



工艺技术人员在编制工艺规程时,必须考虑毛坯方案。正确选择毛坯,对降低生产成本作用较大。
1.毛坯的分类和选择原则
用于制造模具零件毛坯的有型材、型材焊接件、铸件、锻件四类。铸造毛坯又分为砂型铸造件、金属型铸造件、压力铸造件和精密铸造件。锻造毛坯又分为自由锻件、普通模锻件和精密模锻件等。究竟选用哪一种毛坯合适,应根据所用材料、零件结构、复杂程度、生产类型和本厂的生产条件几个方面来决定。表1-17供选择时参考。
表1-17 各类毛坯的特点及适用范围

此外,异型钢材、粉末冶金材料、工程塑料等的应用都在迅速推广,它们可以用来制造小余量、无余量毛坯。有些精密铸造件,只需要精加工即可成为成品,有些根本不需要机械加工,即可直接装配在产品中使用。
2.零件的技术要求分析
零件的技术要求包括下列几个方面:主要加工表面的尺寸精度,主要加工表面的形状精度,主要加工表面之间的相互位置精度,各加工表面的表面粗糙度以及表面质量方面的其他要求,热处理要求及其他要求。
根据零件结构的特点,在认真分析了零件主要表面的技术要求之后,对零件的加工工艺即有了初步的认识。
首先,根据零件主要表面的精度和表面质量的要求,初步确定达到这些要求所需要的最终加工方法,然后再确定相应的中间工序及粗加工工序所需要的加工方法。例如,对于孔径不大的IT7级精度的内孔,最终加工方法采取精铰时,则精铰孔之前通常要经过钻孔、扩孔和粗铰孔等加工。
其次要分析加工表面之间的相对位置要求,包括表面之间的尺寸联系和相对位置精度。认真分析零件图上尺寸的标注及主要表面的位置精度,即可初步确定各加工表面的加工顺序。
零件的热处理要求影响加工方法和加工余量的选择,对零件加工工艺路线的安排也有一定的影响。例如,要求渗碳淬火的零件,热处理后一般变形较大。对于零件上精度要求较高的表面,工艺上要安排精加工工序(多为磨削加工),而且要适当加大精加工工序的加工余量。例如尺寸相同的两外圆柱面ϕ32h10及ϕ32h7的加工,前者经车削加工即可达到精度要求,后者在车削后再进行外圆磨削加工则较为合理。
在研究零件图时,如发现图样上的视图、尺寸标注、技术要求有错误或遗漏,或零件的结构工艺性不好时,应提出修改意见。但修改时必须征得设计人员的同意,并经过一定的批准手续。必要时应与设计者协商进行改进分析,以确保在保证产品质量的前提下,更容易将零件制造出来
3.毛坯的形状、尺寸和结构工艺性
需要根据被加工零件的情况设计毛坯图,在设计毛坯图时应注意两方面问题。
(1)毛坯的形状和尺寸 工艺人员在分析产品图样之后,应该确定所负责工艺过程中零件的毛坯方案,而后在编制工艺过程的同时,逐步确定毛坯的尺寸和形状,画出毛坯图。
具体方法是:先根据所采用的毛坯方案,估计各表面的工序数,由各工序的加工余量决定毛坯的尺寸,即在原零件尺寸的基础上加上各表面在各工序中所有加工余量的总和,构成初步形状,然后根据毛坯制造和零件机械加工所要求的结构工艺来修改其形状,绘制毛坯图。
零件的形状和尺寸对毛坯选择有重要影响。例如对于阶梯轴,如果各台阶直径相差不大,可直接采用棒料作毛坯,使毛坯准备工作简化。当阶梯轴各台阶直径相差较大时,宜采用锻件作毛坯,以节省材料和减少机械加工的工作量。对于大型零件,目前大多选择自由锻造和砂型铸造的毛坯,而中小型零件,根据不同的生产类型可以选择自由锻、模锻、精密锻造、砂型铸造、金属型铸造、熔模铸造、压力铸造等方法制造的毛坯。
(2)毛坯的结构工艺性 为了有利于毛坯成形,有利于机械加工,在设计毛坯时应充分注意其结构工艺性。
1)在分析铸件的结构工艺时应从分型面、预制孔等几个方面加以考虑。
①分型面。分型面—般取在制件中间部位界面较大处,由于在液态金属冷凝过程中,缺陷、夹杂大部分都集中在上部,所以上半部的加工余量应比下半部略大些。
②预制孔。为了减轻毛坯质量,减小机械加工量,带孔零件的毛坯应制出预制孔,但小孔不便制出。
③铸件的壁厚。为了便于液态金属的流动,防止局部出现严重缩孔,铸件壁厚应均匀,并且转接处应带圆角,如图1-28a。禁止采用图1-28b所示的形状。
④加强筋。为减轻铸件的质量,铸件结构往往有许多凹缺。但铸铁性能较脆,所以在凹缺的地方应加上加强筋,如图1-29所示。

