



在绘图区的左侧,单击“加工管理”标签,将显示加工管理窗口,如图7-1所示,用户可以通过操作加工管理树,对毛坯、刀具、加工参数等进行修改,还可以实现轨迹的拷贝、删除、显示、隐藏等操作。
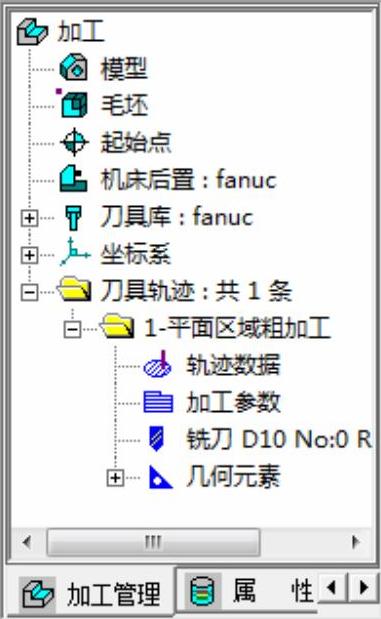
图7-1 “加工管理”特征树
“加工管理”特征树相关选项含义如下:
●【模型】:用于设置加工模型信息。
●【毛坯】:用于建立加工毛坯。
●【起始点】:用于设定全局刀具起始点的位置。
●【机床后置】:用于机床后置处理设置。
●【刀具库】:用于加工刀具管理。
●【刀具轨迹】:用于显示加工刀具轨迹。
在加工管理窗口区中选中刀具轨迹,然后单击鼠标右键弹出快捷菜单,如图7-2所示。
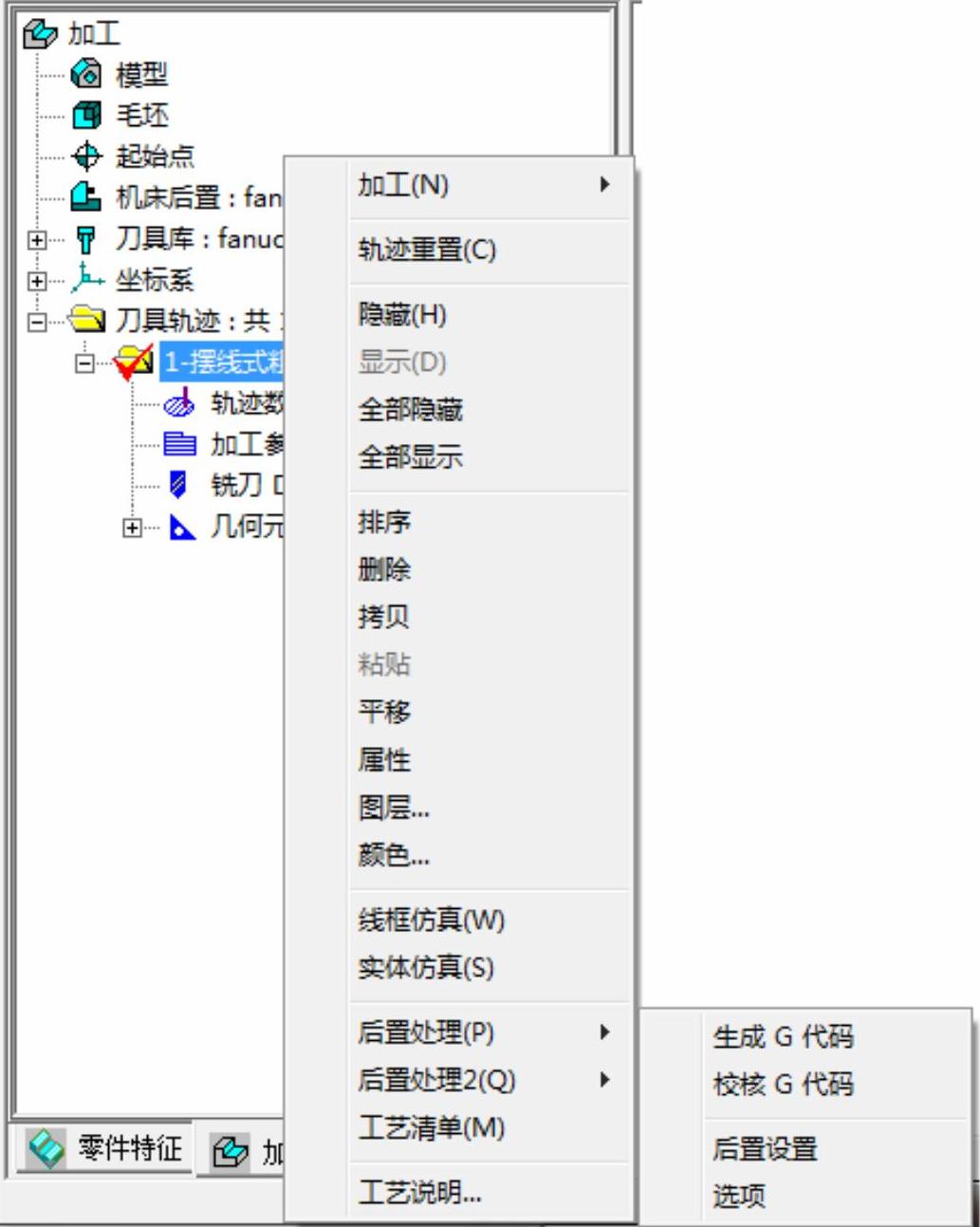
图7-2 快捷菜单
下面仅介绍常用的选项:
1.线框仿真
刀具路径模拟(也称线框仿真)是通过刀具刀尖运动轨迹,在工件上形象地显示刀具的加工情况,用于检测刀具路径的正确性。
在“加工管理树”中选择一个或多个操作后,单击鼠标右键,在其弹出快捷菜单中选择“线框仿真”选项,弹出如图7-3所示的立即菜单,同时在状态栏提示“单击鼠标键仿真开始”。也可以先从下拉菜单“加工”命令中选择“线框仿真”,然后根据提示选择加工轨迹开始仿真。
可以在立即菜单中根据显示需要调节刀具的显示效果、是否要显示刀柄以及刀具运行的方式,还可以调节仿真单步长、一次走步数。按照上面立即菜单的设置可进行以下线框的仿真,此时在图形区将显示刀具切削路径,如图7-4所示。
