



1.工艺分析
斜导柱的结构形状如图2-44所示。其中图2-44a所示为普通形式,其截面一般为圆形;图2-44b所示的斜导柱为了减小其与滑块间的摩擦,将斜导柱铣出两个相对平面,其宽度b为斜导柱直径的0.8倍。为便于斜导柱导入滑块,斜导柱头部通常做成半球形或圆锥形。呈圆锥形时其半锥角应大于斜导柱的斜角α,以免在斜导柱的有效长度脱离后其头部仍然继续驱动滑块。
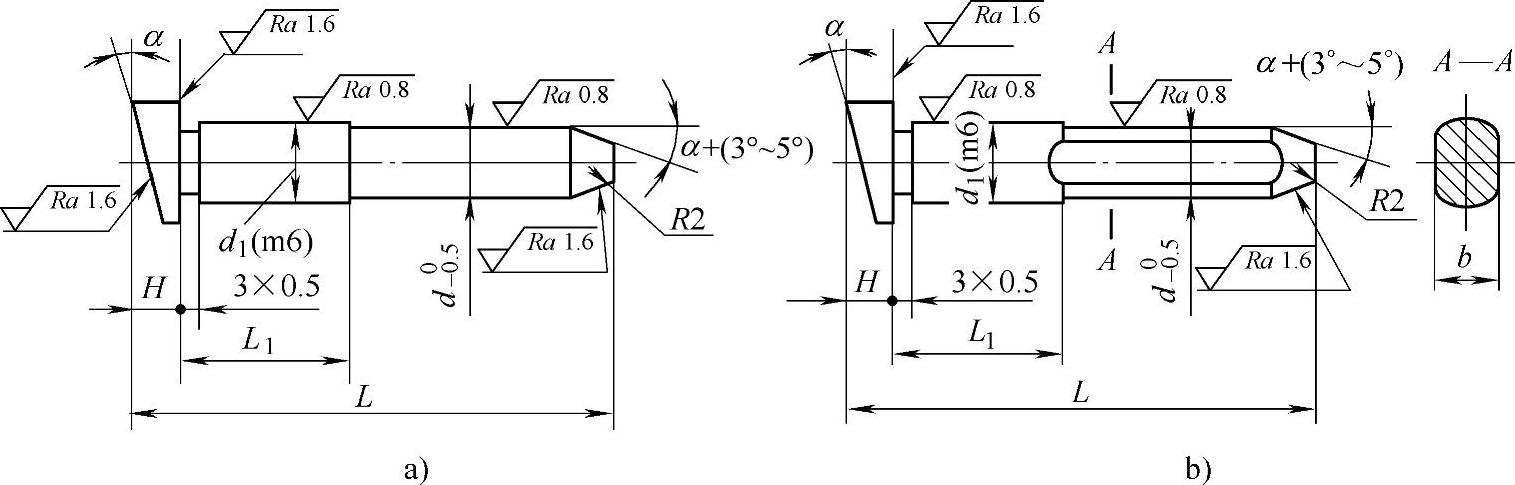
图2-44 斜导柱
加工过程中要满足配合面精度和滑动面表面粗糙度的要求,同时还要满足圆柱面间的同轴度要求,表面硬度通过精加工前安排热处理来达到要求。
2.毛坯选择
斜导柱的材料一般用T8A钢、T10A钢或渗碳处理的20钢,淬火硬度在55HRC以上,工作表面经磨削加工后保持有Ra=0.8μm的表面粗糙度。
构成斜导柱的主要表面为不同直径的同轴圆柱表面。根据其尺寸和材料,可直接选用热轧圆钢为坯料。
3.主要加工表面
圆柱面:d1(m6), ,Ra=0.8μm。
