



其他加工主要包括工艺钻孔设置、工艺钻孔加工和孔加工等,下面将分别介绍。
1.工艺钻孔设置
选择下拉菜单“加工”→“其他加工”→“工艺钻孔设置”命令,弹出“工艺钻孔设置”对话框,如图7-110所示。
●【加工方法】:提供12种孔加工方式,高速啄式钻孔G73、左攻丝G74、精镗孔G76、钻孔G81、钻孔+反镗孔G82、啄式钻孔G83、攻丝G84、镗孔G85、镗孔(主轴停)G86、反镗孔G87、镗孔(暂停+手动)G88、镗孔(暂停)G89。
● 按钮:将选中的孔加工方式添加到工艺钻孔加工设置文件中。
按钮:将选中的孔加工方式添加到工艺钻孔加工设置文件中。
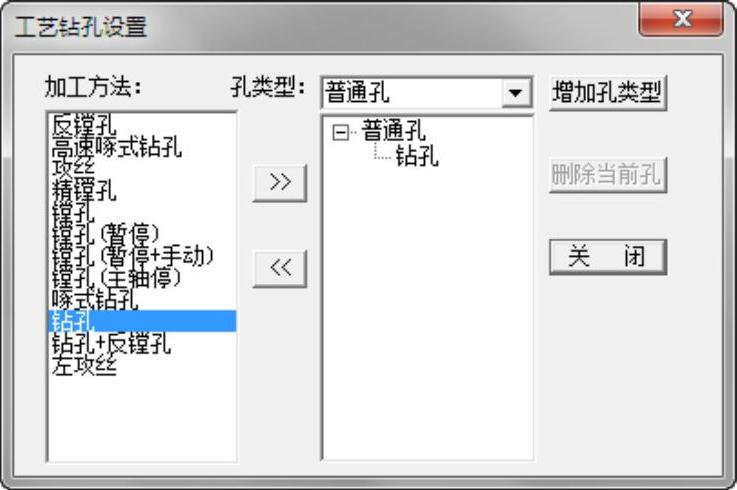
图7-110 “工艺钻孔设置”对话框
● 按钮:将选中的孔加工方式从工艺钻孔加工设置文件中删除。
按钮:将选中的孔加工方式从工艺钻孔加工设置文件中删除。
●增加孔类型:设置新工艺钻孔加工设置文件文件名。
●删除当前孔:删除当前工艺钻孔加工设置文件。