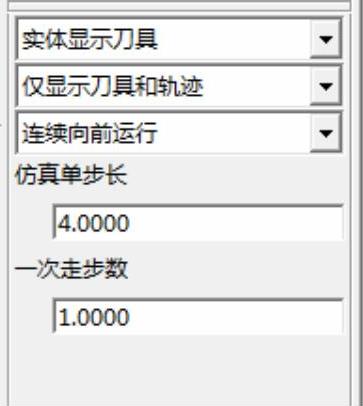
图7-3 “线框仿真”立即菜单
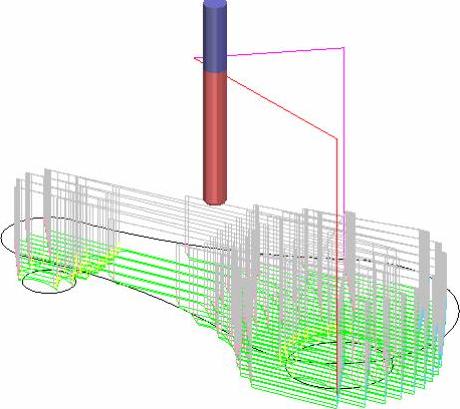
图7-4 刀具路径模拟
2.实体加工仿真
实体切削验证就是对工件进行逼真的切削模拟来验证所编制的刀具路径是否正确,以便编程人员及时修正,避免工件报废,甚至可以省去试切环节。
在进入仿真界面后,选择下拉菜单“工具”→“仿真”命令,或直接单击“实体仿真”按钮 ,弹出“仿真加工”对话框,如图7-5所示。
,弹出“仿真加工”对话框,如图7-5所示。
“仿真加工”对话框中主要选项的含义如下:
●【重新开始】 :结束当前仿真加工,返回初始状态。
:结束当前仿真加工,返回初始状态。
●【快速前进】 :快速仿真,不显示加工过程,直接显示加工结果。
:快速仿真,不显示加工过程,直接显示加工结果。
●【持续执行】 :开始仿真加工。
:开始仿真加工。
●【暂停】 :暂停仿真加工。
:暂停仿真加工。
●【毛坯显示模式】 :单击一下可选择毛坯的两种显示模式:渲染显示和半透明显示。
:单击一下可选择毛坯的两种显示模式:渲染显示和半透明显示。

图7-5 “仿真加工”对话框
●【刀具显示模式】 :单击一下可选择刀具的四种显示模式:渲染显示、半透明
:单击一下可选择刀具的四种显示模式:渲染显示、半透明
显示、隐藏和线框显示。
●【显示刀具和夹头】 :在仿真过程中显示刀具和夹头以及切削过程。
:在仿真过程中显示刀具和夹头以及切削过程。
●【进刀速度颜色】 :在仿真过程中显示进刀速度颜色。
