



补加工主要包括等高线补加工、笔式清根加工和区域式补加工。
1.等高线补加工
等高线补加工是等高线粗加工的补充,当大刀具做完等高线粗加工之后,一般用小刀具做等高线补加工,去除残余的余量。
选择下拉菜单“加工”→“补加工”→“等高线补加工”或单击“等高线补加工”按钮 ,弹出“等高线补加工”对话框。单击“加工参数”选项卡,如图7-97所示。
,弹出“等高线补加工”对话框。单击“加工参数”选项卡,如图7-97所示。
每一层补加工轨迹行间的连接方式有3种,如图7-98所示。
●【开放周回(快速移动)】:在开放形状中,以快速移动进行抬刀。
●【开放周回(切削移动)】:在开放形状中,生成切削移动轨迹。
●【封闭周回】:在开放形状中,生成封闭的周回轨迹。
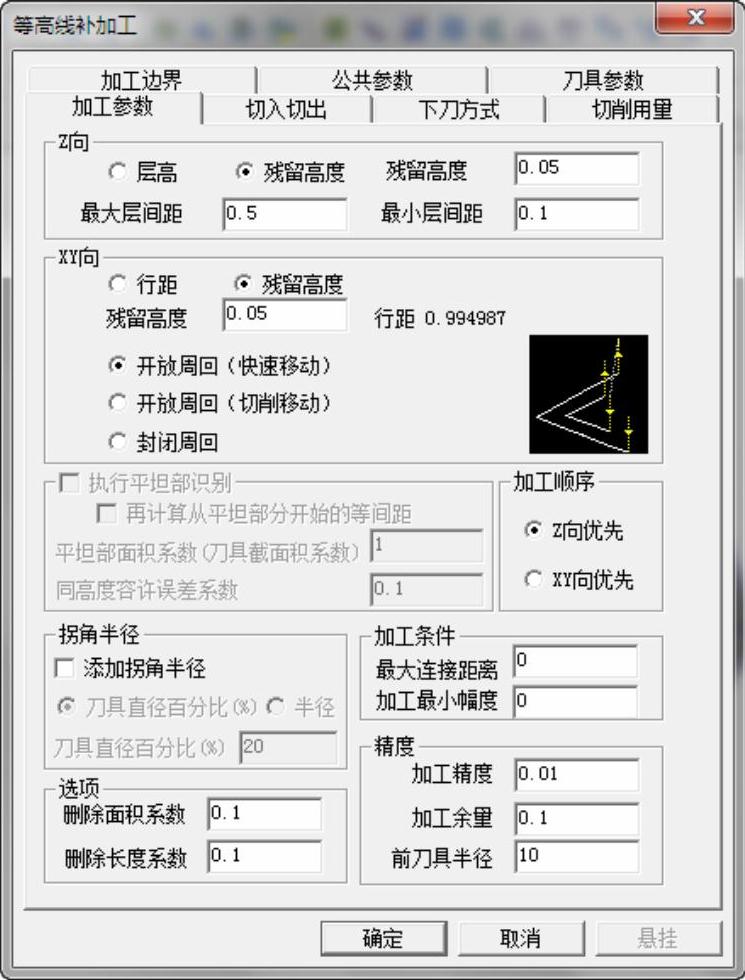
图7-97 “加工参数”选项卡
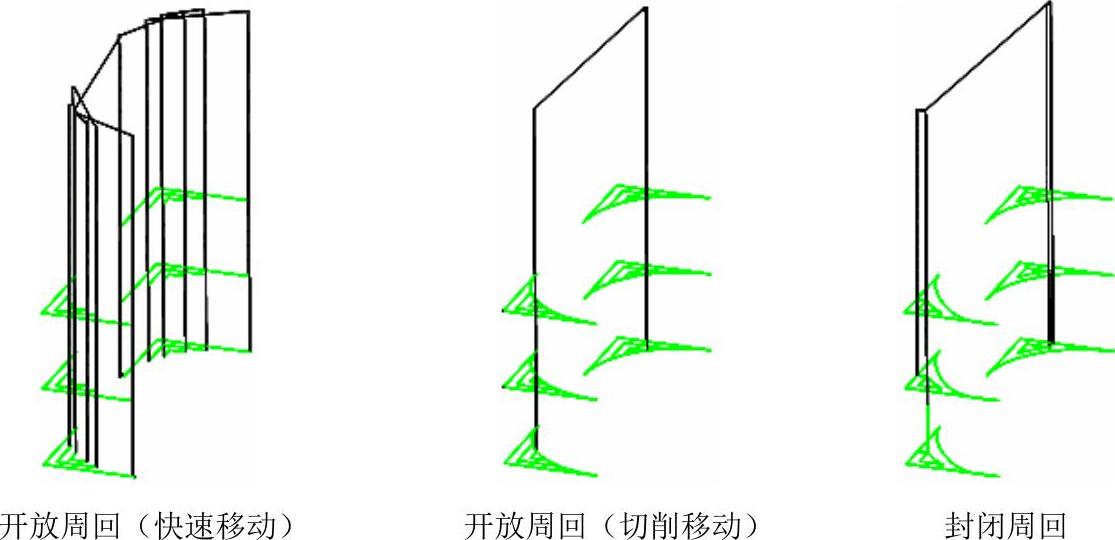
图7-98 补加工轨迹行间的连接方式
2.笔式清根加工
笔式清根加工是精加工结束后在零件的根角部再清一刀,生成角落部分的补加工刀路轨迹。
选择下拉菜单“加工”→“补加工”→“笔式清根加工”或单击“笔式清根加工”按钮 ,弹出“笔式清根加工”对话框。单击“加工参数”选项卡,如图7-99所示。
,弹出“笔式清根加工”对话框。单击“加工参数”选项卡,如图7-99所示。
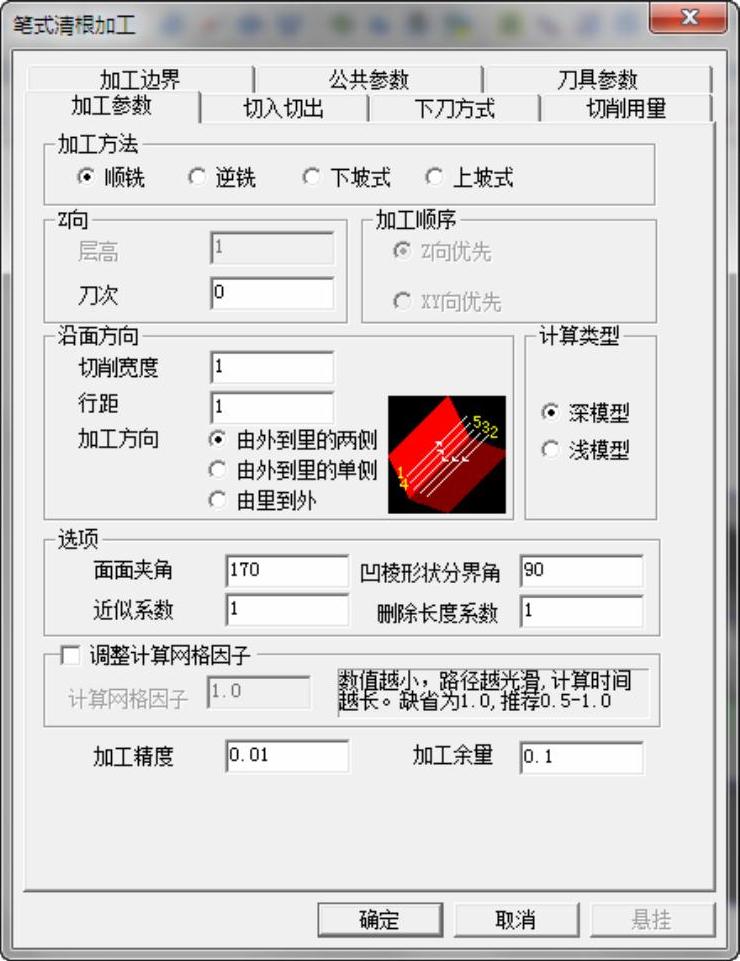
图7-99 “加工参数”选项卡
