



由于叶轮加工比较特殊,也比较常见,因此在CAXA制造工程师2011中有独立的加工方法。叶轮粗加工就是对叶轮相邻两叶片之间的余量进行粗加工,如图7-132所示。
选择下拉菜单“加工”→“多轴加工”→“叶轮粗加工”命令,弹出如图7-133所示对话框。
(1)叶轮装卡方位
●【X轴正向】:叶轮轴线平行于X轴,从底面指向顶面同X轴正向同向的安装方式。
●【Y轴正向】:叶轮轴线平行于Y轴,从底面指向顶面同Y轴正向同向的安装方式。
●【Z轴正向】:叶轮轴线平行于Z轴,从底面指向顶面同Z轴正向同向的安装方式。
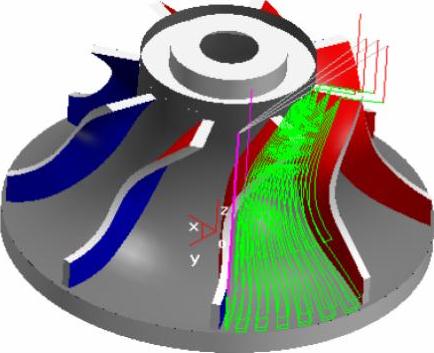
图7-132 叶轮粗加工
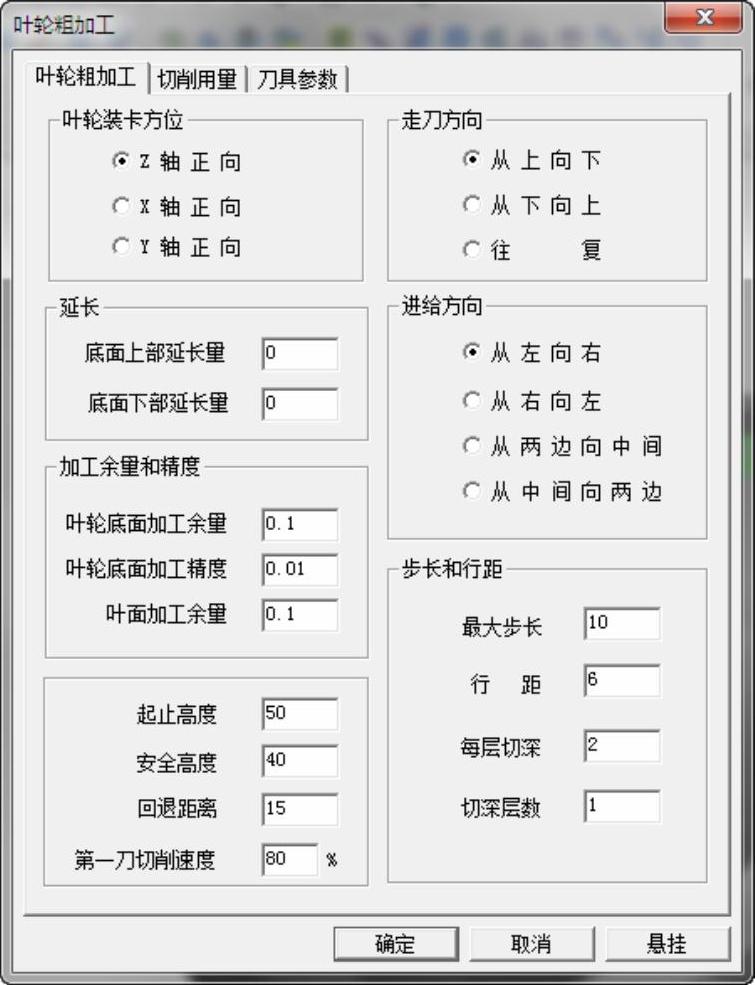
图7-133 “叶轮粗加工”对话框
(2)走刀方式
●【横切】:在两叶片之间,刀具沿圆心在叶轮轴上的圆周上做走刀进给运动。
●【纵切】:在两叶片之间,刀具顺着叶轮槽的方向做向上或向下的走刀进给运动。
(3)走刀方向
●【从上向下】:在“走刀方式”为纵切的情况下,刀具由叶轮顶面切入,从叶轮底面切出,单向走刀。
●【从下向上】:在“走刀方式”为纵切的情况下,刀具由叶轮底面切入,从叶轮顶面切出,单向走刀。
●【从左向右】:在“走刀方式”为横切的情况下,刀具在圆周上由左向右单向走刀。
●【从右向左】:在“走刀方式”为横切的情况下,刀具在圆周上由右向左单向走刀。
●【往复】:在以上四种情况下,一次走刀完后,不抬刀而是切削移动到下一行,反向走刀完成下一行的切削加工。
(4)进给方向
●【从上向下】:在“走刀方式”为横切的情况下,刀具的行间进给方向是从上向下。
●【从下向上】:在“走刀方式”为横切的情况下,刀具的行间进给方向是从下向上。(https://www.xing528.com)
●【从左向右】:在“走刀方式”为纵切的情况下,刀具的行间进给方向是从左向右。
●【从右向左】:在“走刀方式”为纵切的情况下,刀具的行间进给方向是从右向左。
●【从两边向中间】:在“走刀方式”为纵切的情况下,刀具的行间进给方向是从两边向中间。
●【从中间向两边】:在“走刀方式”为纵切的情况下,刀具的行间进给方向是从中间向两边。
(5)扇区内工作顺序:指扇区粗加工去除材料时的顺序
●【层优先】:先去除上层所有行的材料再去除下层所有材料。
●【深度优先】:先去除一行下所有层的材料,再进给到下一行,去除下一行所有层的材料。
(6)延长
●【底面上部延长量】:当刀具从叶轮上底面切入或切出时,为确保刀具不与工件发生碰撞,将刀具的走刀或进给行程向上延长一段距离,以使刀具能够完全离开叶轮上底面。
●【底面下部延长量】:当刀具从叶轮下底面切入或切出时,为确保刀具不与工件发生碰撞,将刀具的走刀或进给行程向下延长一段距离,以使刀具能够完全离开叶轮下底面。
(7)步长和行距
●【最大步长】:刀具走刀的最大步长,大于“最大步长”的走刀步将被分成两步。
●【最小步长】:刀具走刀的最小步长,小于“最小步长”的走刀步将被合并。
●【最大行距】:走刀行间的最大距离。“纵切”方式时,以半径最大处行距为计算行距。
●【最小行距】:走刀行间的最小距离。“纵切”方式时,以半径最大处行距为计算行距。
●【每层下降高度】:在叶轮旋转面上刀触点的法线方向上的层间距离。
(8)加工余量和精度
●【叶轮底面加工余量】:粗加工结束后,叶轮底面(即旋转面)上留下的材料厚度。也就是下道精加工工序的加工工作量。
●【叶轮底面加工精度】:加工精度越大,叶轮底面模型形状的误差也增大,模型表面越粗糙。加工精度越小,模型形状的误差也减小,模型表面越光滑,但是,轨迹段的数目增多,轨迹数据量变大。
●【叶面加工余量】:叶轮槽的左右两个叶片面上留下的下道工序的加工材料厚度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。