,Ra=0.8μm。
4.工艺路线的拟订(https://www.xing528.com)
根据斜导柱的不同精度和表面粗糙度要求,可较经济地达到要求的常见加工方法有如下几种:
1)粗车—半精车—铣(IT10~IT11,Ra=2.5~5.0μm)。
2)粗车—半精车—精车—铣(IT9,Ra=1.25~2.5μm)。
3)粗车—半精车—铣—磨削(IT7~IT9,Ra=0.63~1.25μm)。
4)粗车—半精车—铣—粗磨—精磨(IT6,Ra=0.32~0.63μm)。
以上四个方案中,1)和2)适合不淬硬的斜导柱加工,而3)和4)适合需要淬硬的斜导柱加工。根据上述内容,斜导柱的加工也可归纳为备料、粗加工、半精加工、热处理和精加工等步骤。
5.工艺实施
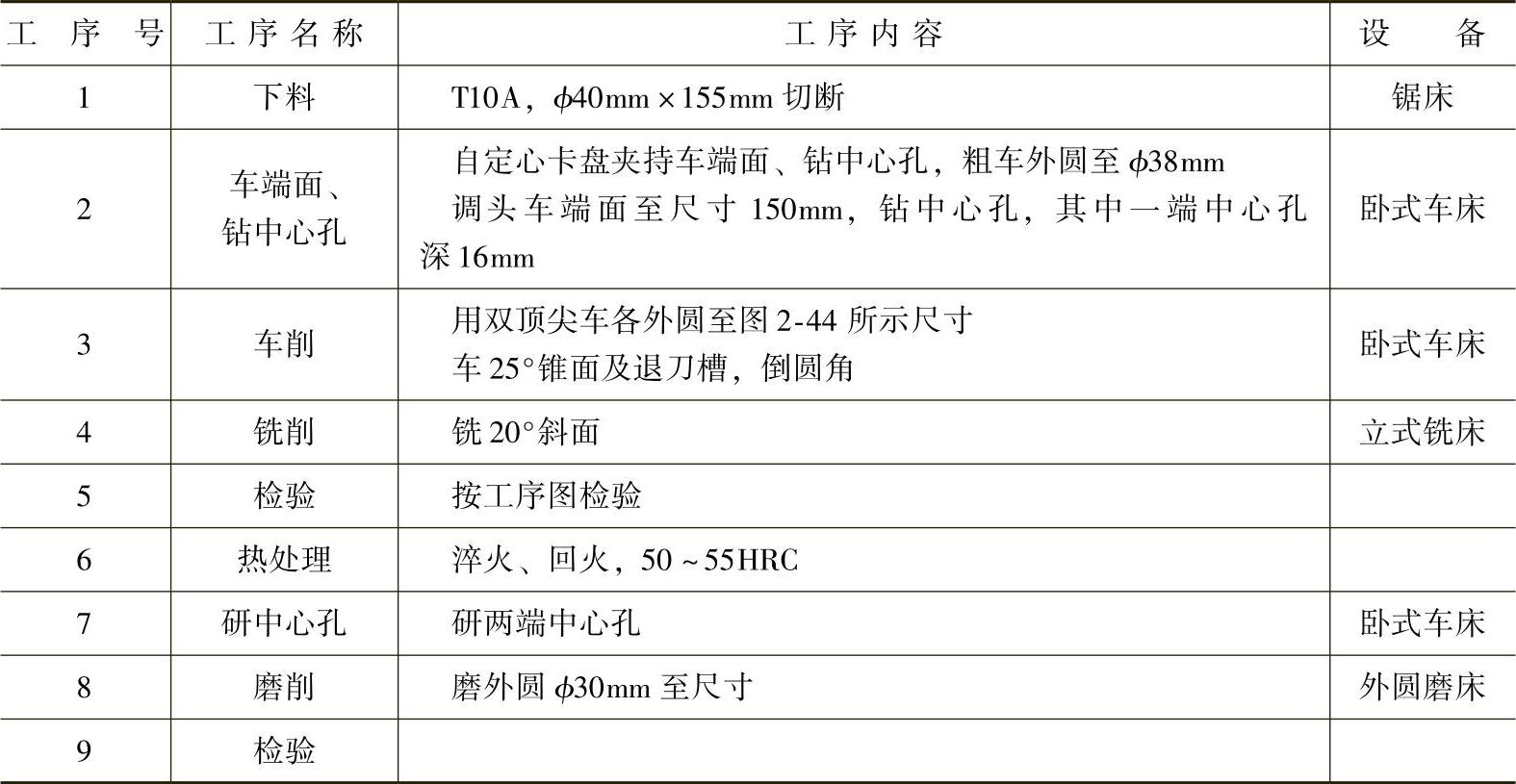
斜导柱的加工工艺路线见表2-13。
表2-13 斜导柱的加工工艺路线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。