:在仿真过程中显示进刀速度颜色。
●【刀具轨迹显示模式】 :单击一下可选择轨迹的三种显示模式:全部显示切削后的轨迹、分段显示轨迹和隐藏轨迹。
:单击一下可选择轨迹的三种显示模式:全部显示切削后的轨迹、分段显示轨迹和隐藏轨迹。
●【改变毛坯设定】 :可以新设定毛坯的形状和大小。
:可以新设定毛坯的形状和大小。
●【清除切削颜色】 :可以恢复为实体颜色。
:可以恢复为实体颜色。
●【与产品形状比较】 :制品的形状与切削过的毛坯进行比较,切削残余量以对应的颜色区分表示。其颜色区分表示的基准值在仿真面板中设定。
:制品的形状与切削过的毛坯进行比较,切削残余量以对应的颜色区分表示。其颜色区分表示的基准值在仿真面板中设定。
实体切削验证的一般过程是:在“加工管理器”中选择一个或多个操作后,单击鼠标右键,在其弹出快捷菜单中选择“实体仿真”选项,弹出如图7-5所示的“仿真加工”对话框。单击“持续执行”按钮 ,此时在图形区将显示实体仿真结果,如图7-6所示。实体切削仿真完成后,单击“与产品形状比较”按钮
,此时在图形区将显示实体仿真结果,如图7-6所示。实体切削仿真完成后,单击“与产品形状比较”按钮 ,将制品的形状与切削过的毛坯进行比较,切削残余量以对应的颜色区分表示,如图7-7所示。
,将制品的形状与切削过的毛坯进行比较,切削残余量以对应的颜色区分表示,如图7-7所示。
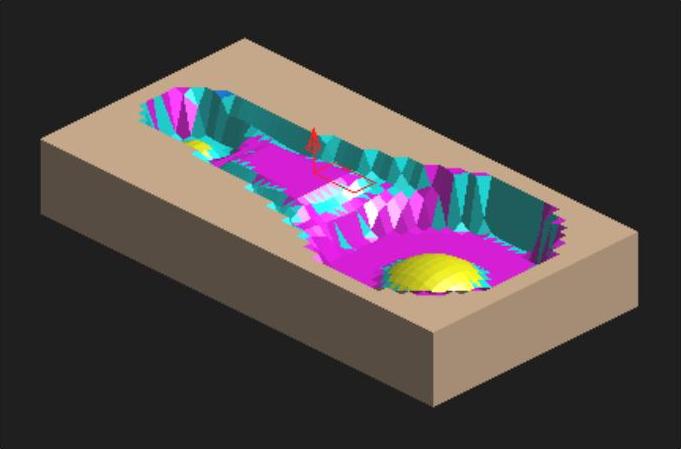
图7-6 实体仿真结果
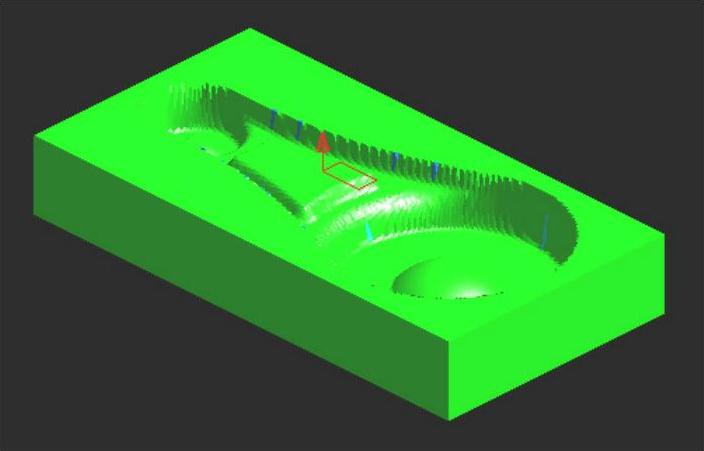
图7-7 “与产品形状比较”结果
