



随着汽车市场竞争日益激烈,加快了汽车产品换型的步伐,缩短了换型周期,因此,如何既经济合理又快速可行地生产出更新换代的新产品,新车型是需要研究的实际重大课题。
汽车换型最主要的是改造焊接生产线。采用机器人可提高汽车焊接生产线的通用性,使多种车型能混线生产,改造量降至最小,是降低汽车换型投资成本的重要措施之一。
1.各类汽车焊接生产线的作业特点比较
长期以来,汽车车身焊接生产线上的焊接设备主要有手工焊接设备、自动焊专机和焊接机器人三类,它们的作业特点和应用场合如下:
1)手工焊接设备主要是悬挂式点焊机、CO2半自动弧焊机,属于通用标准设备。通过人工操作点焊钳或焊枪完成焊接工作,因其独立性较强,便于安装、调整及维修,且价格低廉,所以在汽车生产发展的早期得到了广泛的应用。
2)自动焊专机包括多点焊机、台式自动焊机及各种焊接机机械手等,这些专机结构复杂、动作简单、程序基本固定、制造成本及维修费用高,只适用于某一种产品焊接、柔性程度及自动化程度低的焊接。因此,只有在单一品种、大批量生产的汽车焊接生产线上采用,以前一般年产量在6万辆以上的生产线较多采用各种自动焊专机,现在只有更大年产量、单一车型的生产线才予以考虑。
3)焊接机器人是机体独立、动作自由度多、程序变更灵活、自动化程度高、柔性程度极高的焊接设备,具有多用途功能、重复定位精度高、焊接质量高、一致性产量、抓取重量大、运动速度快、动作稳定可靠等特点。
2.机器人是实现焊接生产线柔性化的关键
汽车车身是经过冲压、焊接、涂装和总装4个主要工艺过程生产出来的。在汽车换型改造时,涂装和总装生产线一般都具有良好的通用性,改造量较小,增加新车型冲压模具和焊接工装夹具虽必不可少,但汽车换型最主要的是改造焊接生产线。汽车换型需要生产厂商投入巨额资金,再降低汽车换型的投资成本的主要措施之一,是提高汽车焊接生产线柔性化程度,使其改造量降至最小。汽车焊接生产线柔性化就是在一条焊接生产线上能进行多种车型车身的焊接。
