



产品的装配方法是根据产品的产量和装配精度要求等因素来确定的,一般情况下,产品的装配精度要求高,则零件的精度要求也高。但是根据生产的实际情况采用合理的装配方法,也可以用精度较低的零件来达到较高的装配精度。
常用的装配方法有以下几种。
1.互换装配法
按照模具装配零件所能达到的互换程度,互换装配法又可分为完全互换法和不完全互换法。
(1)完全互换法 从尺寸链各环的上极限尺寸与下极限尺寸出发进行尺寸链计算,不考虑各环实际尺寸的分布情况。按此法计算出来的尺寸加工各组成环,装配时各组成环不需要挑选或辅助加工,装配后即能满足封闭环的公差要求,即可实现完全互换。完全互换法是尺寸链计算中最基本的方法。
完全互换法的优点是装配质量稳定可靠,装配工作简单,易于实现装配工作的机械化及自动化,便于组织流水线作业和零部件的协作与专业化生产。但是当模具制造精度要求较高时,特别是尺寸链环数又较多时,各组成环所分得的制造公差就很小,即零件加工精度的要求变高,这给加工带来极大的困难,将会造成无法加工或加工成本大大提高。所以完全互换法仅适合于组成环数量少、装配精度不高的模具标准部件的大批量生产。
(2)不完全互换法 不完全互换法是以保证大数互换为出发点的。生产实践和大量统计资料表明,在大量生产且工艺过程稳定的情况下,各组成环的实际尺寸趋近公差带中间的概率大,出现在极限值的概率小,仅为0.27%,增环与减环以相反的极限值形成封闭环的概率就更小。所以,用完全互换法解尺寸链,虽然能实现完全互换,但往往是不经济的。
采用不完全互换法,不是在全部产品中,而是在绝大多数模具中,装配时不需要挑选或修配,就能满足封闭环的公差要求,即保证大数互换。按大数互换法,在相同的封闭环公差条件下,可使组成环的公差扩大,从而获得良好的技术经济效益,也比较科学合理。在大批量生产中,当装配精度要求较高、组成环又比较多时,为了使零件加工不至于过分困难,宜采用不完全互换法进行装配。
2.非互换装配法
由于模具装配的技术要求一般都很高,其装配尺寸链又较多,因此整副模具装配通常选择非互换装配法。
非互换装配法主要包括以下几种方法。
(1)修配装配法 修配装配法是指各相关模具零件按现有工艺条件下经济可行的精度进行制造,而组装时,则根据实际需要,将指定零件的预留修配量修去,使之达到装配精度的方法。
图1-42所示为用于大型注射模具的浇口套组件的修配装配示意图。浇口套装入定模板后要求上面高出定模板0.02mm,以便定位圈将其压紧。下表面则与定模板平齐。为了保证零件加工和装配的经济可行性,上表面高出定模板平面的0.02mm由加工精度保证,下表面则选择浇口套为修配零件,预留高出定模板平面的修配余量h,将浇口套压入定模板配合孔后,在平面磨床上将浇口套下表面和定模板平面一起磨平,使之达到装配要求。