3.后置处理
进行实体加工模拟完毕后,若未发现任何问题,用户便可以POST后置处理产生机床能够识别的G代码指令(即NC程序),生成的G代码指令可以直接输入数控机床用于加工,这是系统的最终目的。考虑到生成程序的通用性,CAXA制造工程师软件针对不同的机床,可以设置不同的机床参数和特定的数控代码程序格式,同时还可以对生成的机床代码的准确性进行校核。(https://www.xing528.com)
为了满足客户的需求,CAXA制造工程师2011又新设置了后置处理模块2,同时又保留了以前旧版本的后置处理模块。用户可以根据自己的需要自行设定,下面介绍后置处理模块2的功能。
后置处理模块2包括后置设置、选项、生成G代码、校核G代码功能。
选择下拉菜单“加工”→“后置处理2”→“后置设置”命令,或在工作区和加工管理窗口区依次拾取若干轨迹,然后在加工管理窗口区中单击鼠标右键弹出快捷菜单选择“后置处理2”→“后置设置”命令,系统立即弹出“选择后置配置文件”对话框,如图7-8所示。
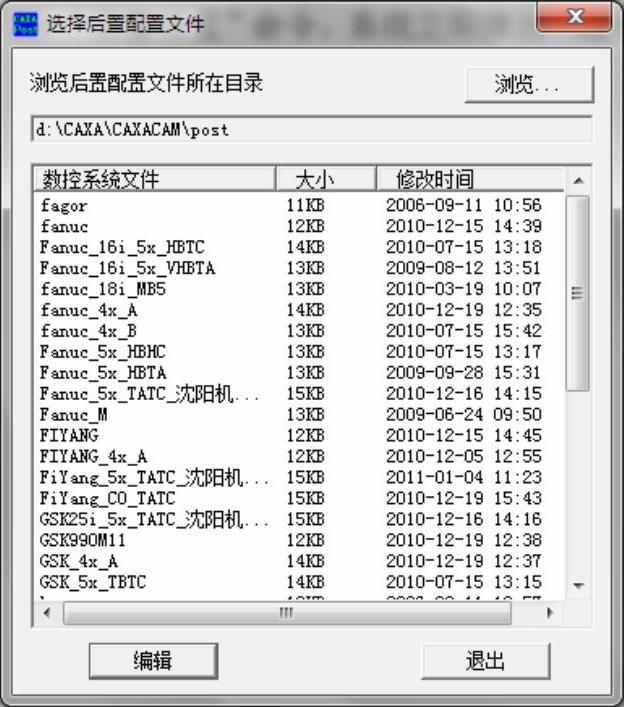
图7-8 “选择后置配置文件”对话框
后置设置列出了当前系统中所有数控系统的类型,单击按钮“浏览”,调入另外已有的数控系统类型。可以选中其中一个类型,然后单击“编辑”按钮或双击任意一个,来打开“CAXA后置配置”对话框,对该类型进行编辑,修改以生成适合自己机床类型的后置配置文件,如图7-9所示。图中选中的后处理器为日本FANUC数控系统控制器。
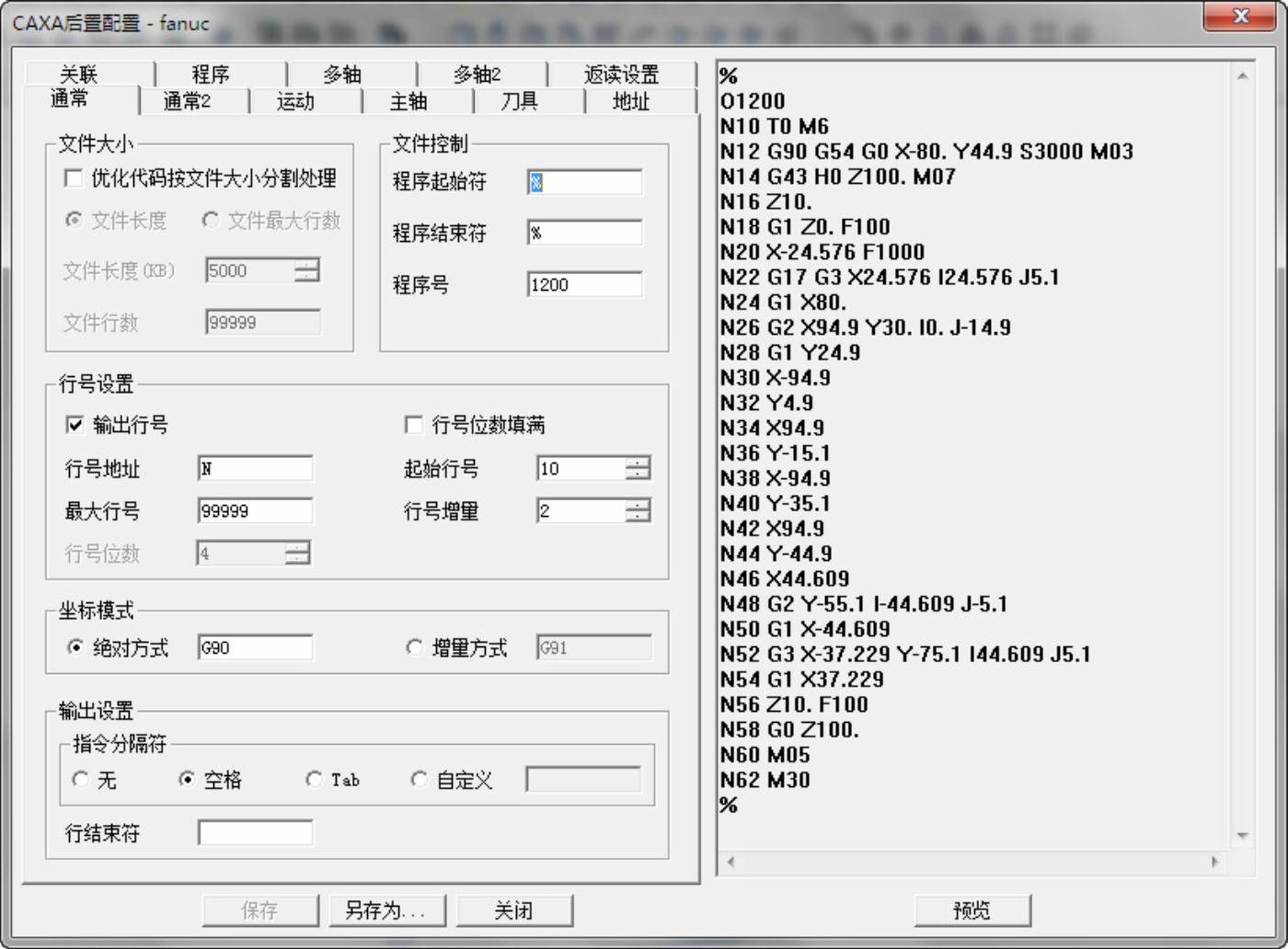