焊接生产由于与产品结构变化关系更密切,因此,汽车产品换型对焊接生产线的要求更多,焊接生产线需要更多的改变才能对新产品多样化具有更大的灵活适应能力,即汽车焊接生产线具有高度的柔性,才能满足车型产品更新换代的需要。
焊接生产线的任务是将冲压零件分别装焊成焊接合件,不同的车型产品需有不同的焊接生产线,即使是同类产品的不同型号的同类级别焊接总成,无论是在焊接生产线上的工装夹具,还是焊接设备,以至生产线工位数量及平面布置都有所差别。因此,为适应不同车型产品结构差异,需要焊接生产线必须具有高度的灵活性和柔性。
由此可见,任何改变产品结构或外形的产品换型,都意味着其原有焊接生产线的改变,如果原有生产线具有一定程度的柔性,通过局部改造,新产品完全可以在原焊接生产线上进行生产。如果原有生产线不具有柔性,不能混线生产新车型,那么,需要另外新建生产线,导致原有整条焊接生产线全部淘汰或闲置,造成资金的极大浪费。因此,焊接生产线具有柔性非常重要,它不但适应车身换型、变线的规模化生产,而且达到了提高生产效率和降低投资规模的目的。
柔性生产线系统一次重新调整所造成的劳动生产率总损失比专机自动线要小,因为个别的柔性生产系统重新调整结束后,可立即再投产。不需待整个柔性生产系统重新调整结束后再投产。因此,为了少投资、少量改造生产线,又能满足多种新产品的生产需要、迅速转产,汽车焊接生产线具有一定程度的柔性是十分必要的,如图5-19所示(参见配套光盘视频-(12)机器人搬运及点焊协调作业)。
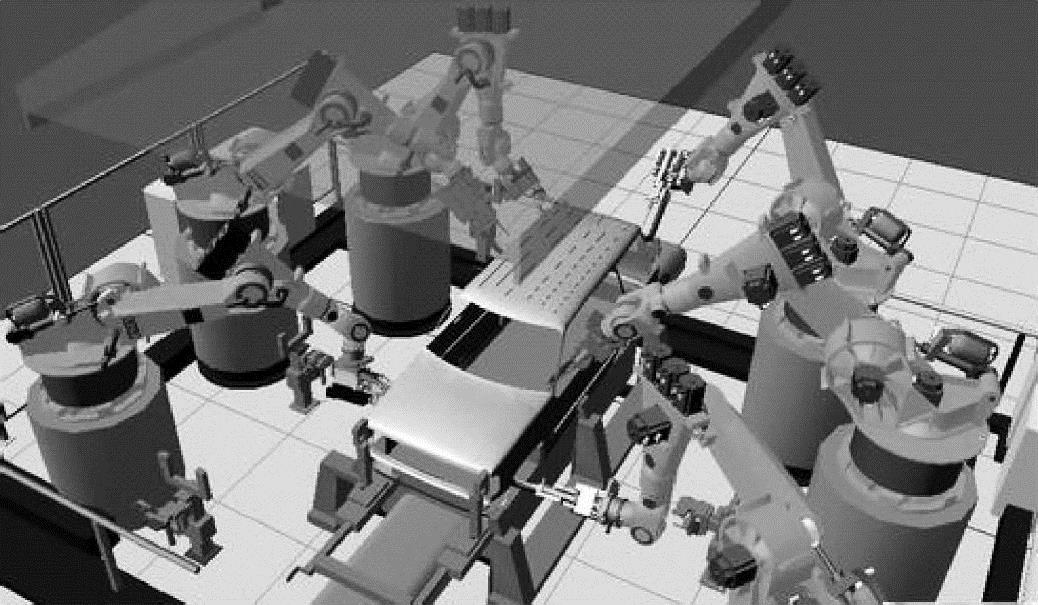
图5-19 各功能的机器人协同作业
焊接生产线由焊接设备、焊接工装夹具及机械化运输系统和自动控制等部分组成,因此,生产线的整体柔性程度由各组成部分的柔性程度所决定,其中焊接设备的柔性是决定焊接生产线柔性程度的关键,焊接工装夹具的柔性是决定焊接生产线柔性程度的主要因素。
综上所述,焊接机器人是焊接设备柔性化的最佳选择,作为焊接生产线的重要组成部分,采用机器人焊接是生产线柔性程度的重要标志之一,是未来汽车生产的主要方向。
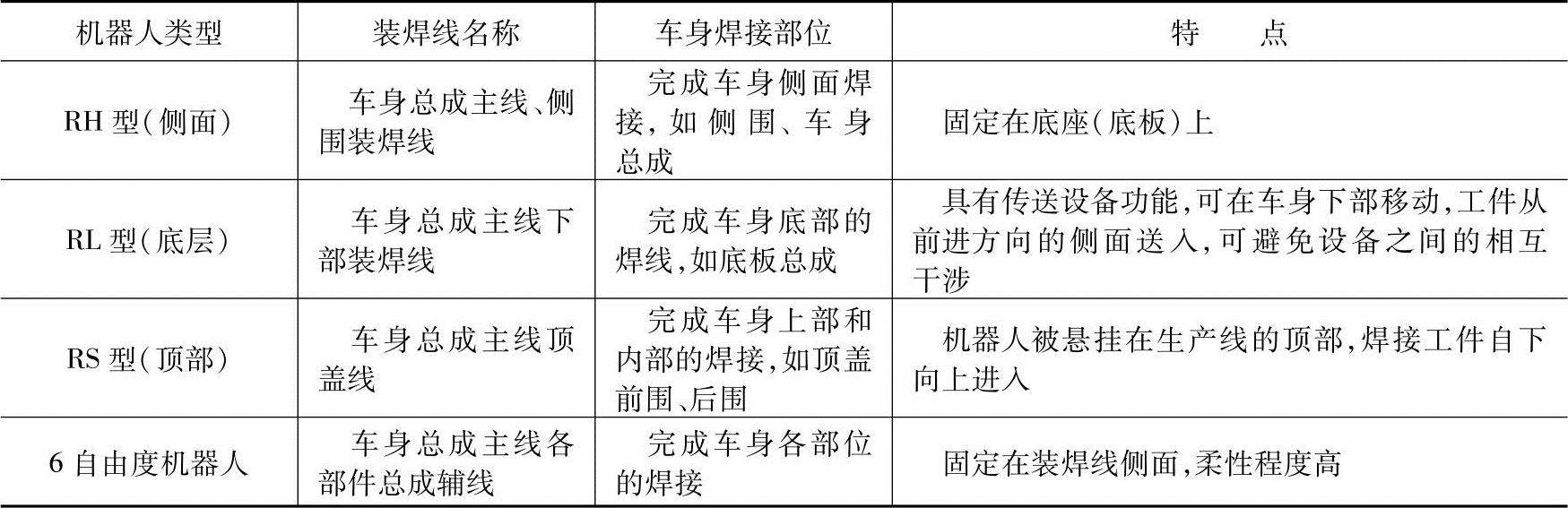
