



【摘要】:图7-136 “五轴G01钻孔”对话框五轴G01钻孔就是按曲面的法矢或给定的直线方向用G01直线插补的方式进行空间任意方向的五轴钻孔。选择下拉菜单“加工”→“多轴加工”→“五轴G01钻孔”命令,弹出如图7-136所示对话框。回退最大距离 每次回退到钻孔方向上高出钻孔点的最大距离。钻孔速度 钻孔时刀具的切削进给速度。
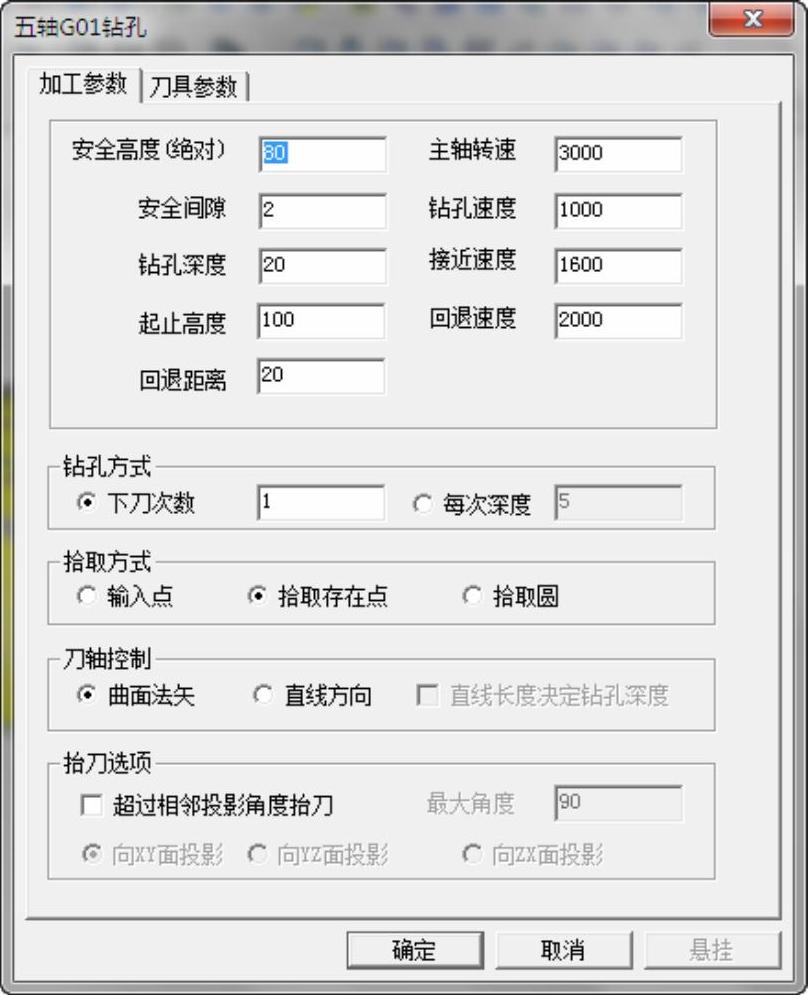
图7-136 “五轴G01钻孔”对话框
五轴G01钻孔就是按曲面的法矢或给定的直线方向用G01直线插补的方式进行空间任意方向的五轴钻孔。
选择下拉菜单“加工”→“多轴加工”→“五轴G01钻孔”命令,弹出如图7-136所示对话框。
(1)安全高度(绝对)系统认为刀具在此高度以上任何位置,均不会碰伤工件和夹具,所以应该把此高度设置高一些。
(2)主轴转速 机床主轴的转速。
(3)安全间隙 钻孔时,钻头快速下刀到达的位置,即距离工件表面的距离,由这一点开始按钻孔速度进行钻孔。
(4)钻孔深度 孔的加工深度。
(5)回退最大距离 每次回退到钻孔方向上高出钻孔点的最大距离。
(6)钻孔方式
●【下刀次数】:当孔较深使用啄式钻孔时以下刀的次数完成所要求的孔深。(https://www.xing528.com)
●【每次深度】:当孔较深使用啄式钻孔时以每次钻孔深度完成所要求的孔深。
(7)钻孔速度 钻孔时刀具的切削进给速度。
(8)拾取方式
●【输入点】:可以输入数值和任何可以捕捉到的点来确定孔位。
●【拾取存在点】:拾取用做点工具生成的点来确定孔位。
●【拾取圆】:拾取圆来确定孔位。
(9)刀轴控制
●【曲面法矢】:以钻孔点所在曲面上的法线方向确定钻孔方向。
●【直线方向】:以孔的轴线方向确定钻孔方向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。