图7-9 “CAXA后置配置”对话框
在“CAXA后置配置”对话框中不仅可以设置参数,还可以预览程序的具体格式,其中共设有“通常”、“通常2”、“运动”、“主轴”、“刀具”、“地址”、“关联”、“程序”、“多轴”、“多轴2”、“返读设置”11个选项卡。用户可根据需要进行选择和修改,关于编辑对话框中各项参数的详细说明,请参考“数控编程”等专门的说明文档。
4.生成G代码
生成G代码就是按照当前机床类型的配置要求,把已经生成的刀具轨迹转化生成G代码数据文件,即CNC数控程序,后置生成的数控程序是三维造型的最终结果,有了数控程序就可以直接输入机床进行数控加工。
选择下拉菜单“加工”→“后置处理2”→“生成G代码”命令,或在工作区和加工管理窗口区依次拾取若干轨迹,然后在加工管理窗口区中单击鼠标右键弹出快捷菜单选择“后置处理2”→“生成G代码”命令,系统立即弹出“生成后置代码”对话框,如图7-10所示。
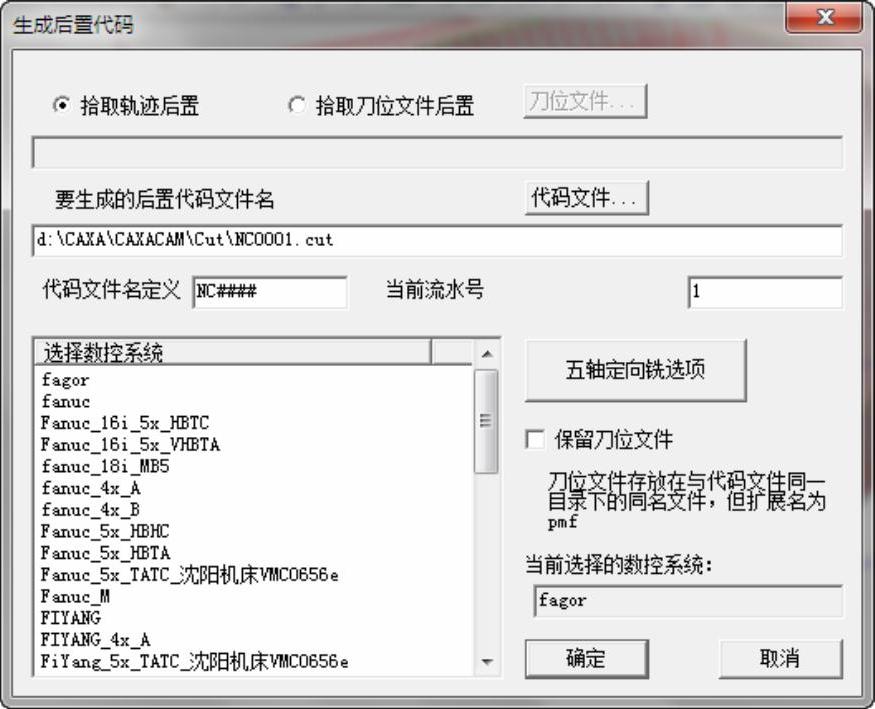
图7-10 “生成后置代码”对话框
下面将该对话框中参数选项简单介绍如下:
●【拾取轨迹后置】:拾取CAM中的轨迹直接生成机床代码。
●【拾取刀位文件后置】:从以前保存的刀位文件后置生成机床代码。
●【要生成的后置代码文件名】:用户要生成的代码保存文件夹及名字。
●【代码文件名定义】:可以定义代码文件名的组成方式,其中符号#表示占位符,为一个数字,其他按原输入字符生成。
●【当前流水号】:指构成代码文件名的数字序号,会自动增加。