●关闭:保存当前工艺钻孔加工设置文件并退出。
2.工艺钻孔加工
用于生成工艺钻孔加工轨迹。
1)选择下拉菜单“加工”→“其他加工”→“工艺钻孔加工”命令,弹出“工艺钻孔加工向导步骤1/4定位方式”对话框,如图7-111所示。
孔定位方式有以下3种。
●【输入点】:客户可以根据需要,输入点的坐标,确定孔的位置。
●【拾取点】:客户通过拾取屏幕上的存在点,确定孔的位置。
●【拾取圆】:客户通过拾取屏幕上的圆,确定孔的位置。
2)拾取钻孔对象后,单击“下一步”按钮,弹出“工艺钻孔加工向导步骤2/4路径优化”对话框,如图7-112所示。
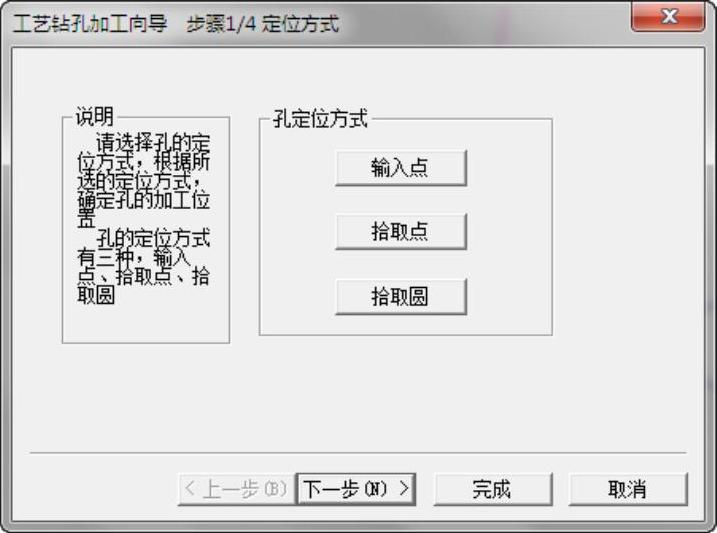
图7-111 “工艺钻孔加工向导 步骤1/4 定位方式”对话框
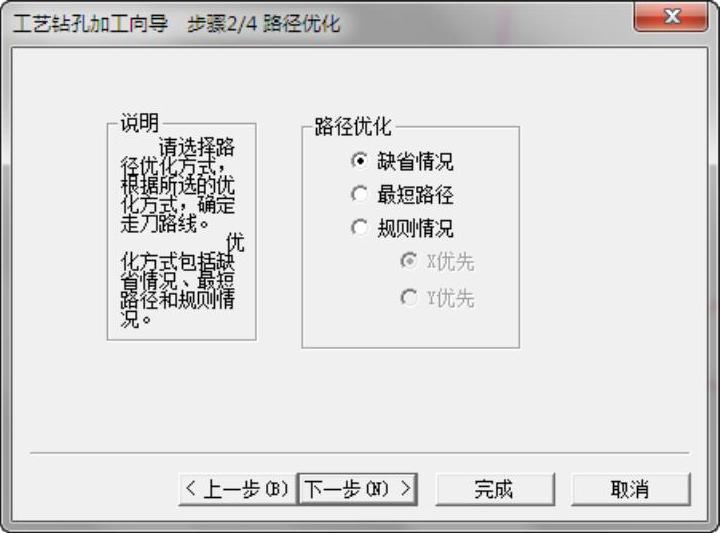
图7-112 “工艺钻孔加工向导 步骤2/4路径优化”对话框
路径优化包括以下选项:
●【缺省情况】:不进行路径优化。
