



1.工具坐标的设定
焊钳工具坐标的设定如图5-44所示,工具坐标的旋转应与焊钳吻合,应在标准轴周围旋转(设定Rx、Ry、Rz)并登录在“工具文件设定表”中。
2.伺服焊钳示教的登录与设定
1)示教状态按下【外部轴切换】,按下【S+】或【S-】,焊钳进行打开和关闭。
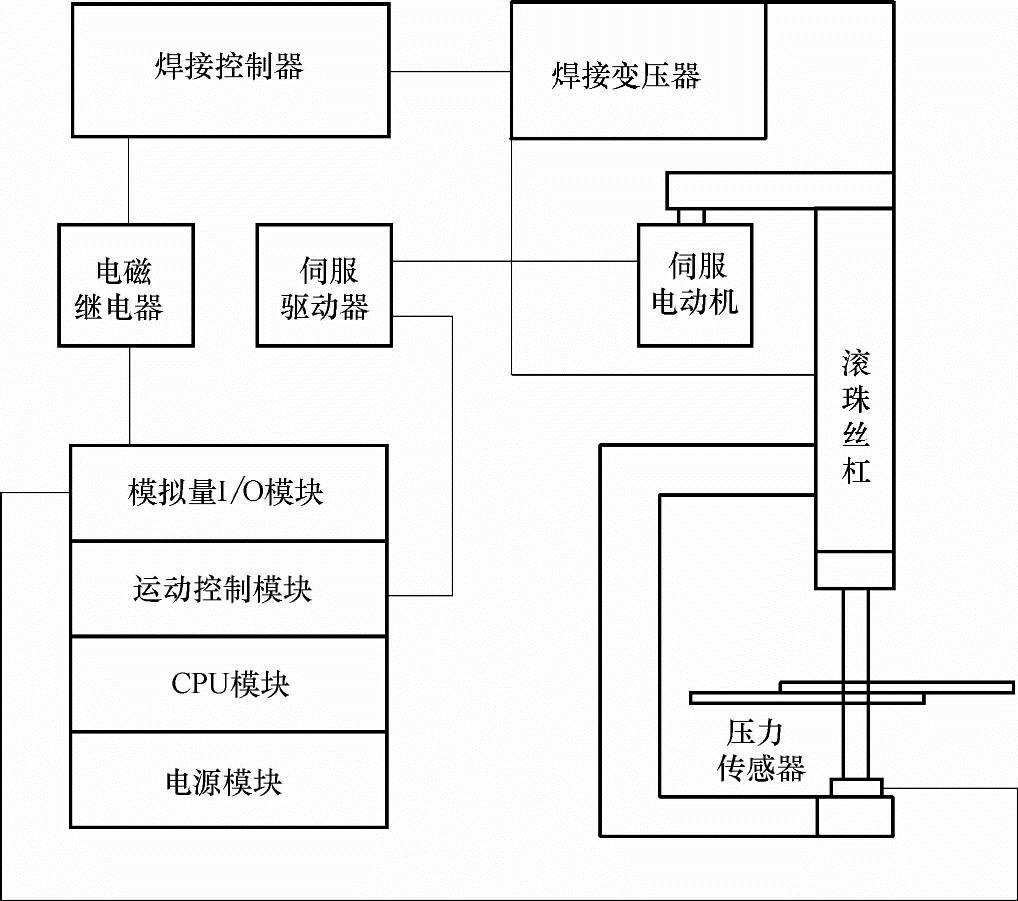
图5-43 伺服点焊钳控制系统
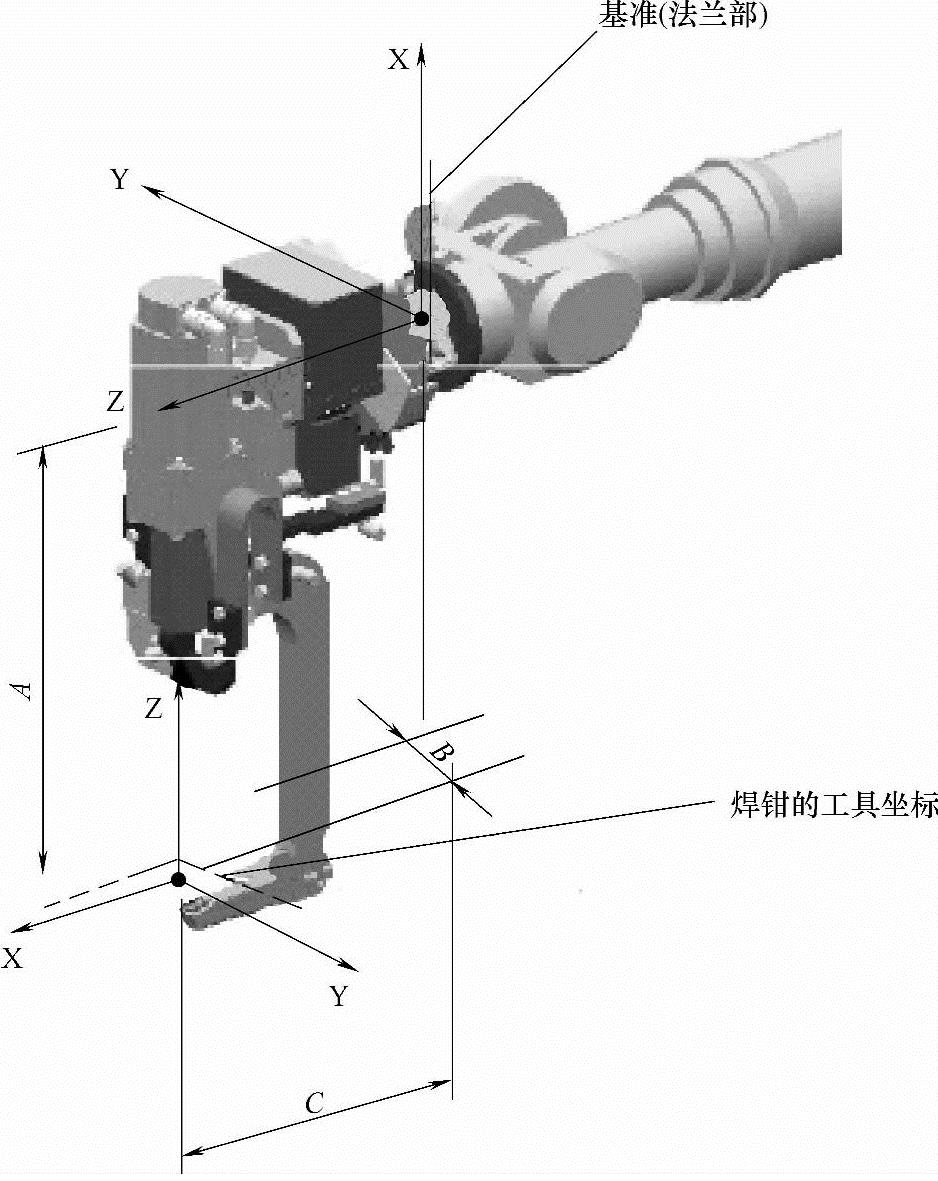
图5-44 焊钳工具坐标的设定
2)建立新程序,选择【R1+S1】。
3)示教焊接位置点时,不要接触工件,保持工件与电极距离5~10mm,在焊接位置点程序下面登录SVSPOT焊接命令。
4)登录SVSPOT命令。按下【./SPOT】键登录,SVSPOT GUN#(1)PRESS#(1)WTM=1 WST=1。WTM为指定焊机设定的焊接条件序号,WST为指定焊机的启动时间。因为要在加压前启动焊机,所以需在焊机处设定预压时间。数值为0时,执行焊接命令同时启动焊机;数值为1时,一次压力执行时启动,数值为2时,二次压力执行时启动。