●【数控系统】:指当前系统包含数控系统类型的列表,可以生成这些种类的机床代码。
●【保留刀位文件】:选择该选项后,当生成代码后,会在代码所在的目录生成一个同名,但扩展名为pmf的文件,即刀位文件。此文件还可以使用再次生成其他类型的数控代码。
●【当前选择的数控系统】:表示当前要生成机床代码的数控类型,要改变当前的数控
系统类型,要在左边的列表中选择。
当设置好相应的参数,按“确定”按钮,系统提示拾取轨迹,拾取完要后置的轨迹后,单击鼠标右键结束拾取过程。就会自动生成后置代码。生成的后置代码会自动打开,默认是使用记事本打开。
5.校核G代码
校核G代码就是把生成的G代码文件反读进来,生成刀具轨迹,以检查生成G代码的正确性。如果反读的刀位文件中包含圆弧插补,需用户指定相应的圆弧插补格式,否则可能得到错误的结果。若后置文件中的坐标输出格式为整数,且机床分辨率不为1时,反读的结果不对。亦即系统不能读取坐标格式为整数且分辨率为非1的情况。
选择下拉菜单“加工”→“后置处理2”→“校核G代码”命令,系统立即弹出“校核后置代码”对话框,如图7-11所示。当选择好代码文件的路径后,单击“确定”按钮,系统便根据所选择的G代码程序立即生成刀具轨迹。
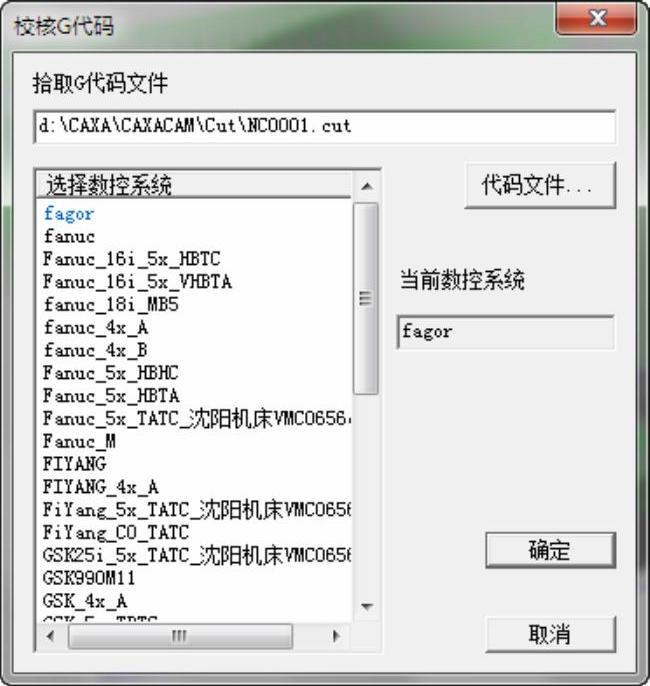
图7-11 “校核G代码”对话框
下面将该对话框中参数选项简单介绍如下:
●【拾取G代码文件】:指的是要校核的G代码文件名及路径。
●【选择数控系统】:此列表列出了系统支持的数控系统类型,选择要反读代码的数控
类型,在右侧当前数控系统上会显示出来。
6.工艺清单