3.焊接生产线上机器人的类型
满足车身装焊生产线要求的车身装焊机器人的类型有多种,专用直角坐标形式的机器人有RH、RL和RS三种类型,并具有3个自由度,由此可组合成各种不同的功能和性能,因而能够与各种车身装焊自动线结构进行匹配,使装焊生产线达到最佳设计,具有满足用户要求的优越性能。
RH型为侧面焊接机器人,被固定在底板上,完成车身侧面的焊接;RL型为底层机器人,具有传送设备功能,完成车底地部焊接;RS型为顶面移动机器人,悬挂在生产线的顶部,用来进行车身的上部和内部焊接。
车身装焊生产线采用上述机器人,可使车身80%的焊点实现自动焊,而60%的焊点由点焊机器人来完成,故此类装焊生产线柔性程度高。
4.焊接机器人的选用方法
由于车身各部位结构不同,需装备相应的机器人来进行焊接,焊接机器人在汽车车身自动装焊生产线上的选用方法,通常参照以下原则。
1)选择与自动生产线结构相匹配、最适合的机器人。
2)根据能保证接头焊点焊接质量和生产效率高的焊接工艺及末端轴承载力来选择不同的机器人。(https://www.xing528.com)
3)选择操作范围和技术性能参数能满足工件施焊位置的机器人。
4)在满足生产规模、生产节拍、保证焊接质量前提下,工艺设计方案既要先进可行,又要经济合理,在关键部件、部位、关键工序位,按需选配机器人数量。
5)经比较后选用各种运动更自由、灵活,性能价格比更高的机器人。焊接机器人的选用方法见表5-6(参见配套光盘视频-(13)高密度点焊机器人应用)。
表5-6焊接机器人的选用方法
5.点焊机器人的系统控制
点焊机器人控制系统多用于汽车生产厂焊装车间流水线上完成汽车地板、侧围、顶盖等整个车外壳的拼装焊接过程,其系统硬件主要由工业机器人、PLC、图示面板(触摸屏)、高速串行网络、现场总线、服务器等组成。
(1)服务器 整条流水线生产数据的管理系统包括日产量、当前产量、每个工位的车型信号等数据,然后传给PLC。PLC是控制的核心,它控制机器人的程序选择,包括不同车型的点焊程序、电极帽修磨程序和更换电极帽程序等。系统服务器数据总线将工位车型等信息传送至PLC,PLC再通过现场总线实现与机器人之间的信息交换,每个PLC可以控制2~5个工位不等。点焊控制系统框图如图5-20所示。
