



用一组垂直于旋转轴的平面与被加工曲面的等距面求交而生成四轴加工轨迹的方法叫做四轴平切面加工,如图7-125所示。多用于加工旋转体及上面的复杂曲面,铣刀刀轴的方向始终垂直于第四轴的旋转轴。
选择下拉菜单“加工”→“多轴加工”→“四轴平切面加工”,弹出如图7-126所示对话框。

图7-125 四轴平切面加工
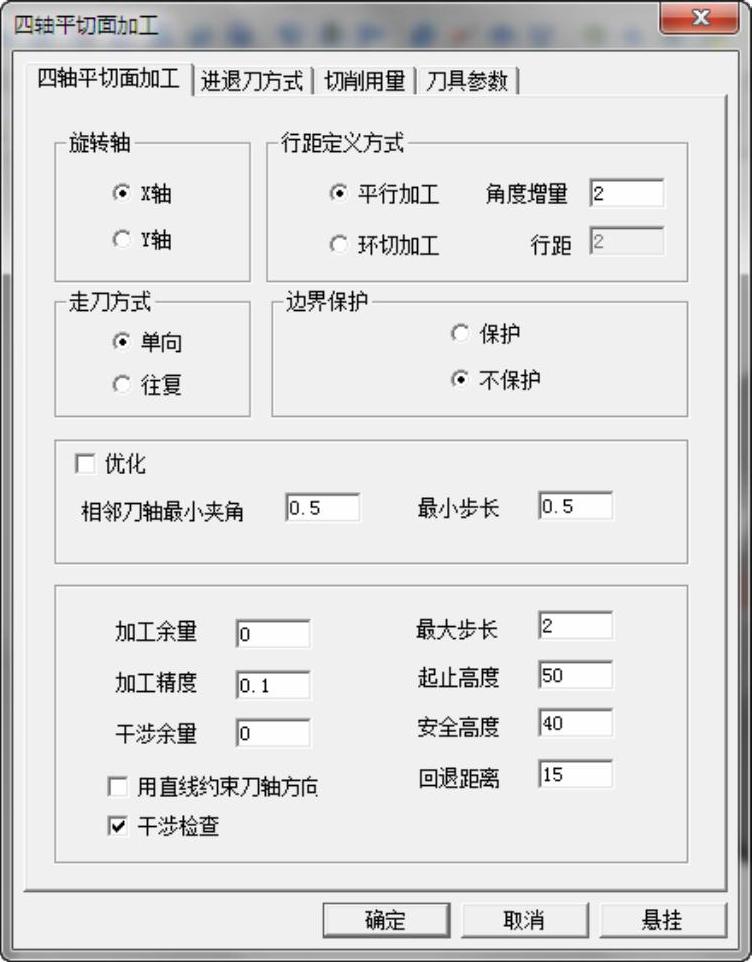
图7-126 “四轴平切面加工”对话框
(1)旋转轴
●【X轴】:机床的第四轴绕X轴旋转,生成加工代码时角度地址为A。
●【Y轴】:机床的第四轴绕Y轴旋转,生成加工代码时角度地址为B。
(2)行距定义方式
●【平行加工】:用平行于旋转轴的方向生成加工轨迹,其中“角度增量”是用角度的增量来定义平行加工时二平行轨迹之间的距离,如图7-127a所示。
●【环切加工】:用环绕旋转轴的方向生成加工轨迹,其中“行距”用于定义环切加工时二环切轨迹之间的距离,如图7-127b所示。