根据制定好的模板,可以输出多种风格的工艺清单,模板可以自行设计制定。操作步骤:选择下拉菜单“加工”→“工艺清单”命令,或在工作区和加工管理窗口区依次拾取若干轨迹,然后在加工管理窗口区中单击鼠标右键弹出快捷菜单中选择“工艺清单”命令,系统立即弹出“工艺清单”对话框,如图7-12所示。
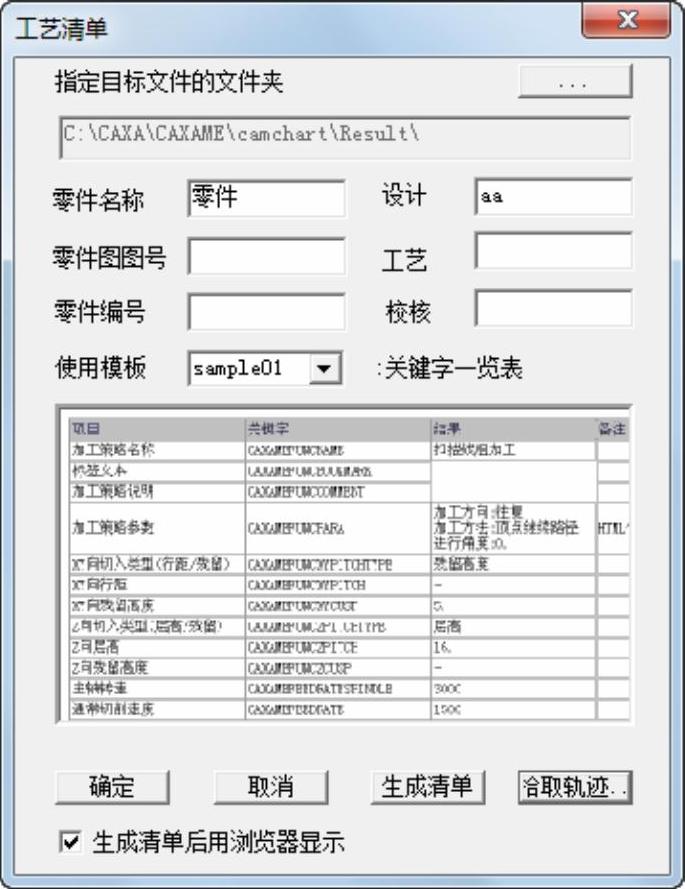
图7-12 “工艺清单”对话框
下面将该对话框中参数选项简单介绍如下:
●【指定目标文件的文件夹】:指定目标文件的文件夹,设定生成工艺清单文件的位置。
●【明细表参数】:填写零件名称、零件图图号、零件编号、设计、工艺、校核人姓名。
●【使用模板】:系统提供了8个模板供用户选择,其中分别为:
➢【sample01】:关键字一览表提供了几乎所有生成加工轨迹相关参数的关键字,包括明细表参数,模型,机床,刀具起始点,毛坯,加工策略参数,刀具,加工轨迹,NC数据等。
➢【sample02】:NC数据检查表几乎与关键字一览表同,只是少了关键字说明。
➢【sample03~sample08】:系统缺省的用户模板区,用户可以自行制定自己的模板。
●【生成清单】:注意到explorer导航区中有选中的轨迹(√),单击生成清单按钮后,系统会自动计算,生成工艺清单。
●【拾取轨迹】:单击拾取轨迹按钮后可以从工作区或explorer导航区选取相关的若干条加工轨迹,拾取后单击鼠标右键确认会重新弹出工艺清单的主对话框。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。