通过软件程序的编制实现对流水线上线体、夹具等的电气控制,PLC又通过网络完成对机器人的程序选择和信息交换。机器人控制器通过串行端口实现协同控制,操作人员可通过图示面板(触摸屏)操作不同的工位,检查不同工位的生产信息。
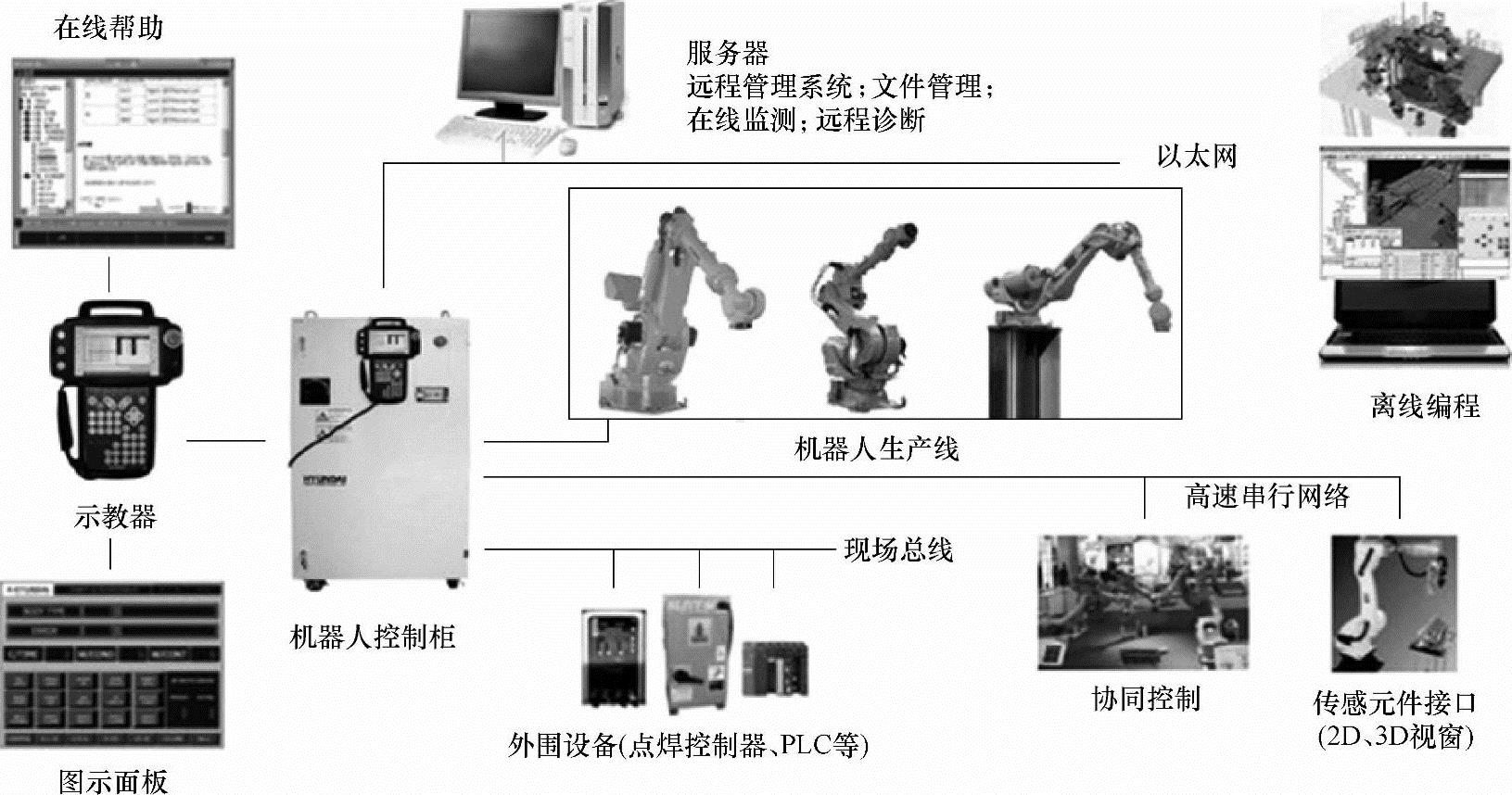
图5-20 点焊控制系统框图
(2)通信网络系统 机器人点焊系统的通信网络分为三个层,即计算机层、控制器层和设备层。
1)计算机层。系统的计算机层通常是指服务器,它通过系统模块接入以太网,使用TCP/IP协议获取生产的车体生产信息数据。
2)控制器层。系统的控制器层网络采用现场总线,通过功能模块接入下一级的串行网络,使若干个PLC之间能够传送信息,PLC通过机器人控制柜和机器人之间实现网络通信。
3)设备层。系统的设备层主要通过图示面板(触摸屏)和示教器对机器人进行控制。
(3)柔性控制系统软件 该系统的软件主要分为两个部分,即PLC软件编制和触摸屏软件的编制。PLC程序主要用来实现对传送带变频电动机的控制、工位夹具的电磁阀动作、控制机器人的点焊程序及生产数据的跟踪移动等。触摸屏主要是一个操作平台和监视平台,通过它可以实现运行模式的切换、机器人修磨参数设置、故障状态的实时报告、机器人焊接程序状态显示、机器人修模状态显示,各工位车型参数显示等功能。
1)PLC调用机器人程序。通过PLC的程序来调用机器人的程序是PLC在机器人系统中特有的应用。机器人的I/O(输入/输出)信号通过机器人程序来控制ON/OFF(开/关)状态,由此可用来和PLC进行通信,通过I/O信号可以控制机器人调用程序、暂停程序、重启动程序、停止程序等。