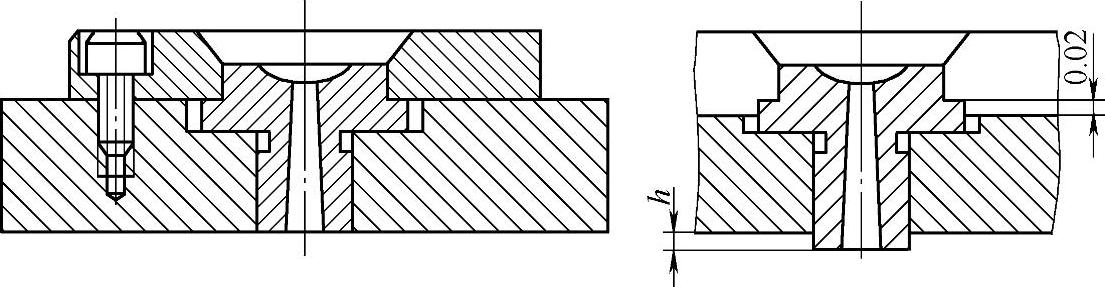
图1-42 浇口套组件的修配装配示意图
修配装配法的主要优点是能在较大程度上放宽零件的制造公差,使其加工容易,而最终又能达到很高的装配精度要求。这对装配精度要求很高的多环尺寸链的模具装配特别有利,但必须在装配时增加一道修配工序。(https://www.xing528.com)
(2)调整装配法 按经济加工精度制造各相关模具零件,在装配时通过改变一个零件的位置或选定适当尺寸的调节件加入到尺寸链中进行补偿,以达到规定装配精度要求的方法称为调整装配法。
调整装配法分为可动调整装配法与固定调整装配法两种。
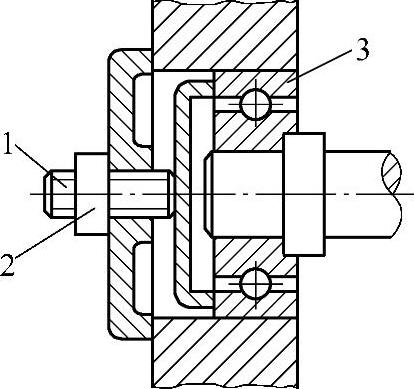
图1-43 可动调整装配法
1—调整螺钉 2—锁紧螺母 3—滚动轴承
1)可动调整装配法是指用移动、旋转等运动改变所选定的调节件的位置,来达到装配精度的方法。图1-43所示的可动调整装配法选用螺钉作为调节件,调整塑料注射模自动脱螺纹装置的滚动轴承的间隙。转动调整螺钉,可使轴承外环作轴向移动,使轴承外环、滚珠及内环之间保持适当的配合间隙。此法不用拆卸零件,操作方便。
2)固定调整装配法是指按一定的尺寸等级制造一套专用零件(如垫圈、垫片或轴套等),装配时选择某一尺寸等级的合适的调节件加入到装配结构中,从而达到装配精度的方法。图1-44所示为塑料注射模滑块型芯水平位置的固定调整装配法示意图。根据预装配时得到的间隙测量结果,从不同厚度的调整垫片中,选择一个适当厚度的调整垫片进行装配,从而达到所要求的型芯位置。
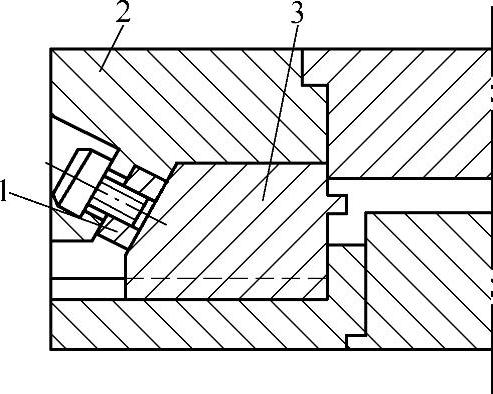
图1-44 固定调整装配法
1—调整垫片 2—楔紧块 3—滑块型芯
(3)分组装配法 分组装配法就是除整体的装配可采用互换或非互换的装配之外,还可以将整体分成多个局部,对局部相关零件的配合也采用互换或非互换的装配,但是每组配合的尺寸公差要相等,以保证分组后装配对整体精度不产生影响。分组装配法常用在成批或大量的生产中,并且分组后零件的装配常采用互换装配的方法。
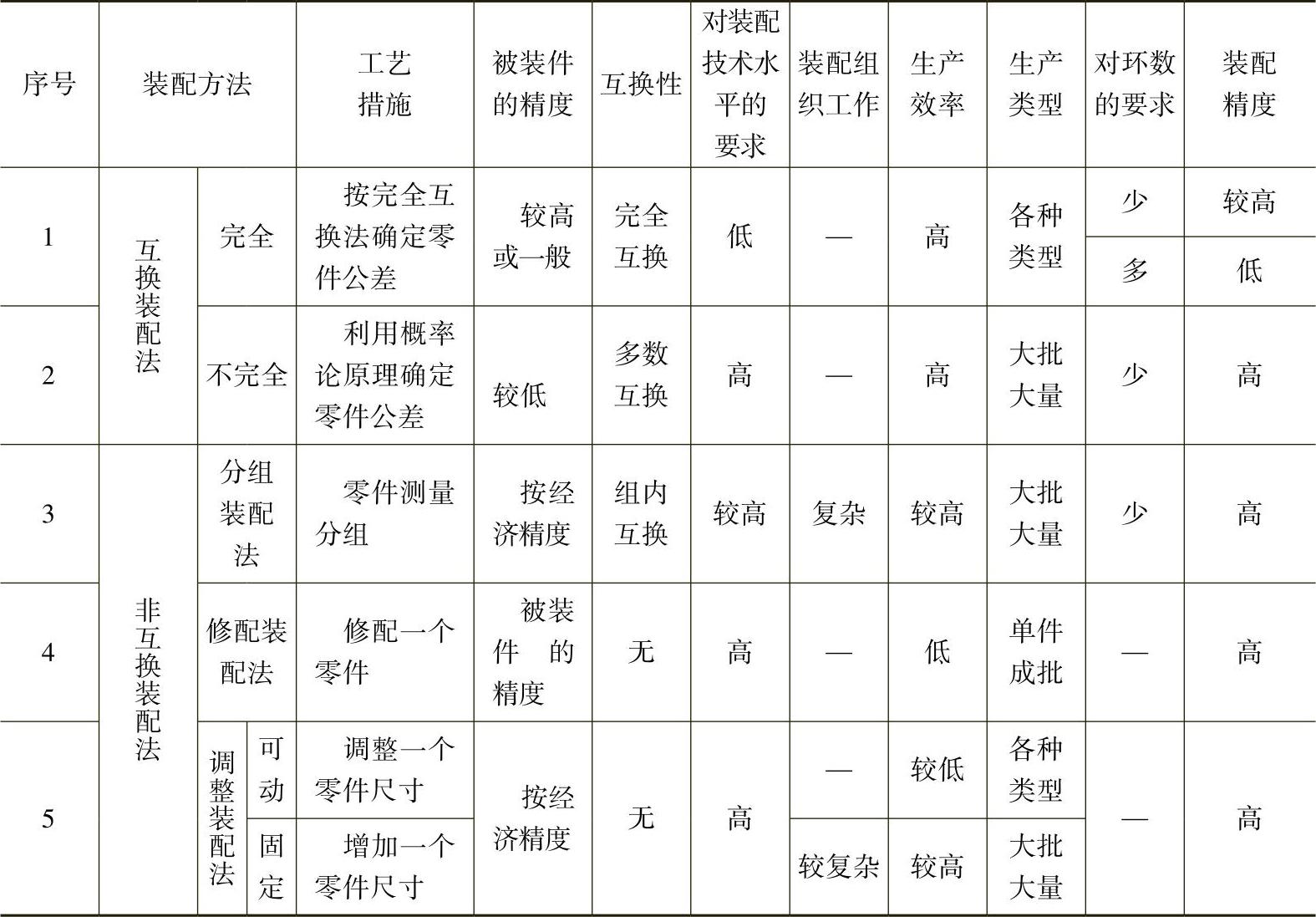
不同装配方法的优缺点比较见表1-30。
表1-30 不同装配方法的优缺点比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。