5)压力设定:【焊钳】→【焊钳压力】。
6)焊接电流、焊接时间在焊机侧设定。
7)空打动作。进行电极研磨和安装电极时,不进行焊接也要给焊钳加压的动作,SV-GUNCL(空打动作指令),按下【2/空打】键登录,SVGUNCL GUN#(1)PRESSCL#(1)。
8)电极的磨损检出,分为空打接触动作和传感器检出动作两方面。
①空打接触动作。使固定侧电极和移动侧电极接触,读取该位置,SVGUNCL GUN#(1)PRESSCL#(1)TWC-A(空打接触动作指定程序)。
②传感器检出动作。使移动侧电极在传感器的检出范围移动,根据该位置的读取数据,计算移动侧电极的磨损量,SVGUNCL GUN#(1)PRESSCL#(1)TWC-B(传感器检出动作指定程序)。
3.焊钳电极帽的更换基准
焊钳电极帽上标有使用极限界限,如果打磨电极时触及使用极限界限,应更换电极帽。电极帽的消耗量为7~8mm,例如新电极帽全长为23~25mm,则当该电极帽变为15~16mm时,则要更换。此外,则更换电极帽时应使用电极更换工具,切勿用锤子等敲击电极,否则会导致轴承、滚珠螺杆等的损坏。新电极帽的尺寸如图5-45所示。
4.更换电极帽时的焊钳姿态
更换电极帽时,为了防止水溅到驱动单元主体,需将焊钳的姿势设定为朝下。此外,当需要固定焊钳进行使用时,也要在朝下的姿势下固定。
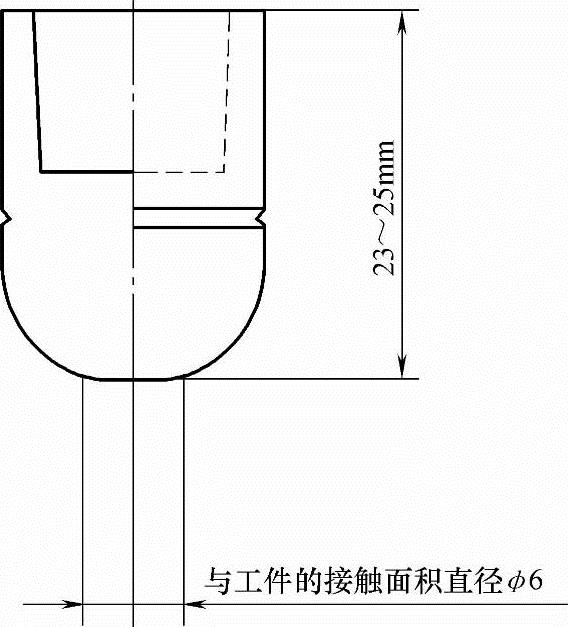
图5-45 新电极帽的尺寸
5.应用案例(https://www.xing528.com)
(1)伺服焊钳的特性文件建立 焊钳特性的特性文件是指对焊钳固有的物理特性进行描述。以安川点焊机器人为例,首先进行焊钳特性设定:【主菜单】→【点焊】→【焊钳特性】,如图5-46所示。
(2)特性文件制作步骤举例
1)制作假设的焊钳特性文件。以某企业机器人现场设定的特性文件数据为例,先设定一个假设的值,如图5-47所示。