2)触摸屏程序。触摸屏程序使用软件编制,整条线共有10台,分别监管不同的工位。例如,监视整条线的急停、光栅、工位原点等状态。此外,还可以实现手动、自动切换;监视机器人电源、示教、原点、工作完成、启动条件、是否焊接、有无故障等状态;生产数据的记数、显示和在条件允许的情况下手动更改生产数据;机器人修磨电极帽、修磨次数、修磨电极正反转时间和转动圈数、修磨电极停顿时间的参数设置;启动手动修磨程序,同时还可监控修磨状态;记录故障发生的时间和内容,为保证第一时间排除故障提供依据。
6.柔性生产线的生产过程
比较简单的焊接机器人生产线是把多台工作站(单元)用工件输送线连接起来组成一条生产线,这种生产线仍然保持单站的特点,即每个站只能用选定的工件夹具及焊接机器人的程序来焊接预定的工件,在更改夹具及程序之前的一段时间内,这条线是不能焊其他工件的。
另一种是焊接柔性生产线。柔性线也是由多个站组成的,不同的是被焊工件都装卡在统一形式的托盘上,而托盘可以与线上任何一个站的变位机相配合并被自动卡紧,焊接机器人系统首先对托盘的编号或工件进行识别,自动调出焊接这种工件的程序进行焊接,这样每一个站无需作任何调整就可以焊接不同的工件。焊接柔性线一般有一个轨道子母车,子母车可以自动将点焊好的工件从存放工位取出,再送到有空位的焊接机器人工作站的变位机上,也可以从工作站上把焊好的工件取下,送到成品件流出位置,整个柔性焊接生产线由一台调度计算机控制。因此,只要白天装配好足够多的工件,并放到存放工位上,夜间就可以实现无人或少人生产了。汽车白车身柔性化焊线如图5-21所示。
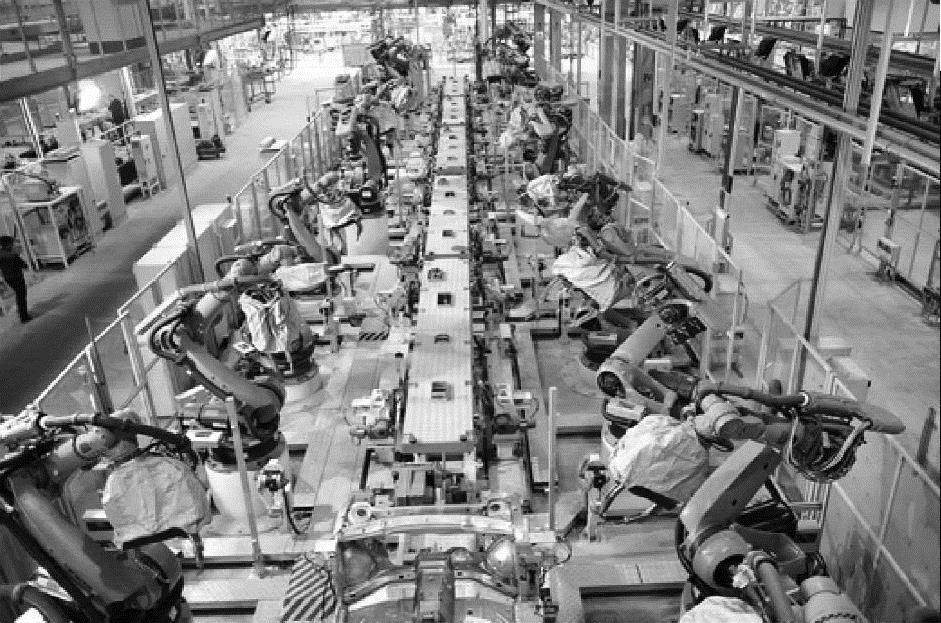
图5-21 汽车白车身柔性化焊线
工厂选用的自动化焊接生产形式,必须根据工厂的实际情况而定。焊接专机适合批量大、改型慢的产品,而且适用于工件的焊缝数量较少、较长,形状规矩(直线、圆形)的情况;焊接机器人系统一般适合中、小批量生产,被焊工件的焊缝可以短而多、形状较复杂;柔性焊接线特别适合产品品种多,每批数量又很少的情况。目前国外企业正在大力推广无(少)库存,按订单生产(JIT)的管理方式,在这种情况下采用柔性焊接线是比较合适的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。