图7-127 行距定义方式
(3)走刀方式
●【单向】:当刀次大于1时,同一层的刀迹轨迹沿着同一方向进行加工,这时,层间轨迹会自动以抬刀方式连接。精加工时为了保证加工表面质量多采用此方式。
●【往复】:当刀具轨迹层数大于1时,行之间的刀迹轨迹方向可以往复。刀具到达加工终点后,不快速退刀而是与下一行轨迹的最近点之间走一个行间进给,继续沿着原加工方向相反的方向进行加工方式。加工时为了减少抬刀、提高加工效率多采用此种方式。
(4)边界保护(https://www.xing528.com)
●【保护】:在边界处生成保护边界的轨迹,如图7-128所示。
●【不保护】:到边界处停止,不生成轨迹,如图7-129所示。
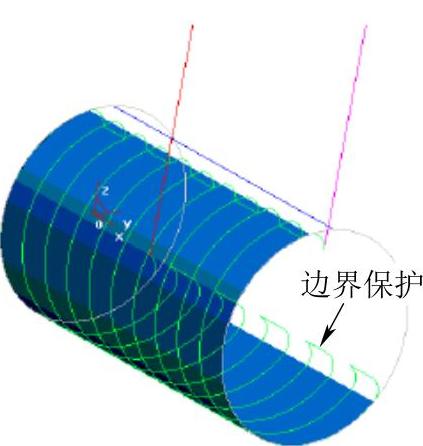
图7-128 边界保护轨迹
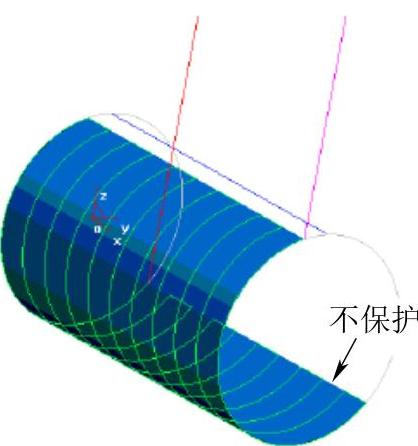
图7-129 边界不保护轨迹
(5)优化
●【最小刀轴转角】:刀轴转角指相邻两个刀轴间的夹角。最小刀轴转角限制的是两个相邻刀位点之间刀轴转角必须大于此数值,如果小了,就会忽略掉,如图7-130所示,a图为没有添加此限制,b图添加了此限制,且最小刀轴转角为10。
●【最小刀具步长】:指的是相邻两个刀位点之间的直线距离必须大于此数值,若小于此数值,可忽略不要。
(6)加工余量 相对模型表面的残留高度,如图7-131所示。
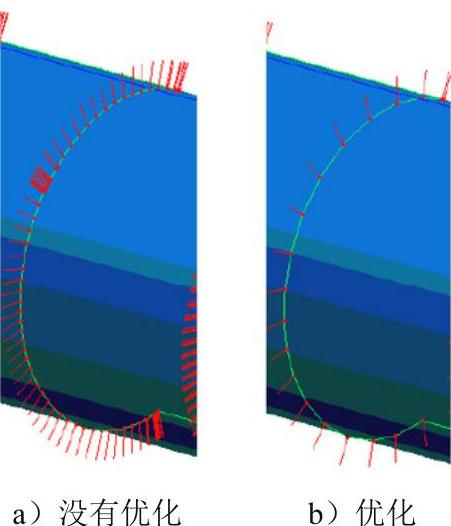
图7-130 轨迹优化
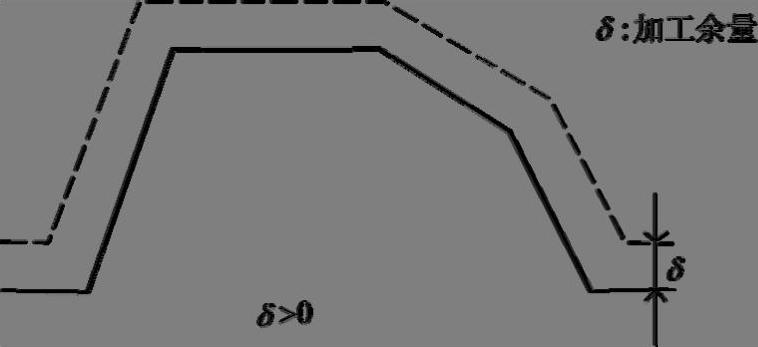
图7-131 加工余量
(7)干涉余量 干涉面处的加工余量。
注意
有关其他参数含义具体参照上节“四轴柱面曲线加工”中的相关介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。