●【最短路径】:依据拾取点间距离和的最小值进行优化。(https://www.xing528.com)
●【规则情况】:该方式主要用于矩形阵列情况,其中“X优先”依据各点X坐标值的大小排列,“Y优先”依据各点Y坐标值的大小排列,如图7-113所示。
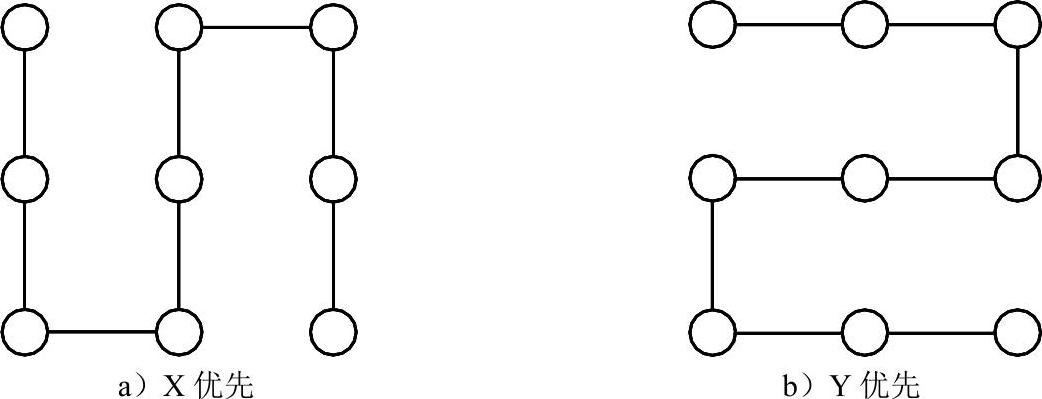
图7-113 规则情况
3)单击“下一步”按钮,弹出“工艺钻孔加工向导 步骤3/4选择孔类型”对话框,如图7-114所示。工艺文件选择是选择已经设计好的工艺加工文件,工艺加工文件在“工艺钻孔设置”中设置。
4)单击“下一步”按钮,弹出“工艺钻孔加工向导 步骤4/4设定参数”对话框,如图7-115所示。用于设置每个钻孔子项的参数。
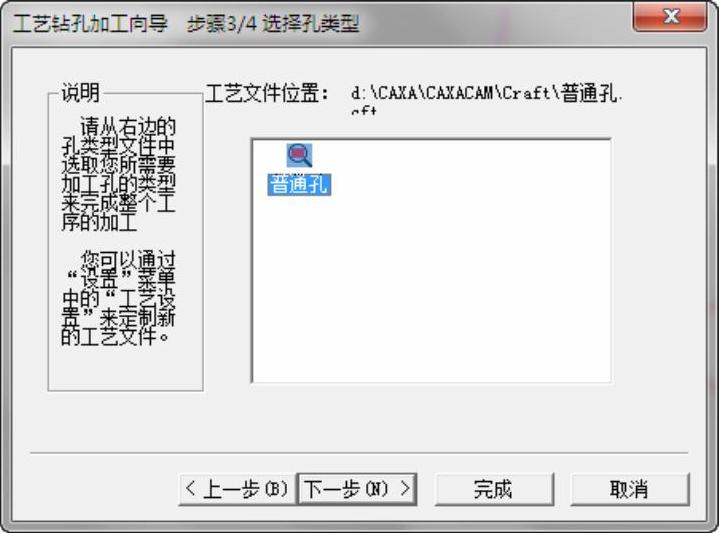
图7-114 “工艺钻孔加工向导 步骤3/4选择孔类型”对话框
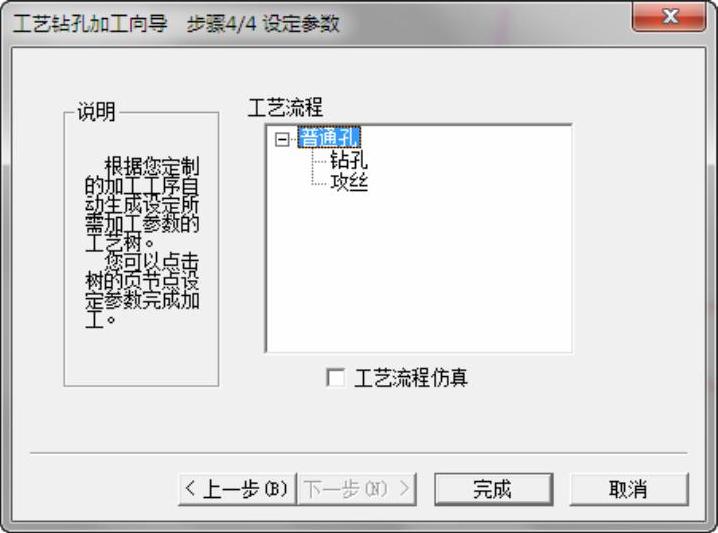