图1-28 铸件

图1-29 带加强筋的铸件
⑤大型铸件的上表面应尽量不采取水平位置。由于铸件上部易集中气孔、夹杂或出现充填不足的现象,而大型铸件上表面面积又较大,因此最好做成斜面,并把冒口放置在这一部分,以保证铸件质量,如图1-30所示
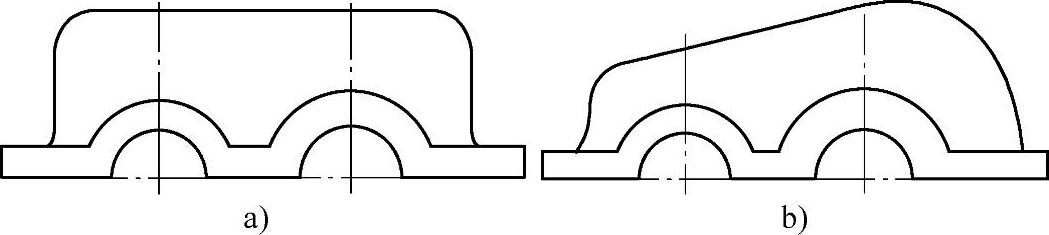
图1-30 减速箱盖
a)不合理 b)合理(https://www.xing528.com)
2)在分析锻造的结构工艺性时应从分模面、圆角等几个方面进行考虑。
①分模面。应选择在两个尺寸最大、互相垂直的外廓尺寸所在的平面上。因为模锻件有飞边,大都用整体(两块,最多三块)模坯,分模面在最大外廓部位有利于拔模。
②圆角和斜度。为了便于锻件成形,在转接处应有圆角;为便于拔模,锻件的拔模方向表面应有斜度或锥度。一般上模部分的斜度或锥度大于下模部分,如图1-31所示。外形尽量简单、平直,以便于制造模膛,利于锻造成形。
③预制孔。锻件锻造后,金属内部的晶粒被压扁或拉长成纤维状,提高了材料的强度,所以带孔零件最好制出预制孔,如图1-32所示。
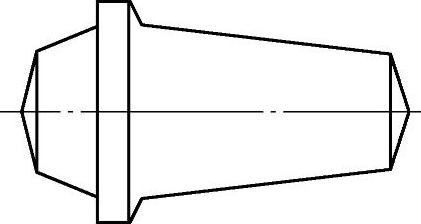
图1-31 锻件的拔模斜度

图1-32 锻件内部晶粒的纤维状分布与预制孔
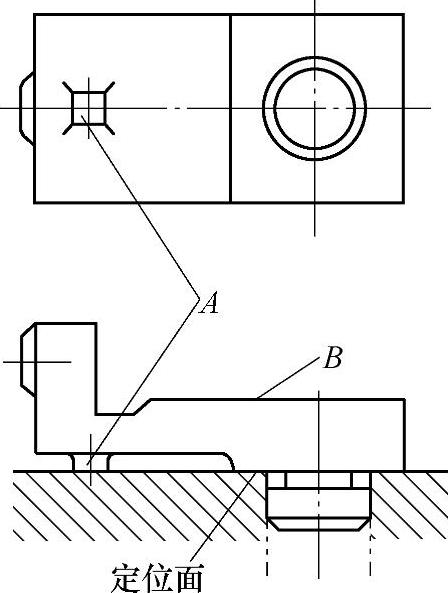
图1-33 有工艺凸台的铸件毛坯
3)为满足工艺需要,在工件上增设的凸台称为工艺凸台,如图1-33所示,图中A为工艺凸台,B为被加工表面。该工艺凸台可防止在加工B面时,由切削力所引起的工件变形。在工艺凸台加工后,若其影响零件的外观和使用性能,则应将其切除。
4)为使毛坯制造方便和易于机械加工,可以将若干个小零件制成一个毛坯,如图1-34b所示,经加工后再切割成单个零件(图1-34a)。在计算毛坯长度时,除考虑切割零件的个数(n)外,还应考虑切断时切口的宽度(B)。