在制作假设的特定文件中,“脉冲与形成的转换”是按照实际焊钳的开度设定的,通过示教盒的操作,设定适宜的焊钳开度。用示教盒读取焊钳轴电动机的编码器脉冲值。具体做法是:闭合焊钳,开度为零,记录实际脉冲值,再按“4096”个脉冲每10mm(实际的焊钳丝杠节距)计算其他行程与脉冲对应关系。“转矩与压力的转换”是现场机器人中的抄录值,如图5-48所示。
闭合焊钳时,外部轴的当前脉冲值是90037,按照“4096”个脉冲为每10mm(实际的丝杠节距)计算,得出实际的10mm、20mm、50mm、100mm和200mm的对应脉冲值。制作假设的焊钳特性文件时需要注意的是,最大转矩的压力要足够大,否则在测量实际转矩压力过程中会出现报警。
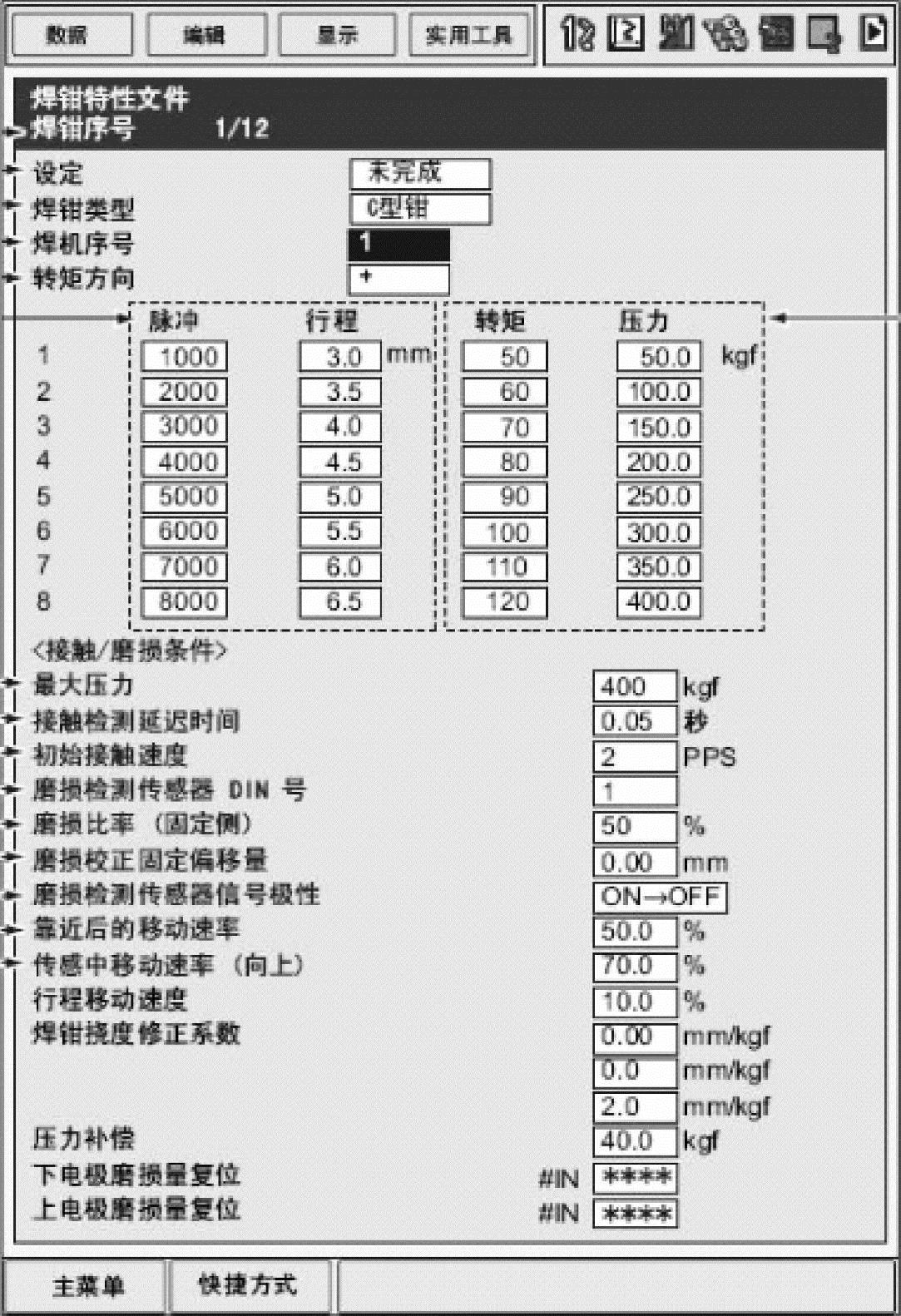
图5-46 焊钳特性设定菜单界面
注:如果没有对焊钳特性进行描述,伺服焊钳不能够执行空打、焊接等命令。
2)测量焊钳的转矩与压力转换的数据。制作完假设的特性图后,就可以执行空打和焊接命令,然后制作输入转矩与压力转换的数据。要通过kgf(1kgf=9.8N)数值指定压力,需要把焊钳轴电动机的转矩(%)与压力(kgf)的关系进行数据输入。