●【加工方法】:设定有顺铣、逆铣、上坡式、下坡式四种选择,上坡式、下坡式如图7-100所示。
●【沿面方向】:设定沿模型表面方向多行切削。
➢【切削宽度】:未加工区域切削范围沿面方向的延伸宽度,设定后沿未加工区域会生成多条轨迹。设定延伸宽度为0时,沿未加工区域只生成一条轨迹。
➢【行距】:切削宽度方向多行切削相邻行间的间隔。生成沿模型表面方向多行切削有以下3种选择。
➢【由外到里的两侧】:由外到里,以两侧往中心的交互方式生成轨迹。(https://www.xing528.com)
➢【由外到里的单侧】:由外到里,以一侧往另一侧的方式生成轨迹。
➢【由里到外】:由里到外,一个单侧轨迹生成后再生成另一单侧的轨迹。
●【计算类型】:有两种形式。
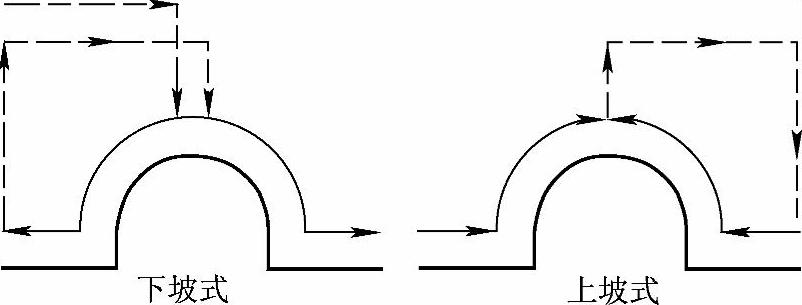
图7-100 下坡式和上坡式
➢【深模型】:生成适合具有深沟的模型或者极端浅沟模型的轨迹。
➢【浅模型】:生成适合冲压用的大型模型,和深模型相比,计算时间短。
●【选项】:有以下选项。
➢【面面夹角】:定义两平面之间的夹角,如图7-102所示。如果面面夹角大于该值时不在这里做出补加工轨迹。所以系统计算出的面面之间的夹角小于面面夹角的凹棱线处才会做出补加工轨迹。范围0°≤面面夹角≤180°。
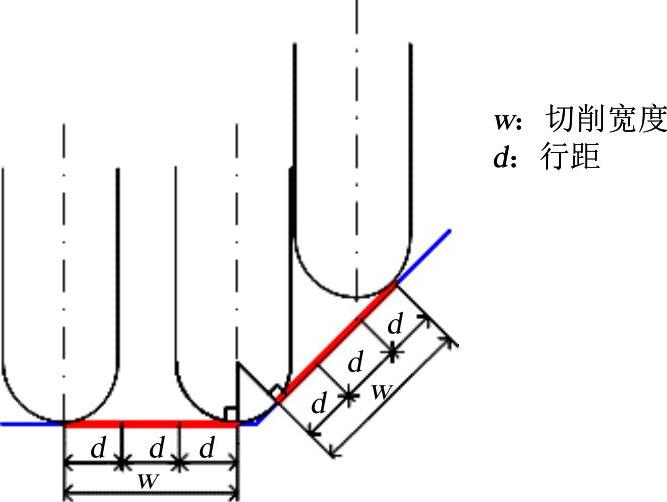
图7-101 切削宽度和行距
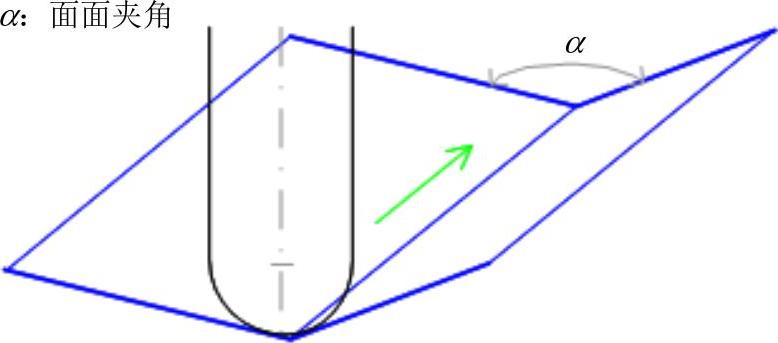
图7-102 面面夹角
