲孔凸模的加工工艺路线见表3-2。
表3-2 圆形冲孔凸模的加工工艺路线(https://www.xing528.com)
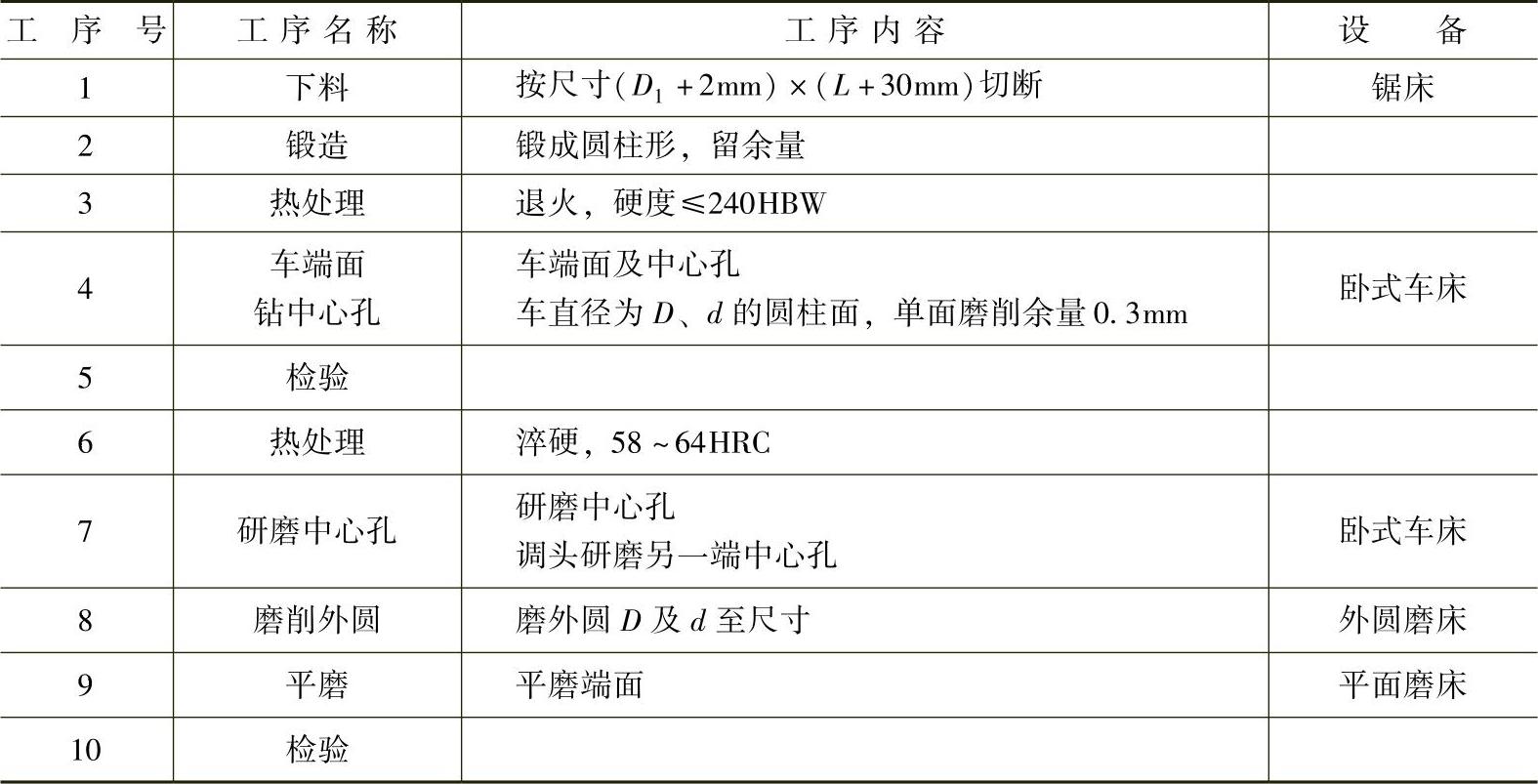
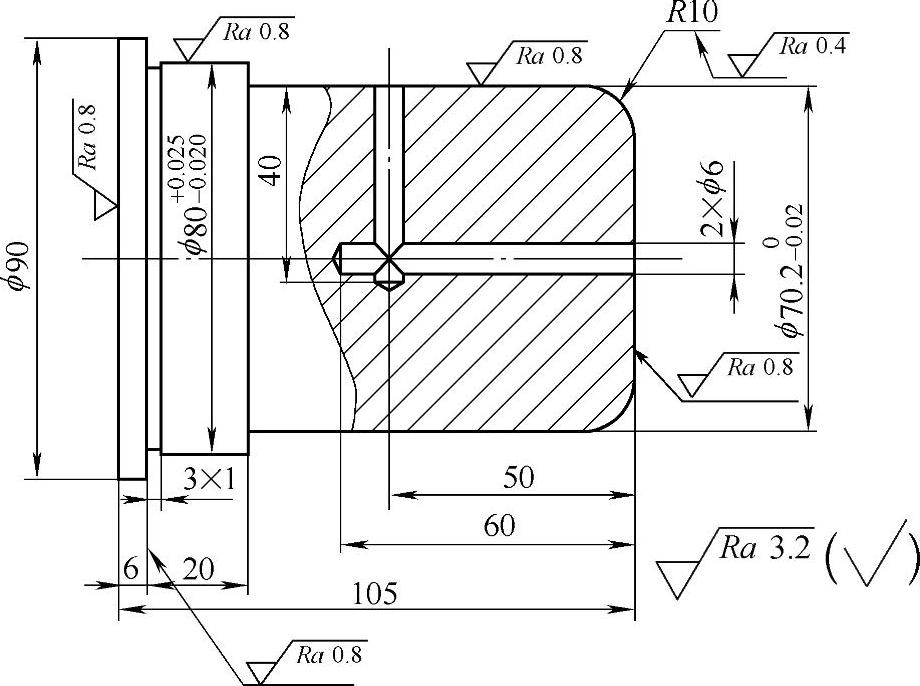
图3-2 圆形拉深凸模
2.圆形拉深凸模的加工
图3-2所示为圆形拉深凸模,其材料为Cr12MoV钢,硬度为60~64HRC。合理选用机床设备,编写其加工工艺路线,保证各尺寸、几何公差等符合图样的要求。
Cr12MoV模具钢的淬透性、淬火并回火后的硬度、强度、韧性比Cr12钢高,直径为300mm以下的工件可完全淬透,淬火变形小,但高温塑性较差。
Cr12MoV钢多用于制造截面较大、形状复杂以及工作负荷较重的合种模具和工具。
热处理规范:淬火,950~1000℃油冷;1020℃淬火,200℃回火2h。
毛坯选择锻件。
根据工艺分析结果,圆形拉深凸模的加工工艺路线见表3-3。
表3-3 圆形拉深凸模的加工工艺路线

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。