图7-115 “工艺钻孔加工向导 步骤4/4设定参数”对话框
3.孔加工
选择下拉菜单“加工”→“其他加工”→“孔加工”命令,弹出“孔加工”对话框,如图7-116所示。
●【安全高度(绝对)】:刀具在此高度以上任何位置,均不会碰伤工件和夹具。
●【主轴转速】:机床主轴的转速。
●【安全间隙】:钻孔前距离工件表面的安全高度。
●【钻孔速度】:钻孔刀具的进给速度。
●【钻孔深度】:孔的加工深度。
●【工件平面】:工件表面高度,也就是钻孔切削开始点的高度。
●【暂停时间】:攻丝时刀在工件底部的停留时间。
●【下刀增量】:钻孔时每次钻孔深度的增量值。
●【钻孔位置定义】:包括以下两个选项:
➢【输入点位置】:用户可以根据需要,输入点的坐标,确定孔的位置。
➢【拾取存在点】:拾取屏幕上的存在点,确定孔的位置。
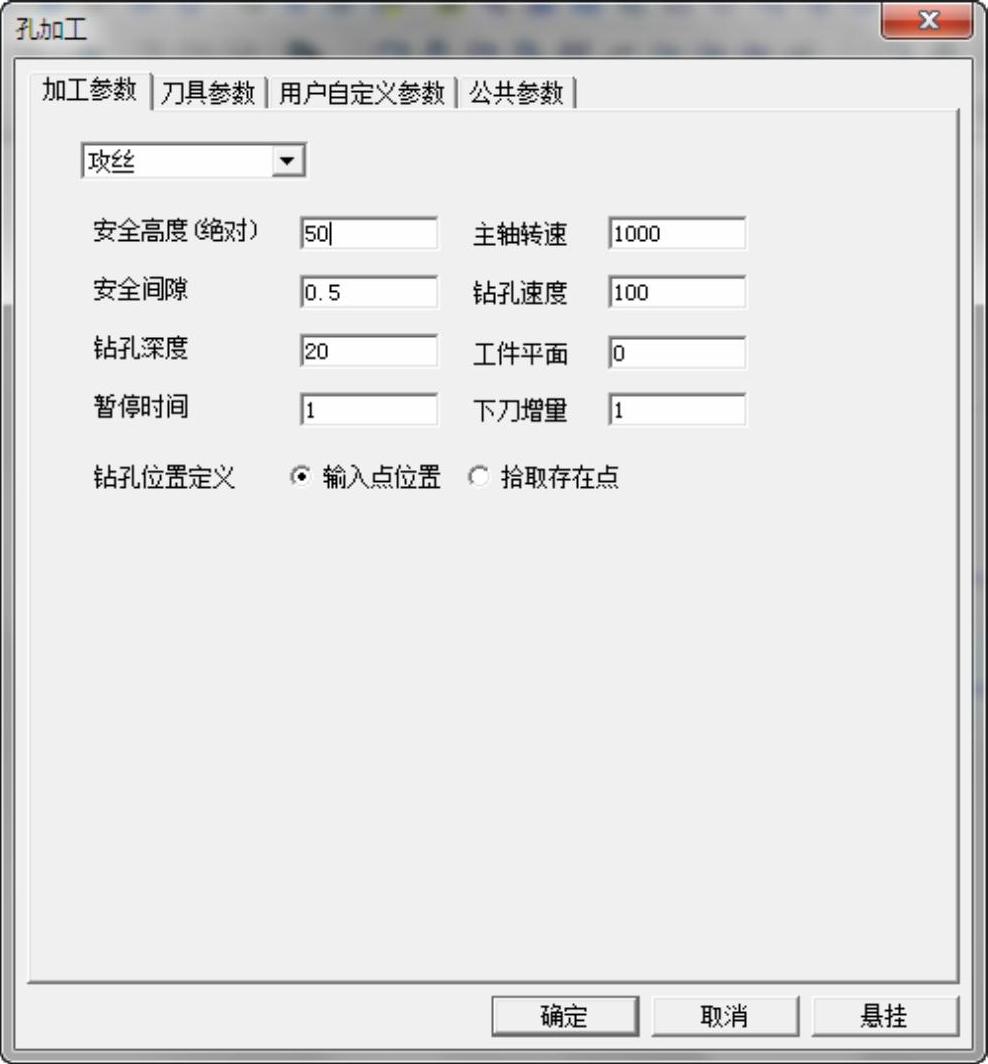
图7-116 “孔加工”对话框
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。