



后置设置就是针对特定的机床,结合已经设置好的机床配置,对后置输出的数控程序的格式,如程序段行号,程序大小,数据格式,编程方式,圆弧控制方式等进行设置。本功能可以设置默认机床及G代码输出选项。机床名选择已存在的机床名作为默认机床。
后置参数设置包括程序段行号,程序大小,数据格式,编程方式,圆弧控制方式等。
选择下拉菜单“数控车”→“后置设置”命令,或直接单击“数控车工具”工具栏中的“后置设置”按钮 ,系统弹出“机床类型设置”对话框,如图3-13所示。
,系统弹出“机床类型设置”对话框,如图3-13所示。
(1)机床名 数控程序必须针对特定的数控机床。特定的配置才具有加工的实际意义,所以后置设置必须先调用机床配置。在图3-13中,用鼠标拾取机床名一栏就可以很方便地从配置文件中调出机床的相关配置。图中调用的为SIEMENS数控系统的相关配置。
(2)扩展文件名控制和后置程序号 扩展文件名是控制所生成的数控程序文件名的扩展名。有些机床对数控程序要求有扩展名,有些机床没有这个要求,应视不同的机床而定。后置程序号是记录后置设置的程序号,不同的机床其后置设置不同,所以采用程序号来记录这些设置,以便于用户日后使用。
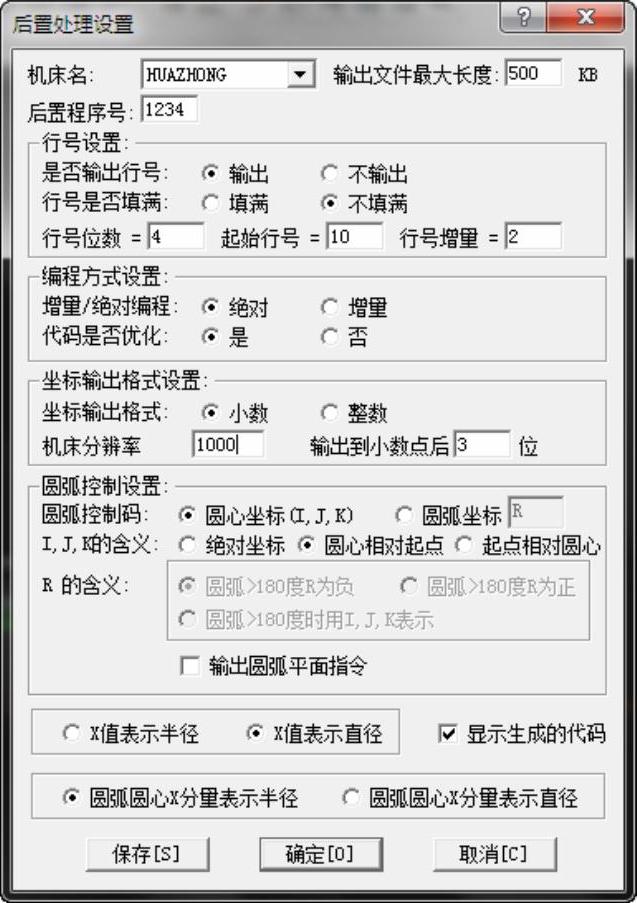
图3-13 “后置处理设置”对话框
(3)输出文件最大长度 输出文件长度可以对数控程序的大小进行控制,文件大小控制以K(字节)为单位。当输出的代码文件长度大于规定长度时系统自动分割文件。例如:当输出的G代码文件post.ISO超过规定的长度时,就会自动分割为post0001.ISO,post0002.ISO,post0003.ISO,post0004.ISO等。
(4)行号设置 程序段行号设置包括行号的位数,行号是否输出,行号是否填满,起始行号以及行号递增数值等。是否输出行号:选中行号输出则在数控程序中的每一个程序段前面输出行号,反之亦然。行号是否填满是指行号不足规定的行号位数时是否用0填充。行号填满就是不足所要求的行号位数的前面补零,如N0028;反之亦然。如N28。行号递增数值就是程序段行号之间的间隔。如N0020与N0025之间的间隔为5,建议用户选取比较适中的递增数值,这样有利于程序的管理。
(5)编程方式设置 有绝对编程G90和相对编程G91两种方式。
(6)坐标输出格式设置 决定数控程序中数值的格式:小数输出还是整数输出;机床分辨率就是机床的加工精度,如果机床精度为0.001mm,则分辨率设置为1000,以此类推;输出小数位数可以控制加工精度。但不能超过机床精度,否则是没有实际意义的。
“优化坐标值”指输出的G代码中,若坐标值的某分量与上一次相同,则此分量在G代码中不出现。下一段是没有经过优化的G代码。
X0.0 Y0.0 Z0.0;
X100.Y0.0 Z0.0;
X100.Y100.Z0.0;
X0.0 Y100.Z0.0;
X0.0 Y0.0 Z0.0;
经过坐标优化,结果如下(https://www.xing528.com)
X0.0 Y0.0 Z0.0;
X100.;
Y100.;
X0.0;
Y0.0;
(7)圆弧控制设置 主要设置控制圆弧的编程方式,即采用圆心编程方式还是采用半径编程方式。当采用圆心编程方式时,圆心坐标(I,J,K)有三种含义:
●【绝对坐标】:采用绝对编程方式,圆心坐标(I,J,K)的坐标值为相对于工件零点
绝对坐标系的绝对值。
●【相对起点】:圆心坐标以圆弧起点为参考点取值。
●【起点相对圆心】:圆弧起点坐标以圆心坐标为参考点取值。
按圆心坐标编程时,圆心坐标的各种含义是针对不同的数控机床而言。不同机床之间其圆心坐标编程的含义不同,但对于特定的机床其含义只有其中一种。当采用半径编程时,采用半径正负区别的方法来控制圆弧是劣圆弧还是优圆弧。圆弧半径R的含义即表现为以下两种:
●【优圆弧】:圆弧大于180°,R为负值。
●【劣圆弧】:圆弧小于180°,R为正值。
(8)X值表示直径 软件系统采用直径编程。
(9)X值表示半径 软件系统采用半径编程。
(10)显示生成的代码 选中时系统调用WINDOWS记事本显示生成的代码,如代码太长,则提示用写字板打开。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。