图1-34 一坯多件的零件和毛坯
5)某些形状比较特殊的零件,单独加工比较困难,例如图1-35a中的圆弧R14mm,此时可将两个(或数个)零件组合在一起,如图1-35b所示,使R14mm的圆弧面成为一个整圆,使加工容易。加工合格后再将其分割成两个零件。
6)有些零件,如轴瓦、砂轮用平衡块、车床走刀系统的开合螺母、半圆弧开口的扇形、半圆形零件等,为了加工方便而且能保证加工质量,可把两件或更多件零件组成整体,采用整体毛坯,在圆弧部分加工完毕之后在切开。
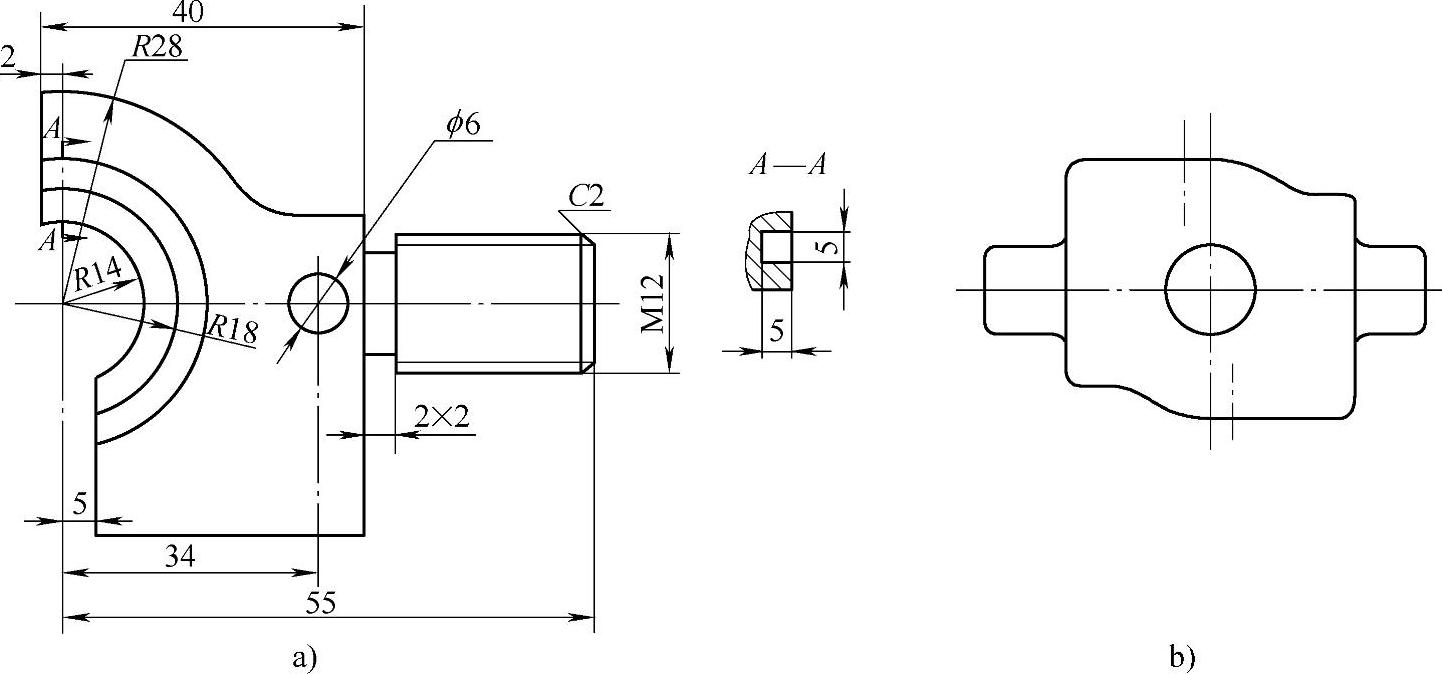
图1-35 组合毛坯
a)零件 b)毛坯

图1-36 外形简单的小零件
a)支承 b)垫片
有些小零件外形较简单,一个方向都是直母线,如图1-36所示,在设计毛坯时可把若干件合成一个大毛坯,加工后再切开。
为了减小工件的装夹变形,对于薄壁类零件应考虑多件合成一个毛坯,从而减少加工的装夹部位。
有些小型、精度较高的轴类零件,为了保证各部分的位置精度,毛坯需要加长,用于装夹,以免加工时调头装夹误差过大。
有些零件,如小型整体式刀具,切削部位要用高速工具钢,刀柄部分一般只用普通碳素钢就可以了,毛坯料件应分成两部分,通过焊接形成一个整体。
表1-18列出了几种零件的结构并对零件结构的工艺性进行对比。
表1-18 零件结构的工艺性比较

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。