①在【空打压力文件】中设定压力,此时的压力单位用转矩(%)指定。
②在程序中登录SVGUNCL命令,用步骤①指定设定的空打加压文件。
③执行程序,用加压计测量焊钳的压力。
④对不同的压力重复以上3个步骤,得出8组转矩和压力的数据(转矩为40%、60%、70%、90%、100%、110%、120%和130%,根据实际需要确定转矩)。
⑤将8组数据输入到焊钳特性文件的“转矩与压力转换”中,如图5-49所示。
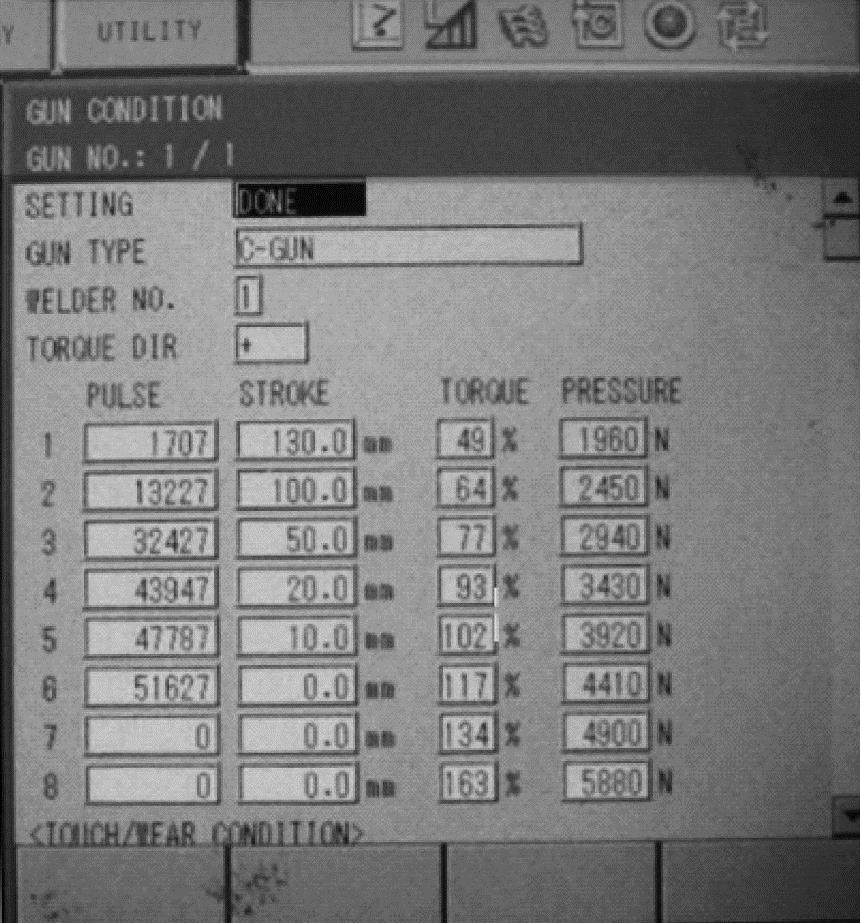
图5-47 生产现场的焊钳特性文件
注:PULSE—脉冲数(个)STROKE—丝杠节距(mm)
TORQUE—焊钳轴电动机的转矩(%)PRESSURE—指定压力(N)

图5-48 “转矩与压力的转换”特定文件

图5-49 用加压计测量焊钳的压力
3)设定“接触/磨损条件”,按照现场实际测量和需要的最大压力和焊钳物理特性资料填写。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。