➢【凹棱形状分界角】:补加工区域部分可以分为平坦区和垂直区两个类别进行轨迹的计算。这两个类别通过凹棱形状分界角为分界线进行区分。凹棱形状分界角的范围,0°≤凹棱形状分界角≤90°。凹棱形状角度指面面成凹状的棱线与水平面所成的角度,当凹棱形状角度>凹棱形状分界角的补加工区域为垂直区;当凹棱形状角度≤凹棱形状分界角的补加工区域为平坦区。
➢【近似系数】:原则上建议使用1.0。它是一个调整计算加工精度的系数。近似系数×加工精度被作为将轨迹点拟合成直线段轨迹时的拟合误差。
➢【删除长度系数】:根据输入的删除长度系数,设定是否生成微小轨迹。删除长度=刀具半径×删除长度系数。删除大于删除长度且大于凹棱形状分界角的轨迹,这是由于较陡峭且较长的轨迹不利于走刀。也就是说,垂直区轨迹的长度<删除长度,平坦区轨迹不受删除长度系数的影响。一般请采用删除长度系数的初始值。
●【调整计算网格因子】:设定轨迹光滑的计算网格因子,因子的推荐值为0.5~1.0,一般设定为1.0。虽然因子越小生成的轨迹越光滑,但计算时间会越长。
3.区域式补加工
区域式补加工主要用于型腔和型芯内圆角的补加工,对大直径刀具未切削到的圆角处进行补加工。补加工区域可以分为平坦区和垂直区,区域式补加工方法将在垂直区生成等高线加工轨迹,在平坦区生成类似于三维偏置的轨迹,如图7-103所示。
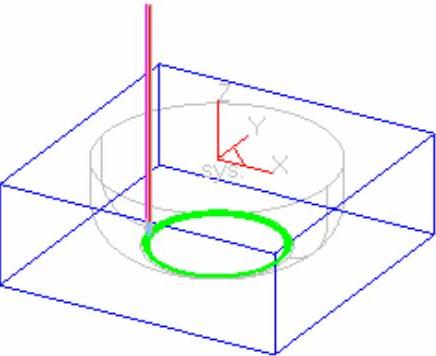
图7-103 区域式补加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。